





Quy định kỹ thuật đối với hộp đỡ đấm của đầu máy, toa xe theo QCVN 111:2023/BGTVT như thế nào?
Bộ móc nối, đỡ đấm của đầu máy, toa xe phải đáp ứng yêu cầu chung gì về kỹ thuật?
Tại Tiểu mục 2.1 Mục 2 Quy chuẩn kỹ thuật quốc gia QCVN 111:2023/BGTVT, bộ móc nối, đỡ đấm của đầu máy, toa xe phải đáp ứng yêu cầu chung về kỹ thuật như sau:
- Tài liệu kỹ thuật của nhà sản xuất đối với bộ móc nối, đỡ đấm phải phù hợp với quy định sau:
+ Bản vẽ kỹ thuật, trong đó phải thể hiện hình vẽ tổng thể bộ móc nối, đỡ đấm. Hình vẽ phải thể hiện được các kích thước cơ bản.
+ Kết quả kiểm tra kích thước cơ bản của bộ móc nối, đỡ đấm.
+ Kết quả kiểm tra dung năng, lực nén, hành trình danh nghĩa của hộp đỡ đấm.
+ Kết quả kiểm tra thành phần hóa học và tính năng cơ học của vật liệu chế tạo bộ móc nối, đỡ đấm.
+ Kết quả kiểm tra khuyết tật vật đúc của thân móc nối, lưỡi móc, khung đuôi móc nối.
- Bộ móc nối, đỡ đấm phải phù hợp với các yêu cầu của quy chuẩn này và tài liệu kỹ thuật của nhà sản xuất.
- Đường bao liên kết của thân móc nối, lưỡi móc phải phù hợp với tài liệu kỹ thuật của nhà sản xuất và đảm bảo cho việc nối kết an toàn và thuận lợi.
- Kích thước chính, tính năng, thông số kỹ thuật của thân móc nối, lưỡi móc, khung đuôi móc nối và hộp đỡ đấm phải phù hợp với tài liệu kỹ thuật của nhà sản xuất.
- Bề mặt thân móc nối, lưỡi móc, khung đuôi móc nối, chốt lưỡi móc, chốt đuôi móc không xuất hiện vết nứt nhìn thấy được.
- Dung sai khối lượng cho phép của bộ móc nối, đỡ đấm: không được quá 3 % khối lượng danh nghĩa.
- Tính năng mở móc hoàn toàn, đóng móc hoàn toàn và khóa móc phải bình thường, không được tự mở móc.
- Thân móc nối và khung đuôi móc nối phải được phủ một lớp chống gỉ, trừ bề mặt ma sát của các chi tiết hoạt động bên trong móc nối phải được bôi trơn bằng dầu hoặc mỡ.

Quy định kỹ thuật đối với hộp đỡ đấm của đầu máy, toa xe theo QCVN 111:2023/BGTVT như thế nào? (Hình từ Internet)
Quy định kỹ thuật đối với hộp đỡ đấm của đầu máy, toa xe theo QCVN 111:2023/BGTVT như thế nào?
Tại Tiểu mục 2.4 Mục 2 Quy chuẩn kỹ thuật quốc gia QCVN 111:2023/BGTVT có quy định kỹ thuật đối với hộp đỡ đấm của đầu máy, toa xe như sau:
- Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được dung năng danh nghĩa của hộp đỡ đấm, dung năng danh nghĩa của hộp đỡ đấm không được nhỏ hơn 20 kJ hoặc theo quy định của nhà sản xuất.
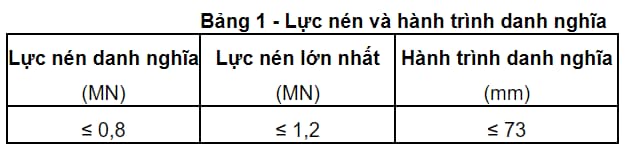
- Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được lực nén và hành trình danh nghĩa của hộp đỡ đấm phù hợp với quy định của nhà sản xuất hoặc quy định theo bảng sau:
- Hộp đỡ đấm phải làm việc ổn định, các thông số cơ bản không thay đổi khi chịu tải trọng lặp lại.
- Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được lực căng ban đầu của hộp đỡ đấm từ 20 kN đến 120 kN.
Việc kiểm tra lực căng ban đầu của hộp đỡ đấm được thực hiện thông qua quan sát, ghi lại kết quả kiểm tra (chứng kiến kiểm tra) lực căng ban đầu trên thiết bị kiểm tra chuyên dùng.
- Kích thước hộp đỡ đấm kim loại có chiều dài không nhỏ hơn 625 mm, chiều rộng không quá 330 mm, chiều cao không quá 234 mm hoặc theo quy định của nhà sản xuất.
Kích thước hộp đỡ đấm cao su có chiều dài không nhỏ hơn 627 mm, chiều rộng không quá 322 mm, chiều cao không quá 230 mm. Hộp đỡ đấm sau khi lắp ráp xong phải có độ nén ban đầu ít nhất là 2 mm.
- Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được tấm thép và lá cao su kẹp hai bên (gọi là tấm cao su đỡ đấm) phải được lưu hóa.
Tấm cao su sau khi lưu hóa được nén giảm còn 70 % chiều dày và giữ trong 5 phút, bỏ nén sau 5 phút và đo lại chiều dày. Yêu cầu chiều dày không được giảm quá 5 % kích thước ban đầu.
Số lượng tấm thép và lá cao su thử nghiệm được lấy ngẫu nhiên không nhỏ hơn 10 % tổng số tấm thép và lá cao su. Việc kiểm tra tấm thép và lá cao su được thực hiện thông qua quan sát, ghi lại kết quả kiểm tra (chứng kiến kiểm tra) tấm thép và lá cao su trên thiết bị kiểm tra chuyên dùng.
Độ cứng bề mặt lưỡi móc của đầu máy, toa xe được quy định như thế nào?
Tại Tiểu mục 2.5 Mục 2 Quy chuẩn kỹ thuật quốc gia QCVN 111:2023/BGTVT có quy định độ cứng bề mặt lưỡi móc của đầu máy, toa xe như sau:
2. Quy định kỹ thuật
2.5 Quy định về độ cứng
2.5.1 Độ cứng bề mặt lưỡi móc
- Thép đúc cấp C hoặc tương đương là 179 ÷ 229 HB;
- Thép đúc cấp E hoặc tương đương là 241 ÷ 291 HB.
2.5.2 Độ cứng bề mặt của các chi tiết khác (trừ lưỡi móc)
- Thép đúc cấp C hoặc tương đương là 179 ÷ 241 HB;
- Thép đúc cấp E hoặc tương đương là 241 ÷ 311 HB.
Như vậy, độ cứng bề mặt lưỡi móc của đầu máy, toa xe phải đảm bảo:
- Thép đúc cấp C hoặc tương đương là 179 ÷ 229 HB;
- Thép đúc cấp E hoặc tương đương là 241 ÷ 291 HB.
Trân trọng!










Quý khách cần hỏi thêm thông tin về có thể đặt câu hỏi tại đây.
- Thủ tục tạm đình chỉ công tác trong cơ quan của đảng như thế nào?
- Học sinh được nghỉ bao nhiêu ngày Tết 2025? Học kỳ 2 năm học 2024 - 2025 bắt đầu khi nào?
- Tên gọi Hà Nội có từ khi nào? Phía Bắc Thủ đô Hà Nội tiếp giáp với tỉnh thành nào?
- Còn bao nhiêu ngày thứ 2 nữa đến Tết 2025? Đếm ngược ngày Tết Âm lịch 2025?
- Trường công lập được Nhà nước giao đất không thu tiền sử dụng đất có được phép chuyển sang thuê đất thu tiền hằng năm để kinh doanh không?