|
BỘ CÔNG
THƯƠNG
-------
|
CỘNG HÒA XÃ
HỘI CHỦ NGHĨA VIỆT NAM
Độc lập - Tự do - Hạnh phúc
---------------
|
|
Số: 27/2022/TT-BCT
|
Hà Nội, ngày 31 tháng 10 năm 2022
|
THÔNG TƯ
BAN
HÀNH QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ AN TOÀN CHAI LPG COMPOSITE
Căn cứ Nghị
định số 98/2017/NĐ-CP ngày 18 tháng 8 năm 2017 của Chính phủ quy định chức
năng, nhiệm vụ,
quyền hạn và cơ cấu tổ chức của Bộ Công Thương;
Căn cứ Luật
Tiêu chuẩn và Quy chuẩn kỹ thuật ngày 29 tháng 6 năm
2006:
Căn cứ Luật Chất lượng sản phẩm, hàng hóa ngày 21 tháng 11 năm 2007;
Căn cứ Luật
An toàn, vệ sinh lao động ngày 25 tháng 6 năm 2015;
Căn cứ Nghị
định số 127/2007/NĐ-CP ngày 01 tháng
8 năm 2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật
Tiêu chuẩn và Quy chuẩn kỹ thuật và Nghị định số 78/2018/NĐ-CP ngày 16 tháng
5 năm 2018 của Chính phủ sửa đổi, bổ sung một số điều của Nghị định số 127/2007/NĐ-CP ngày 01 tháng 8
năm 2007 của Chính phủ quy định chi tiết
thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật;
Căn cứ Nghị
định số 132/2008/NĐ-CP ngày 31 tháng
12 năm 2008 của Chính phủ quy định chi tiết thi hành một số điều của Luật
Chất lượng sản phẩm,
hàng hóa và Nghị định số 74/2018/NĐ-CP ngày 15 tháng 5 năm
2018 của Chính phủ sửa đổi, bổ
sung một số điều của Nghị định số 132/2008/NĐ-CP ngày 31 tháng
12 năm 2008 của Chính phủ quy định chi tiết thi hành một số điều của Luật Chất lượng sản
phẩm, hàng hóa;
Căn cứ Nghị
định số 87/2018/NĐ-CP ngày 15 tháng 6 năm 2018 của Chính phủ về kinh doanh
khí;
Căn cứ Nghị
định số 39/2016/NĐ-CP ngày 15 tháng 5 năm 2016 của Chính phủ quy định chi tiết
thi hành một số điều của Luật An toàn, vệ sinh lao động;
Căn cứ Nghị định số 44/2016/NĐ-CP ngày 15 tháng 5 năm
2016 của
Chính
phủ quy định chi tiết một số điều của Luật An toàn, vệ sinh lao động về hoạt động
kiểm định kỹ thuật an toàn lao động, huấn luyện an toàn, vệ sinh lao động và
quan trắc môi trường lao động;
Theo đề nghị của Cục trưởng Cục Kỹ thuật
an toàn và Môi trường công nghiệp;
Bộ trưởng Bộ Công Thương ban
hành Thông tư ban hành Quy chuẩn kỹ thuật quốc gia về an toàn chai LPG
composite.
Điều 1. Ban hành Quy
chuẩn kỹ thuật quốc gia
Ban hành kèm theo Thông tư này Quy chuẩn
kỹ thuật quốc gia về an toàn chai LPG composite.
Ký hiệu: QCVN 16:2022/BCT
Điều 2. Hiệu lực thi
hành
Thông tư và Quy chuẩn kỹ thuật quốc gia về an
toàn chai LPG composite này có hiệu lực thi hành kể từ ngày 01 tháng 11 năm 2023.
Điều 3. Tổ chức thực hiện
Chánh Văn phòng Bộ, Cục trưởng Cục Kỹ thuật an toàn
và Môi trường công nghiệp, Vụ trưởng Vụ Khoa học và Công nghệ, Giám đốc Sở Công
Thương các tỉnh, thành phố
trực thuộc Trung ương, Thủ trưởng các cơ
quan, tổ chức và cá nhân có liên quan chịu trách nhiệm thi hành Thông tư này./.
|
Nơi nhận:
-
Văn phòng Quốc hội;
- Các Bộ, cơ quan ngang
Bộ, cơ quan thuộc CP;
- Lãnh đạo Bộ Công Thương;
- Các đơn vị thuộc Bộ Công Thương;
- UBND các tỉnh, thành phố
trực thuộc TW;
- Sở Công Thương các tỉnh, thành phố
trực thuộc TW;
- Cục Kiểm tra VBQPPL (Bộ Tư pháp);
- Công báo;
- Website Chính phủ, Bộ Công Thương;
- Lưu: VT, ATMT.
|
KT. BỘ TRƯỞNG
THỨ TRƯỞNG
Nguyễn
Sinh Nhật Tân
|
QCVN 16:2022/BCT
QUY
CHUẨN KỸ THUẬT QUỐC GIA VỀ AN TOÀN CHAI LPG COMPOSITE
National
Technical Regulation on Safety of Composite Liquefied
Petroleum Gas Cylinder
Lời nói đầu
QCVN 16:2022/BCT do Tổ soạn thảo Quy chuẩn kỹ thuật quốc gia về an toàn chai LPG
composite biên soạn, Cục Kỹ thuật an toàn và Môi trường công nghiệp trình duyệt, Bộ Khoa học
và Công nghệ thẩm định, Bộ trưởng Bộ Công Thương ban hành theo Thông tư số 27/2022/TT-BCT ngày 31 tháng 10 năm 2022
QUY CHUẨN KỸ THUẬT QUỐC
GIA VỀ AN TOÀN CHAI LPG COMPOSITE
National
Technical Regulation on Safety of Composite Liquefied Petroleum Gas Cylinder
I. Quy định chung
1. Phạm vi điều chỉnh
Quy chuẩn kỹ thuật Quốc gia về an toàn
chai LPG composite quy định các yêu cầu kỹ thuật an toàn trong thiết kế, chế tạo, nhập khẩu, sửa chữa,
kiểm định, thử nghiệm, tồn chứa, giao nhận, vận chuyển, lắp đặt và sử dụng chai
LPG composite dung tích chứa từ 0,5 L đến 150 L, có mã HS 3923.30.20, 3923.30.90
hoặc 3923.90.90.
2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các tổ chức,
cá nhân có hoạt động liên quan đến thiết kế, chế tạo, nhập khẩu, sửa chữa, kiểm
định, thử nghiệm, tồn chứa, giao nhận, vận chuyển, lắp đặt, sử dụng chai LPG
composite quy định tại Điều 1 của Quy chuẩn này.
3. Giải thích từ ngữ
Trong Quy chuẩn này, các từ ngữ dưới đây
được hiểu như sau:
3.1. Khí dầu mỏ hóa lỏng
(liquefied petroleum gas) là sản phẩm hydrocacbon có nguồn gốc dầu mỏ với
thành phần chính là propan (C3H8) hoặc butan (C4H10)
hoặc hỗn hợp của cả hai loại này. Tại nhiệt độ, áp suất bình thường các
hydrocacbon này ở thể khí và khi được nén đến một áp suất nhất định hoặc làm lạnh
đến nhiệt độ phù hợp thì chúng chuyển
sang thể lỏng.
3.2. Chai LPG composite (composite
LPG cylinder) (sau đây gọi là chai) là chai chịu áp lực, nạp lại được có dung
tích chứa từ 0,5 L đến 150 L được chế tạo bằng vật liệu composite và đáp ứng
các yêu cầu kỹ thuật của Quy chuẩn này.
3.3. LPG chai composite (sau đây
gọi là LPG chai) là LPG đã được nạp vào chai LPG composite theo một khối lượng
nhất định.
3.4. Kiểm định là hoạt động
đánh giá và xác nhận tình trạng an toàn kỹ thuật của chai LPG composite theo
quy định tại Quy chuẩn này.
3.5. Lớp lót (liner) là phần bên
trong của chai composite, là kim loại hoặc phi kim loại, có mục đích để chứa
khí và truyền áp lực khí lên các sợi.
3.6. Lớp lót không chia sẻ tải
(non-load-sharing liner) là lớp lót có áp suất nổ nhỏ hơn 5 % áp suất nổ
danh nghĩa của chai composite thành phẩm.
3.7. Lớp lót tương đương (equivalent
liner) là lớp lót tương đương với một lớp lót trong một mẫu thử nghiệm chai
trước đây khi đáp ứng một trong những yêu cầu sau:
- Lớp lót của thiết kế đã thử nghiệm mẫu ngoại
trừ nó đã được sản xuất tại một nhà máy khác.
- Lớp lót của thiết kế đã thử nghiệm mẫu
ngoại trừ nó đã được sản xuất bằng quy trình khác biệt đáng kể với quy trình sản
xuất các mẫu thiết kế thử nghiệm.
- Lớp lót của thiết kế đã thử nghiệm mẫu
ngoại trừ việc nó có được xử lý nhiệt bên ngoài các giới hạn quy định tại các mẫu
thiết kế thử nghiệm.
3.8. Lô lớp lót kim loại (batch of
metallic liners) là số lượng của các lớp lót có cùng đường kính, chiều dài, chiều
dày danh nghĩa và kiểu thiết kế từ cùng một vật liệu đúc và xử lý nhiệt theo
cùng điều kiện nhiệt độ và thời gian.
3.9. Lô lớp lót phi kim loại (batch
of non-metallic liners) là số lượng của các lớp lót có cùng đường kính, chiều
dài, chiều dày danh nghĩa và kiểu thiết kế cùng kết cấu và cùng một lô vật liệu
và cùng một quy trình sản xuất.
3.10. Bọc bằng composite (composite
overwrap) là sự kết hợp của sợi và vật liệu liên kết.
3.11. Lớp phủ ngoài (exterior
coating) là lớp vật liệu được phủ cho các chai để bảo vệ hoặc cho các mục đích thẩm mỹ.
3.12. Sợi aramid (aramid fibre)
là sợi aramid liên tục ở dạng kéo, được sử dụng để gia cường.
3.13. Sợi cacbon (carbon fibre)
là sợi cacbon ở dạng kéo liên tục, được sử dụng để gia cường.
3.14. Sợi thủy tinh (glass fibre) là
sợi thủy tinh ở dạng kéo, được sử dụng để gia cường.
3.15. Sợi tương đương (equivalent
fibre) là sợi được sản xuất từ cùng một nguyên liệu thô danh nghĩa, sử dụng
cùng quy trình sản xuất và có cùng một cấu trúc vật lý và cùng tính chất vật lý
danh nghĩa và có giới hạn bền kéo trung bình và modun kéo nằm trong giới hạn sai số ± 5 %
tính chất của sợi trong thiết kế chai được phê duyệt.
3.16. Chai được quấn toàn bộ (fully-
wrapped cylinder) là chai được gia cố với sợi trong một khuôn nhựa được kéo
căng theo cả chu vi và chiều dọc.
3.17. Vật liệu liên kết (matrix)
là vật liệu được sử dụng để liên kết và giữ các sợi cố định.
3.18. Lô chai thành phẩm (batch of
finished cylinders) là số lượng sản xuất lên đến 200 chai thành phẩm được sản
xuất liên tục (cộng với số chai thành phẩm được yêu cầu để thử nghiệm phá hủy),
có cùng đường kính, chiều dài, chiều dày danh nghĩa và thiết kế.
3.19. Áp suất nổ (burst pressure) là
áp suất cao nhất đạt được trong chai khi thử nổ.
II. Quy định về kỹ thuật
4. Tiêu chuẩn được viện dẫn
TCVN 8607-3:2010 (ISO 11119-3:2002),
Chai chứa khí bằng composite - Đặc tính kỹ thuật và phương pháp thử - Phần 3:
Chai chứa khí composite được bọc toàn bộ bằng sợi gia cường có các ống lót kim
loại hoặc phi kim loại không chia sẻ tải.
TCVN 256-1:2006 (ISO 6506-1-2005), Vật
liệu kim loại - Thử độ cứng Brinell - Phần 1: Phương pháp thử.
TCVN 257-1:2007 (ISO 6508-1-2005), Vật
liệu kim loại - Thử độ cứng Rockwell - Phần 1: Phương pháp thử (thang A, B, C, D, E, F, G, H, K, N,
T).
TCVN 6223:2017, Cửa hàng khí dầu mỏ hóa lỏng (LPG) - Yêu cầu
chung về an toàn.
TCVN 7389:2013 (ISO 13341:2010), Chai chứa
khí - Lắp van vào chai chứa khí.
TCVN 4501-1:2014 (ISO 527-1:2012), Chất
dẻo - Xác định tính chất kéo - Phần 1: Nguyên tắc chung.
TCVN 4501-2:2014 (ISO 527-2:2012), Chất
dẻo - Xác định tính chất kéo - Phần 2: Điều kiện thử đối với chất dẻo đúc và
đùn.
TCVN 197-1:2014 (ISO 6892-1:2009), Vật
liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 10367:2014 (ISO 13769:2007), Chai
chứa khí - Ghi nhãn.
ISO 11439:2013, Gas cylinders - High
pressure cylinders for the on-board storage of natural gas as a fuel for
automotive vehicles (Chai chứa khí - Chai chứa khí áp lực cao cho tàng trữ khí tự nhiên làm nhiên liệu
cho ô tô).
ASTM D 2343-17, Standard Test Method for
Tensile Properties of Glass Fiber Strands, Yarns and Rovings Used in Reinforced
Plastics (Phương pháp thử chuẩn đặc tính kéo của xơ sợi thủy tinh, sợi và sợi thô
được sử dụng trong chất dẻo gia cố).
ASTM D 4018-17, Standard Test Methods
for Properties of Continuous Filament Carbon and Graphite Fiber Tows (Phương
pháp thử chuẩn đối với đặc tính của sợi carbon liên tục và sợi graphite).
SACMA SRM 16R-94, Recommended Test
Method for Tow Tensile Testing of Carbon Fibers (Phương pháp thử được khuyến nghị để thử kéo sợi
carbon).
5. Quy định về vật liệu
5.1. Vật liệu lớp lót
5.1.1. Lớp lót (bao gồm cả vòng cổ chai) phải được sản xuất
từ vật liệu thích hợp để chứa LPG.
5.1.2. Các vật liệu được sử dụng phải có
chất lượng đồng nhất và thích hợp. Nhà sản xuất chai composite phải xác định mỗi
lô vật liệu mới có các đặc tính chính xác và chất lượng đạt yêu cầu và duy trì hồ
sơ từ đó có thể xác định được lô nguyên liệu được sử dụng để sản xuất từng chai.
5.2. Vật liệu composite
5.2.1. Vật liệu bọc ngoài phải là sợi
carbon, sợi aramid, sợi thủy tinh hoặc bất kỳ hỗn hợp nào của chúng.
5.2.2. Vật liệu liên kết (matrix) đối với
các chai được sản xuất hai nửa, chất kết dính, phải là một loại polyme phù hợp
với ứng dụng, môi trường và tuổi thọ dự kiến của sản phẩm.
5.2.3. Các nhà cung cấp vật liệu sợi, vật
liệu thành phần nền và vật liệu thành phần kết dính, phải cung cấp đủ tài liệu
để nhà sản xuất chai composite có thể xác định đầy đủ các lô vật liệu được sử dụng
trong chế tạo từng chai.
5.2.4. Các vật liệu được sử dụng phải có
chất lượng đồng nhất và thích hợp. Nhà sản xuất chai composite phải xác minh rằng
mỗi lô vật liệu mới có các đặc tính chính xác và chất lượng đạt yêu cầu, đồng
thời duy trì hồ sơ để từ đó có thể
xác định lô vật liệu được sử dụng để sản xuất mỗi chai. Giấy chứng nhận phù hợp
từ nhà sản xuất vật liệu được coi là chấp nhận được cho mục đích xác minh.
5.2.5. Các lô vật liệu phải được nhận biết
và lập thành tài liệu, đảm bảo có thể truy tìm nguồn gốc của tất cả các vật liệu
chế tạo chai.
6. Yêu cầu về thiết kế và chế tạo
6.1. Yêu cầu chung
6.1.1. Chai được bọc hoàn toàn có lớp
lót bằng kim loại hoặc phi kim loại không chia sẻ tải trọng bao gồm các phần sau:
a) Lớp lót bên trong bằng kim loại hoặc
phi kim loại chịu tải trọng không đáng kể.
b) Vòng cổ chai (metallic boss) có các kết
nối ren, là một phần của thiết kế.
c) Lớp bọc ngoài composite được tạo
thành bởi các lớp sợi liên tục trong vật liệu kết dính.
d) Vỏ bảo vệ bên ngoài (nếu có).
Khi cần thiết, phải cẩn thận để đảm bảo không
có phản ứng bất lợi nào giữa lớp lót và sợi gia cường bởi áp dụng lớp phủ bảo vệ
thích hợp cho lớp lót trước quá trình quấn.
6.1.2. Chai được bọc hoàn toàn không có
lớp lót với áp suất thử nhỏ hơn 60 bar có thể được chế tạo dưới dạng:
a) Ở dạng khuôn lót dùng một lần
(disposable madrel) được quấn lên sợi carbon, sợi aramid hoặc sợi thủy tinh (hay hỗn hợp của
chúng) trong chất kết dính để tạo ra sự gia cường theo chiều dọc và theo chu vi.
b) Ở dạng của hai vỏ quấn sợi được quấn
chồng lên nhau bằng sợi carbon, sợi aramid hoặc sợi thủy tinh (hay hỗn hợp của chúng) trong chất kết dính
để tạo ra sự gia
cường theo chiều dọc và theo chu vi được liên kết với nhau.
6.1.3. Chai có thể được thiết kế chỉ có
một hoặc hai lỗ mở dọc theo trục
tâm. Các đường ren song song được kéo dài tới tận cổ hoặc phải có số đường ren
đủ để lắp van.
6.2. Yêu cầu tài liệu phê duyệt thiết kế
6.2.1. Mỗi thiết kế mới của chai phải
bao gồm một bản vẽ chi tiết, cùng với tài liệu về thiết kế bao gồm chi tiết chế
tạo và kiểm tra như quy định tại điểm 6.2.2, điểm
6.2.3 và điểm 6.2.4.
6.2.2. Tài liệu cho lớp lót và vòng cổ
chai bằng kim loại:
a) Vật liệu, bao gồm cả các giới hạn
phân tích hóa học.
b) Kích thước, độ dày nhỏ nhất, độ thẳng
và độ tròn cùng với dung sai.
c) Quy trình và yêu cầu kỹ thuật chế tạo.
d) Xử lý nhiệt, nhiệt độ, thời gian và
dung sai.
đ) Quy trình kiểm tra với các yêu cầu tối
thiểu.
e) Các tính chất của vật liệu.
g) Các thông số về kích thước ren của
van và bất kỳ các đặc trưng quan trọng khác.
h) Phương pháp hàn kín vòng cổ chai và lớp
lót.
6.2.3. Tài liệu cho lớp bọc composite
bao gồm:
a) Vật liệu sợi, đặc tính và các yêu cầu
cơ tính.
b) Chiều dày tối thiểu.
c) Vật liệu liên kết nhiệt rắn - các yêu
cầu kỹ thuật (bao gồm nhựa, chất lưu hóa và chất xúc tiến) và nhiệt độ bể nhựa
nếu có.
d) Vật liệu liên kết nhiệt dẻo - vật liệu
thành phần chính, yêu cầu kỹ thuật và nhiệt độ quá trình.
đ) Kết cấu bọc ngoài bao gồm số lượng sợi
cáp được sử dụng, số lớp, định hướng lớp và sức kéo của sợi khi quấn (nếu có).
e) Quá trình đóng rắn, nhiệt độ, thời gian và dung sai.
g) Hệ thống chất kết dính, các thành phần
chính và thông số kỹ thuật nếu
có.
h) Hệ thống chất kết dính, chất đóng rắn,
vật liệu và thông số kỹ thuật nếu có.
i) Hệ thống nhựa, chất xúc tiến, vật liệu
và thông số kỹ thuật nếu có.
k) Đối với các chai không có lớp lót bao
cấu tạo từ hai vỏ quấn, kích thước của mối nối liên kết bằng chất kết dính (chiều
dài, góc liên kết, độ dày của chất kết dính).
6.2.4. Tài liệu cho chai bao gồm:
a) Dung tích chứa nước (lít).
b) Môi chất chứa.
c) Áp suất thử, ph.
d) Áp suất nổ thiết kế tối thiểu.
đ) Khối lượng định mức chai composite
hoàn thiện.
e) Đối với chai không có lớp lót, phương
pháp hàn kín vòng
cổ chai vào chai (nếu áp dụng).
g) Chi tiết của các bộ phận được gắn cố
định và tạo thành một phần của thiết kế.
6.3. Yêu cầu về chế tạo
6.3.1. Lớp lót và vòng cổ chai kim loại,
nơi được ráp nối, phải được chế tạo phù hợp với thiết kế của nhà sản xuất.
6.3.2. Chai được chế tạo từ lớp lót
không chia sẻ tải hoặc được chế tạo từ khuôn lót dùng một lần (disposal
madrel), bọc toàn bộ bằng các lớp sợi liên tục trong vật liệu liên kết dưới sức
căng được kiểm soát để đáp ứng chiều dày composite thiết kế như quy định tại điểm 6.2.3.
Lớp lót có thể bị tháo ra và được quấn lại
với điều kiện là lớp bọc chưa qua lưu hóa. Lớp lót không được bọc ngoài nếu nó
đã bị hư hỏng hoặc bị xước trong quá trình tháo ra.
Với các chai không có lớp lót, được chế tạo
từ hai nửa ghép lại, mỗi phần phải được quấn để tạo được chiều dày composite yêu cầu trước
khi được ghép bằng chất kết dính thích hợp.
6.3.3. Sau khi hoàn thành việc quấn lớp
composite phải được lưu hóa (nếu phù hợp) bằng cách sử dụng nhiệt độ được kiểm
soát như quy định tại điểm 6.2.3. Nhiệt độ lớn nhất phải sao
cho cơ tính của vật liệu lót, nếu có, và lớp bọc composite không bị ảnh hưởng bất
lợi.
7. Quy trình phê duyệt kiểu
7.1. Yêu cầu chung
Các thử nghiệm phê duyệt kiểu được nêu
trong điểm 7.2 phải được thực hiện đối với mỗi thiết kế mới
hoặc thay đổi thiết kế.
7.2. Thử nghiệm mẫu điển hình
7.2.1. Phải có tối thiểu là 30 chai đại
diện cho thiết kế mới được sử dụng để thử nghiệm mẫu điển hình. Sau khi thực hiện
đạt tất cả các thử nghiệm kiểu, các chai chưa được thử nghiệm còn lại từ lô kiểm tra chất
lượng kiểu có thể được sử dụng.
7.2.2. Đối với các ứng dụng đặc biệt, tổng
số chai được yêu cầu nhỏ hơn 30, phải chế tạo đủ số chai để hoàn thành các thử
nghiệm mẫu theo yêu cầu, ngoài số lượng sản xuất. Khi đó hiệu lực phê duyệt chỉ
giới hạn trong lô này.
7.2.3. Đối với thay đổi thiết kế theo Bảng
1, số lượng chai có thể giảm và được lựa chọn bởi các tổ chức kiểm tra.
7.2.4. Các lô lớp lót, trước khi được bọc,
phải tuân thủ các yêu cầu về
thiết kế và được kiểm tra và thử theo quy định tại điểm
8.1.
7.2.5. Các vật liệu composite, trước khi
chai được bọc, thực hiện theo các yêu cầu thiết kế và được thử theo quy định tại
điểm 8.3.
7.2.6. Phải kiểm tra xác định tất cả các
chai trong lô được sản xuất cho phê duyệt thiết
kế mới tuân theo hồ sơ thiết
kế và được thử theo quy định tại điểm 8.4.
7.2.7. Phải kiểm tra xác định các thử
nghiệm sau trên các chai đã chọn:
a) Thử áp suất thủy lực theo điểm 7.5.1 hoặc thử giãn nở thể tích bằng thủy lực theo điểm 7.5.2.
b) Thử nổ chai theo điểm
7.5.3.
c) Thử chu trình ở môi trường xung quanh
theo điểm 7.5.4.
d) Thử chân không theo điểm
7.5.5.
đ) Thử chu trình môi trường theo điểm 7.5.6.
e) Thử rão ở nhiệt độ cao theo điểm
7.5.7.
g) Thử nứt theo điểm 7.5.8.
h) Thử rơi theo điểm 7.5.9.
i) Thử va đập vận tốc cao theo điểm
7.5.10.
k) Thử khả năng chịu lửa theo điểm 7.5.11, nếu thiết bị xả áp được lắp để ngăn ngừa hư hỏng
trong trường hợp có cháy.
l) Thử độ thẩm thấu theo điểm
7.5.12, nếu chai được chế tạo có lớp lót phi kim loại hoặc không có lớp lót.
m) Thử mô-men xoắn trên vòng cổ chai theo điểm 7.5.13.
n) Thử ngâm nước muối theo điểm 7.5.14.
o) Thử rò rỉ theo điểm 7.5.15.
p) Thử chu trình khi nén theo điểm 7.5.16.
q) Thử nước sôi theo điểm
7.5.17 đối với chai không có lớp lót gồm hai nửa ghép với nhau.
7.2.8. Đối với các thay đổi thiết kế như quy định tại điểm 7.4, chỉ cần thực hiện các thử nghiệm theo quy định trong
Bảng 1.
7.2.9. Nếu các kết quả kiểm tra theo điểm 7.2.4, điểm 7.2.5, điểm
7.2.6, điểm 7.2.7 hoặc điểm 7.2.8
là thỏa mãn, tổ chức kiểm tra cấp Giấy chứng nhận phê duyệt thiết kế theo mẫu tại
Phụ lục A TCVN 8607-3:2010.
7.2.10. Tất cả các chai để thử phải được
phá hủy, không được
sử dụng lại sau khi đã được thử.
7.3. Thiết kế mới
7.3.1. Không được thực hiện thay đổi thiết
kế hoặc phương pháp chế tạo mà không có đánh giá lại.
7.3.2. Đối với một thiết kế chai mới, cần
phải thử nghiệm kiểu toàn bộ. Chai phải được xem là một thiết kế mới so với
thiết kế đã được phê duyệt hiện có khi:
a) Chai được chế tạo tại một nhà máy
khác. Không yêu cầu đối với trường hợp chuyển địa điểm nhà máy với điều kiện
là tất cả các thiết bị và quy trình giữ nguyên như nhà máy ban đầu.
b) Chai được chế tạo theo quy trình khác
đáng kể so với quy trình được sử dụng. Thay đổi đáng kể là thay đổi có thể đo
lường được về tính năng của lớp lót hoặc chai thành phẩm.
c) Đường kính ngoài danh nghĩa đã thay đổi
hơn 50 % so với thiết kế đã định.
d) Loại sợi có cùng phân loại thông số kỹ
thuật và tính chất cơ học nhưng có mật độ dài (linear density) khác sẽ không được
coi là loại sợi mới.
đ) Chai được chế tạo với loại sợi mới.
Sợi được xem như là sợi mới khi:
- Sợi có phân loại khác (ví dụ: thủy
tinh, aramid hoặc carbon).
- Sợi được tạo ra từ một tiền chất khác.
- Sợi không tương đương với sợi trong
thiết kế ban đầu.
e) Các vật liệu liên kết (tức là nhựa,
chất lưu hóa, chất xúc tiến) khác và không tương đương về mặt hóa học với thiết kế
ban đầu (ví dụ: thay đổi từ epoxy thành polyester).
g) Áp suất thử tăng hơn 60 % so với thiết
kế đã định.
7.3.3. Một chai cũng được xem là một thiết
kế mới so với thiết kế hiện có nếu phương pháp chế tạo hoặc thiết kế lớp
lót thay đổi ở một
mức độ đáng
kể:
a) Chai được chế tạo từ vật liệu có
thành phần hoặc giới hạn thành phần khác với vật liệu được sử dụng trong các thử
nghiệm phê duyệt kiểu ban đầu.
b) Các đặc tính của vật liệu nằm ngoài
các giới hạn thiết kế ban đầu.
c) Được chế tạo theo công nghệ khác.
7.4. Thay đổi thiết kế
7.4.1. Với chai là thay đổi thiết kế của
thiết kế khác, thử nghiệm kiểu được giảm bớt được yêu cầu như trong Bảng 1.
Chai được xem là thay đổi thiết kế nếu có các thay đổi được giới hạn theo một
trong các điều kiện sau đây:
a) Chiều dài danh nghĩa của chai thay đổi nhiều
hơn 5%.
b) Đường kính ngoài danh nghĩa thay đổi
ít hơn hoặc bằng 50 %.
c) Áp suất thử tăng đến 60 %; khi chai
được sử dụng và được ghi nhãn với áp suất thử thấp hơn giá trị đó đối với thiết
kế đã được đưa ra, thì nó không được xem là một thiết kế mới hoặc thay đổi thiết kế.
d) Có những thay đổi về độ dày hoặc kiểu bọc
composite ngoài những thay đổi cần thiết để phù hợp với những thay đổi của đường
kính hoặc chiều dài.
đ) Chiều dày thành danh nghĩa của lớp
lót thay đổi nhiều hơn 10%.
e) Vật liệu liên kết (ví dụ nhựa, chất
lưu hóa, chất xúc tiến) khác nhưng tương đương về mặt hóa học so với thiết kế
ban đầu.
g) Thiết kế hoặc phương pháp nối vòng cổ chai vào lớp lót
thay đổi.
h) Khi sử dụng sợi bọc ngoài tương đương.
- Các sợi tương đương được sản xuất từ
cùng một nguyên liệu thô danh nghĩa, sử dụng cùng một quy trình sản xuất và có
cùng cấu trúc vật lý và các tính chất vật lý danh nghĩa giống nhau, và trong đó
độ bền kéo trung bình và mô đun
(modulus) nằm trong khoảng ± 5% các đặc tính của sợi trong thiết kế chai. Sợi
carbon làm từ cùng một tiền chất có thể tương đương, sợi aramid, carbon và thủy
tinh không tương đương.
- Trường hợp sợi tương đương mới đã được
thử nghiệm mẫu cho một thiết kế hiện có, thì tất cả các thiết kế thử nghiệm mẫu
hiện có của nhà sản xuất được coi là thử nghiệm mẫu với sợi mới mà không cần
thêm bất kỳ thử nghiệm kiểu
nào.
i) Khi sử dụng một lớp lót tương đương:
- Các lớp lót tương đương được sản xuất
từ cùng một nguyên liệu thô danh nghĩa, sử dụng cùng một quy trình sản xuất và
có cùng cấu trúc vật lý và các tính chất vật lý danh nghĩa giống như trong một
thiết kế chai đã được phê duyệt.
- Vật liệu lớp lót tương đương phải chịu
các thử nghiệm vật liệu quy định tại điểm 8.1.3 và phải đáp
ứng các yêu cầu tối thiểu quy định trong điểm 6.2.2.
- Khi một lớp lót mới tương đương đã được thử nghiệm
kiểu cho một thiết kế hiện có, tất cả các thiết kế thử nghiệm kiểu hiện có của
nhà sản xuất được
coi là thử nghiệm kiểu với lớp
lót mới mà không cần thêm bất kỳ thử nghiệm kiểu nào.
k) Khi ren chai thay đổi: Khi thiết kế
chai chỉ có ren khác so với thiết kế hiện có thì phải thực hiện thử momen xoắn, theo
điểm 7.5.13.
7.4.2. Các thử nghiệm được giảm bớt (thay đổi thiết kế)
không được sử dụng làm cơ sở cho một phê duyệt thay đổi thiết kế thứ hai, nghĩa
là không được phép thay đổi nhiều lần từ một thiết kế đã được phê duyệt. Nếu thử
nghiệm được tiến hành trên một thay đổi thiết kế (A) nằm trong các yêu cầu thử
nghiệm cho một thay đổi thứ hai khác (B) thì kết quả của A có thể được áp dụng
cho các chương trình thử nghiệm thay đổi thiết kế mới (B). Tuy nhiên thay đổi
thiết kế (A) không thể được sử dụng như là chuẩn tham khảo để xác định thử nghiệm
yêu cầu cho bất kỳ thay đổi thiết kế mới nào.
7.4.3. Nếu một thay đổi thiết kế liên
quan đến thay đổi nhiều hơn một thông số thì tất cả các phép thử được yêu cầu bởi
các thay đổi thông số này chỉ phải thực hiện một lần.
7.4.4. Mức độ của thử nghiệm được giảm bớt
nếu không được xác định trong Bảng 1, nhưng một thiết kế được phê duyệt đầy đủ
phải luôn được sử dụng như một chuẩn tham chiếu cho thay đổi thiết kế mới (tức là các thay đổi
thiết kế mới không phải được phê duyệt chỉ bằng tham chiếu tới một thay đổi thiết kế trước
đó).
7.5. Quy trình và tiêu chí phê duyệt kiểu
7.5.1. Thử áp suất thủy lực
a) Quy trình
Thử nghiệm này đòi hỏi áp suất thủy lực
trong chai được tăng từ từ và đều đặn cho đến khi đạt tới áp suất thử, ph, tối thiểu bằng 30 bar.
Áp suất thử chai phải được duy trì trong một thời gian đủ dài (ít nhất là 30 s)
để biết chắc chắn rằng không có rò rỉ và hư hỏng. Nếu rò rỉ xuất hiện trong ống
dẫn hoặc phụ tùng lắp nối, thì các chai đó có thể được thử lại sau khi sửa chữa các rò rỉ này.
b) Tiêu chí
Chai phải bị loại bỏ nếu có các rò rỉ,
không giữ được áp hoặc có biến dạng dư nhìn thấy được sau khi chai được xả áp.
7.5.2. Thử giãn nở thể tích bằng thủy lực
a) Quy trình
Thử nghiệm này yêu cầu áp suất thủy lực
trong chai tăng từ từ và đều đặn đến khi đạt được áp suất thử. Áp suất thử của
chai phải được duy trì trong thời gian đủ dài (ít nhất 30 s) để biết chắc rằng
không có rò rỉ và hư hỏng. Nếu rò rỉ xuất hiện trong ống dẫn hoặc phụ tùng lắp
nối, thì các chai
đó có thể được thử lại sau khi sửa chữa các rò rỉ này.
Độ giãn nở đàn hồi phải được đo ở áp suất
từ 10 % áp suất thử đến áp suất thử và được ghi lại.
b) Tiêu chí
Chai phải bị loại bỏ nếu:
a) Chai có độ giãn nở đàn hồi vượt quá
110 % của độ giãn nở đàn hồi trung
bình đối với lô khi chế tạo.
b) Có rò rỉ hoặc không giữ được áp suất.
7.5.3. Thử nổ chai
a) Quy trình
Ba chai phải được thử thủy lực đến khi bị
phá hủy bằng việc tăng áp với tốc độ không quá 5 bar/s. Thử nghiệm được thực hiện
trong điều kiện môi trường. Trước khi bắt đầu thử nghiệm, phải đảm bảo rằng
không còn không khí bên trong hệ thống.
Các thông số theo dõi và ghi chép:
- Áp suất nổ.
- Đường cong áp suất/thời gian hoặc đường
cong áp suất/thể tích.
b) Tiêu chí
Áp suất nổ hoặc áp suất khi phá hủy, pb, phải không nhỏ
hơn 2 lần áp suất thử ph của thiết kế
chai composite trừ khi đối với chai không có lớp lót được chế tạo từ hai phần
ghép lại với nhau khi đó nổ không phải là kết quả tách ra ở mối nối.
7.5.4. Thử chu trình ở môi trường xung quanh
7.5.4.1. Đối với chai có áp suất thử bằng
hoặc lớn hơn 60 bar
a) Quy trình
Không nên để không khí bị kẹt lại
trong hệ thống trước khi thử nghiệm.
Hai chai phải được thử chu trình áp suất
thủy lực tới áp suất thử, ph, đối với gas không được quy định hoặc tới áp
suất phát triển lớn nhất tại 65 °C, pmax, đối với khí chuyên dụng
có áp suất phát triển lớn nhất.
Khi chai được dự định chỉ để sử dụng cho một hoặc
nhiều khí đặc biệt thì việc thiết kế có thể được định rõ cho loại khí chuyên dụng. Phải nhận biết một cách rõ ràng trên
nhãn chai các khí được phép chứa trong chai.
Thử nghiệm phải được thực hiện bằng
cách sử dụng lưu chất
không ăn mòn ở các điều kiện môi trường làm cho các chai đảo chiều liên tiếp ở áp suất giới hạn
trên của chu trình có giá trị bằng với áp suất thử thủy lực ph hoặc
áp suất phát triển lớn nhất tại 65 °C, pmax, khi thích hợp.
Giá trị của áp suất giới hạn dưới của chu trình không được
vượt quá 10 % áp suất giới hạn trên của chu trình, nhưng có giá trị tối đa tuyệt
đối là 30 bar. Tần số thay đổi liên tiếp không quá 0,25 Hz (15 chu trình/min).
Nhiệt độ trên bề mặt ngoài của chai không được quá 50 °C trong thời gian thử.
Thông số để giám sát và ghi lại:
- Nhiệt độ của chai.
- Số lượng của chu trình đạt được áp suất
giới hạn trên của
chu trình.
- Áp suất giới hạn dưới và trên của chu
trình.
- Tần suất chu trình.
- Môi chất sử dụng
- Dạng hỏng, nếu có.
b) Tiêu chí
Chai phải chịu được N chu trình tạo áp đến
áp suất thử ph hoặc Nd chu trình tạo áp đến áp suất lớn
nhất pmax mà không bị hư hỏng do nổ hoặc rò rỉ.
Trong đó:
N = y x 250 chu trình cho mỗi năm của tuổi thọ
thiết kế.
Nd = y x 500 chu trình cho mỗi
năm của tuổi thọ thiết kế.
y: số năm tuổi thọ thiết kế.
y phải là một số nguyên và không nhỏ hơn
10 năm.
Phép thử phải được tiếp tục với N hoặc Nd
chu trình, hoặc cho đến khi chai bị hỏng do rò rỉ, tùy thuộc vào trường hợp nào
xảy ra trước. Chai được coi là đã qua thử nghiệm tại một trong hai trường hợp.
Tuy nhiên, chai bị hỏng trong phần hai của phép thử do nổ thì khi đó chai không đạt
thử nghiệm theo Bảng 2.
Bảng 2 - Tiêu
chí của thử chu trình ở môi trường xung quanh
|
Lần thử nghiệm
|
Số chu trình
|
Tiêu chí
|
|
Không rò rỉ/nổ
|
Rò rỉ
|
Nổ
|
|
Lần 1
|
0 đến N
|
Đạt
|
-
|
-
|
|
0 đến Nd
|
Đạt
|
-
|
-
|
|
Lần 2
|
N đến 2N với
2N không quá 12 000
|
Đạt
|
Đạt
|
Không đạt
|
|
N đến 2Nd
với 2Nd không quá 24 000
|
Đạt
|
Đạt
|
Không đạt
|
Nếu chai được thiết kế vượt qua 12000
chu trình thủy lực đến áp suất thử hoặc vượt qua 24000 chu trình đến áp suất lớn
nhất và đạt mức này một cách thích hợp trong thử nghiệm thì không cần thiết giới
hạn tuổi thọ thiết kế của chai.
7.5.4.2. Đối với các chai có áp suất thử
nhỏ hơn 60 bar
a) Quy trình
Hai chai phải được thử chu trình áp suất
thủy lực đến áp suất thử.
Thử nghiệm phải được thực hiện bằng cách
sử dụng lưu chất không
ăn
mòn
ở các điều kiện môi trường xung quanh làm cho các chai đảo chiều liên tiếp ở áp suất giới
hạn trên của chu trình bằng áp suất thử thủy lực, ph.
Giá trị của áp suất giới hạn dưới của
chu trình không được vượt quá 10% áp suất giới hạn
trên của chu trình. Tần số thay đổi liên tiếp của áp suất không được vượt quá
0,25 Hz (15 chu kỳ/min). Nhiệt độ trên bề mặt ngoài của chai không được quá 50°C
trong thời gian thử.
Thông số để giám sát và ghi lại:
- Nhiệt độ của chai.
- Số lượng của chu trình đạt được áp suất
giới hạn trên của chu trình.
- Áp suất giới hạn dưới và trên của chu
trình.
- Tần suất chu trình.
- Môi chất sử dụng.
- Dạng hỏng, nếu có.
b) Tiêu chí
Chai phải chịu được 12.000 chu trình tạo
áp đến áp suất thử ph. Nếu chai được thiết kế vượt qua 12.000 chu
trình thủy lực đến áp suất thử và đạt mức này một cách thích hợp trong thử nghiệm
thì không cần thiết giới hạn tuổi thọ thiết kế của chai.
Với chai không giới hạn tuổi thọ thiết kế
thì tuổi thọ phục vụ thực tế của thiết
kế được dùng để đánh giá sự
phù hợp.
7.5.5. Thử chân không
a) Quy định chung
Khi thử nghiệm này được tiến hành, một
chai phải được thử chân không trước khi thử chu trình môi trường (điểm 7.5.6). Khi phép thử này không được thực hiện nhà sản xuất
phải đảm bảo rằng sự cảnh báo phải được ghi một cách bền lâu trên nhãn của chai.
b) Quy trình
Chai phải chịu một loạt các chu trình để
từ áp suất khí quyển tới chân không.
Các thành phần (khí trơ hoặc không
khí) phải được giảm từ áp suất khí quyển đến áp suất tuyệt đối 0,2 bar tại nhiệt độ
môi trường. Chân
không phải được duy trì tại mức này ít nhất 1 min.
Áp suất trong chai phải được quay trở về
tới áp suất khí quyển. Tổng số chu trình phải
là 50.
Thông số để giám sát và ghi lại:
- Số lượng của chu trình đạt được áp suất
giới hạn dưới của chu trình.
- Áp suất giới hạn dưới và trên của chu trình.
- Tần suất chu trình.
- Kết quả kiểm tra bằng mắt.
c) Tiêu chí
Sau khi tạo chu trình, phần bên trong của
lớp lót phải được kiểm tra về hư hỏng. Bất kỳ chứng cứ về sự mất liên kết, tạo
uốn nếp hoặc hư hỏng khác phải được ghi lại. Nếu chai sau đó vượt qua thử nghiệm
chu trình môi trường (điểm 7.5.6) thì nó cũng được coi là
đã qua thử nghiệm chân không.
7.5.6. Thử chu trình môi trường
a) Quy định chung
Khi thử chân không (điểm 7.5.5)
được tiến hành, chai đã thử chân không phải được sử dụng cho thử chu trình môi
trường. Khi phép thử chân không không được thực hiện nhà sản xuất phải đảm bảo
rằng sự cảnh báo phải được ghi một cách bền lâu trên nhãn của chai.
b) Quy trình
Một chai, không sơn hoặc lớp bảo vệ có
thể tháo rời, phải được thử như sau.
Ổn định chai và môi chất tạo áp chứa trong
chai trong 48 h tại áp suất khí quyển, ở nhiệt độ trong khoảng 60 °C và 70 °C và tại một độ
ẩm tương đối cao hơn hoặc bằng 95 %. Môi chất nén thủy lực bên ngoài chai để thử nghiệm phải bắt đầu
chu trình thử nghiệm ở nhiệt độ môi trường. Thực hiện 5000 chu trình thử thủy lực
từ áp suất bằng áp suất khí quyển đến hai phần ba áp suất thử ph. Nhiệt độ
ngoài chai phải được duy trì ở khoảng 60 °C và 70 °C bằng cách điều chỉnh buồng
môi trường và tần suất chu trình. Tần suất chu trình không quá 5 chu trình/min.
Xả áp và ổn định chai ở nhiệt độ xấp xỉ
20 °C.
Ổn định chai và môi chất tạo áp cho đến
khi nhiệt độ từ - 50°C và - 60°C. Nén thủy lực bên ngoài để kiểm tra các chai để bắt
đầu các chu trình thử nghiệm ở nhiệt độ môi trường xung quanh. Thực hiện 5000
chu trình thử thủy lực từ áp suất gần bằng áp suất khí quyển đến hai phần ba áp suất thử ph.
Nhiệt độ ngoài chai phải được duy trì giữa - 50 °C và - 60 °C bằng việc điều chỉnh buồng môi
trường và tần suất chu trình. Tần suất chu trình không quá 5 chu trình/min.
Lưu chất phải được chọn để đảm bảo các chức năng ở nhiệt độ quy định trong
các thử nghiệm chu trình khác nhau.
Xả áp và ổn định chai tại nhiệt độ khoảng
20 °C. Tác động bằng thủy lực 30 chu trình từ áp suất xấp xỉ bằng áp suất khí
quyển đến áp suất
thử, ph, trong điều kiện
môi trường.
Sau khi hoàn thành các phép thử đó phải
đem chai đi thử nổ (điểm 7.5.3).
Thông số để giám sát và ghi lại:
- Các nhiệt độ trong từng phần thử nghiệm.
- Độ ẩm trong phần đầu tiên của quá
trình thử nghiệm.
- Môi chất sử dụng
- Số chu trình đạt áp suất chu kỳ cao
hơn, ở từng giai đoạn.
- Áp suất chu trình tối thiểu và tối đa.
- Tần suất chu trình.
- Các thông số quy định tại điểm 7.5.3.
c) Tiêu chí
Áp suất nổ, pb, không được nhỏ hơn ph
x 1,4, ph là áp
suất thử nghiệm
của
thiết kế chai composite.
7.5.7. Thử rão ở nhiệt độ cao
a) Quy trình
Đối với chai có tuổi thọ
thiết kế nhỏ hơn 20 năm, hai chai phải được tạo áp suất thủy lực tới áp
suất thử, ph, và phải được duy trì ở áp suất này trong 1000 h. Đối với
chai có tuổi thọ thiết kế bằng hoặc lớn hơn 20 năm, phép thử phải được thực
hiện trong 2000 h. Đối với chai có áp suất thử thiết kế nhỏ hơn 60 bar và đối với
chai được chế tạo không có lớp lót, phép thử phải thực hiện trong 2000 h.
Phép thử phải được tiến hành ở nhiệt độ
tối thiểu là 70 °C và độ ẩm tương đối nhỏ hơn 50 %.
Sau thử nghiệm này, chai phải được thử rò
rỉ (điểm 7.5.15) và thử nổ (điểm 7.5.3).
Các thông số để giám sát và ghi lại:
- Giám sát đo dung tích nước trước và
sau khi thử.
- Nhiệt độ và độ ẩm tương đối ít nhất hai lần trong một
ngày.
- Áp suất chai ít nhất hai lần trong một
ngày.
- Các thông số quy định tại điểm 7.5.3.
b) Tiêu chí
Chai không được có biểu hiện của bất kỳ
biến dạng nhìn thấy được hoặc các sợi bị chùng, không căng (sổ sợi ra) nào; chai phải
đáp ứng các tiêu chí của thử rò rỉ (điểm 7.5.15); áp suất nổ, pb, phải
bằng hoặc lớn hơn hai lần so với áp suất thử, ph.
7.5.8. Thử nứt
a) Quy định chung
Hai chai phải được thử theo quy trình
sau.
b) Quy trình
Tạo một vết nứt dọc trên từng chai bằng
cách cắt tại vị trí giữa chiều dài của thành trục chai. Vết nứt được tạo
bằng một dao cắt dày 1 mm cắt đến chiều sâu ít nhất bằng 40 % chiều dày của lớp
composite và đến chiều dài giữa các tâm của dao cắt bằng năm lần chiều dày lớp
composite.
Một vết nứt thứ hai nằm ngang có cùng
kích thước như vết cắt dọc được cắt vào từng chai tại vị trí giữa chiều dài
của thành chai khoảng 120° xung quanh chu vi từ vết nứt kia.
Một chai phải được thử nổ quy định tại điểm
7.5.3.
Chai kia phải được thử chu trình ở môi trường
xung quanh quy định tại điểm 7.5.4, nhưng áp suất giới hạn
trên của chu trình phải bằng 2/3 lần áp suất thử ph, và phép thử phải
được ngừng lại sau 5000 chu trình nếu chai không bị hỏng.
Các thông số để giám sát và ghi lại:
- Kích thước của các vết nứt.
- Nhiệt độ của chai.
- Số lượng chu trình về việc đạt được áp
suất chu trình cao.
- Áp suất giới hạn dưới và trên của chu
trình.
- Tần suất chu trình.
- Môi chất sử dụng.
- Dạng hỏng, nếu có.
c) Tiêu chí
Chai thứ nhất: Áp suất nổ, pb, phải bằng
hoặc lớn hơn 4/3 lần áp suất thử, ph.
Chai thứ hai: Chai phải chịu được
ít nhất 1000 chu trình áp suất để đạt tới 2/3 áp suất thử, ph, mà
không có sự rò rỉ. Nếu chai hỏng do rò rỉ sau 1000 chu trình thử chai được coi
là đã qua thử nghiệm. Tuy nhiên, thử nổ chai này mà thất bại thì khi đó chai
không đạt thử nghiệm.
7.5.9. Thử rơi
7.5.9.1. Đối với chai có dung tích nước
không lớn hơn 50 lít
a) Quy trình
Hai chai được nạp nước tới 50 % dung
tích và được lắp khít bằng một nút, ngang bằng với đầu của mỗi chai.
Kích thước tính
bằng mét
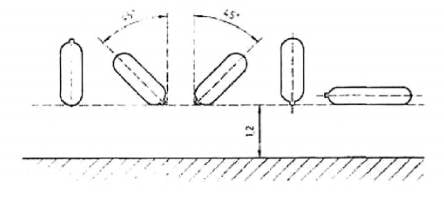
Thử rơi
Chai phải được thả rơi hai lần, mỗi lần
tại năm vị trí như thể hiện trên hình vẽ trên, từ độ cao 1,2 m, trên một tấm
thép. Tấm bảo vệ phải đủ phẳng sao cho mức độ chênh giữa bất kỳ hai điểm nào
trên bề mặt không lớn hơn 2 mm. Nó phải được thay thường xuyên, và nếu bị hư hỏng, phải thay ngay lập tức.
Một chai phải được thử nổ quy định tại điểm
7.5.3.
Chai kia phải được thử chu trình áp suất
quy định tại điểm 7.5.4.
Các thông số để giám sát và ghi lại:
- Dạng bên ngoài nhìn thấy được sau mỗi
lần rơi - ghi vị trí và kích thước của hư hỏng do va đập.
- Các thông số được quy định trong phép
thử tại điểm 7.5.3.
- Các thông số được quy định trong phép thử
tại điểm 7.5.4.
b) Tiêu chí
Chai thứ nhất: Áp suất nổ, pb,
phải bằng hoặc lớn
hơn 100 % mức nổ nhỏ nhất yêu cầu trong thử nổ (điểm 7.5.3).
Chai thứ hai: Chai phải đáp ứng các yêu cầu của
thử chu trình ở môi trường xung quanh (điểm 7.5.4).
7.5.9.2. Đối với chai có
dung tích nước lớn hơn 50 lít
a) Quy trình
Một chai rỗng, được lắp thích hợp với thiết bị
bịt kín để bảo vệ ren và các bề mặt để bịt kín, được thử rơi từ chiều cao lớn
nhất 1,8 m trên một bề mặt bê tông phẳng nhẵn hoặc như được quy định trước theo
trình tự rơi như sau:
- Theo phương ngang chiều vào thành bên chai.
- Theo phương thẳng đứng chiều vào đáy
chai - tuy nhiên thế năng cực đại không được vượt quá 1220 Nm (900 ft-lb).
- Theo phương thẳng đứng chiều vào đầu
kia của chai - tuy nhiên thế năng cực đại không được vượt quá 1220 Nm (900
ft-lb).
- Theo phương tạo góc 45° để đập vào vai chai - tuy
nhiên chiều cao rơi phải sao cho trọng tâm của chai cách nền 1,8 m và vai chai cách nền tối
thiểu là 0,6 m. Nếu điều này là không thể, góc rơi phải
được điều chỉnh để duy trì một chiều cao tối thiểu là 0,6 m và trọng tâm của
chai cách nền 1,8 m.
Sau đó chai phải chịu 12000 chu trình áp
suất phù hợp với quy trình được quy định trong điểm 7.5.4
nhưng áp suất giới hạn trên của chu trình phải bằng 2/3 lần áp suất thử, ph.
Các thông số để theo dõi và ghi lại:
- Dạng bên ngoài có thể nhìn thấy được sau mỗi lần rơi
- ghi vị trí và kích thước của hư hỏng do va đập.
- Các thông số được quy định trong phép
thử tại điểm 7.5.4.
b) Tiêu chí
Chai phải chịu được 3000 chu trình áp để
đạt tới áp suất bằng 2/3 áp suất thử
nghiệm, pb, mà không có sự hư hỏng do nổ hoặc rò rỉ. Phép thử phải
được tiếp tục thêm 9000 chu trình, hoặc cho đến khi chai hỏng do rò rỉ, tùy
theo số chu trình nào xảy ra trước. Chai được coi là đạt tại một trong hai trường
hợp. Tuy nhiên trong phần hai của phép thử mà chai bị hỏng do nổ thì
khì đó chai không đạt thử nghiệm.
7.5.10. Thử va đập vận tốc cao
a) Quy trình
Một chai được nạp đầy không khí hay nitơ
đến áp suất bằng 2/3 lần áp suất thử, ph.
Chai được định vị sao cho điểm va đập của
đạn phải tại thành bên của chai ở một góc danh định 45 ° và khi đó đạn sẽ bắn qua
thành bên của chai.
Đạn phải xuyên qua ít nhất một thành của
chai. Nếu không đạt, phải tăng năng lượng của đạn lên cho đến khi đạt được.
Chai có đường kính trên 120 mm phải được
va đập bằng một đầu đạn đâm thủng bọc thép 7,62 mm (0,3 calibre) (chiều dài từ
37 mm đến 51 mm) với tốc độ danh nghĩa khoảng 850 m/s. Đạn được bắn từ một khoảng
cách không quá 45 m.
Chai có đường kính nhỏ hơn hoặc bằng 120
mm phải được va đập bằng một đầu đạn đâm thủng bọc thép cỡ 5,6 mm (hoặc tương tự)
với tốc độ danh nghĩa 850 m/s. Đạn được bắn từ một khoảng cách không quá 45 m.
Kích thước của các lỗ vào và lỗ ra khỏi
được đo và ghi lại.
Sau khi thử chai không được sử dụng lại.
Các thông số để giám sát và ghi lại:
- Kiểu đầu đạn.
- Áp suất ban đầu.
- Mô tả của hư hỏng.
- Kích thước gần đúng của lỗ vào và lỗ
ra khỏi.
b) Tiêu chí
Chai phải giữ được nguyên khối.
7.5.11. Thử khả năng chịu lửa
a) Quy định chung
Thử nghiệm này là bắt buộc nếu có lắp
thiết bị giảm áp để ngăn ngừa hư hỏng trong trường hợp hỏa hoạn và là tùy chọn
cho các mục đích sử dụng khác.
b) Quy trình
Một chai được lắp một van như sau:
b.1) Với một van dự định để sử dụng (nếu
đã biết) hoặc
b.2) Với một van có đĩa nổ được lắp để hoạt động từ ph
đến 1,15 ph.
Nếu van xả áp trong thử nghiệm là dự định
để sử dụng trong dịch vụ (nghĩa là lựa chọn a), các đặc tính kỹ thuật của van
phải được ghi trên nhãn.
Chai phải được nạp không khí hay nitơ hoặc
khí để sử dụng đến 2/3 lần áp suất thử, ph.
Một ngọn lửa thích hợp có thể được tạo
ra với khí đốt hoặc là gỗ, hoặc nhiên liệu hydrocacbon khác (xem ISO 11439 cho
các chi tiết của cấu tạo ngọn lửa).
Chai có thể được thử khả năng chịu lửa ở
vị trí thẳng đứng hay nằm ngang như sau.
Phương thẳng đứng - Một chai được đặt ở
một vị trí thẳng đứng (van ở vị trí cao nhất), với phần thấp nhất của chai cách
mặt đỉnh của củi khoảng 0,1 m, trong trường hợp ngọn lửa củi, hoặc cách bề mặt chất
lỏng 0,1 m trong trường hợp cháy nhiên liệu. Chai và van phải được tiếp xúc
toàn bộ trong ngọn lửa, nhưng thiết bị giảm áp phải được bảo vệ tránh tiếp xúc
trực tiếp với ngọn lửa.
Phương ngang - Một chai được đặt ở một vị
trí nằm ngang với phần thấp nhất của chai cách mặt đỉnh của gỗ cháy khoảng
0,1 m, trong trường hợp của cháy gỗ, hoặc cách bề mặt chất lỏng 0,1 m trong trường
hợp cháy nhiên liệu. Chai và van phải được tiếp xúc toàn bộ trong ngọn lửa dọc
theo toàn bộ chiều dài của nó, nhưng thiết bị xả áp phải được bảo vệ khỏi vùng
ngọn lửa trực tiếp.
Ngọn lửa phải có khả năng bao bọc toàn bộ chiều
dài của chai, khi ở vị trí ngang, và tạo nhiệt độ ≥ 590 °C, được đo cách
25 mm phía dưới chai này, trong 2 min.
Chai được tiếp xúc với lửa cho đến khi
thoát hơi.
Các thông số để giám sát và ghi lại:
- Loại và tính chất của thiết bị giảm
áp.
- Áp suất ban đầu.
- Vị trí của rò rỉ.
- Nhiệt độ.
- Thời gian.
c) Tiêu chí
Chai không được nổ trong khoảng thời
gian 2 min từ khi bắt đầu thử cháy. Nó có thể thoát hơi thông qua thiết bị giảm
áp hoặc rò rỉ qua thành chai hoặc các bề mặt khác.
7.5.12. Thử độ thẩm thấu
a) Quy định chung
Thử nghiệm này chỉ yêu cầu cho chai bằng
composite với lớp lót phi kim loại và cho chai không có lớp lót.
b) Quy trình
Chai thử được cân khi không có khí chứa,
trước và sau khi thử và sự khác nhau được ghi lại để tránh các sai số do độ
ẩm.
Hai chai được tạo áp trước đến 2/3 lần
áp suất thử ph, van và các mối nối của lớp lót phi kim loại
với vấu hoặc vòng cổ phải được kiểm tra bằng mắt về rò rỉ, ví dụ như với nước
xà phòng (thử bong bóng). Bất kỳ rò rỉ nào phải được loại bỏ trước khi tiến
hành thử nghiệm. Chai phải được khử áp suất.
Các chai được tạo chu trình 1000 lần bằng
thủy lực từ áp suất bằng không đến áp suất bằng 2/3 lần áp suất thử ph
trước khi được cân khi không có khí chứa, và ghi lại trọng lượng. Sau đó
chai được nạp đầy khí tới áp suất bằng 2/3 lần áp suất thử, ph, (xem sự
xác định khí thử theo tiêu chí dưới đây) ở nhiệt độ 15 °C.
Chai sau đó phải được cân một lần nữa và
trọng lượng của khí lưu trữ phải được xác định và ghi lại. Chai phải được
cân sau 1 ngày; 7 ngày; 14 ngày; 21 ngày; 28 ngày.
Đồ thị của sự thay đổi trọng lượng cho mỗi
số ngày phải được xác định.
Các thông số để giám sát và ghi lại:
- Khí thử được sử dụng.
- Môi chất sử dụng.
- Số lượng chu trình đạt được áp suất giới
hạn trên của chu trình.
- Tần suất chu trình.
- Nhiệt độ môi trường và độ ẩm ít nhất
hai lần một ngày.
- Các trọng lượng của chai.
c) Tiêu chí
Sự hao hụt trọng lượng của khí lưu trữ phải
được xác định. Mức tối đa của hao hụt trọng lượng phải ít hơn X ml/h/l
dung tích nước, trong đó X là như sau:
- Đối với các ứng dụng nói chung, khi tốc
độ thẩm thấu của khí cao hơn của không khí dùng để thiết kế chai. Khí thử phải là
khí mà với khí đó chai được thiết kế, hoặc một khí lựa chọn khác có tốc độ
thẩm thấu cao hơn, và X
= 0,25.
- Đối với các ứng dụng nói chung, khi tốc
độ thẩm thấu của khí nhỏ hơn của không khí hay nitơ, khí thử phải
là khí đó, hoặc không
khí hoặc khí nitơ và X = 0,25.
- Đối với các ứng dụng đặc biệt, giá trị
của X phái được lựa chọn phù hợp theo các ứng dụng.
7.5.13. Thử momen xoắn trên vòng cổ chai
a) Quy trình
Phải giữ chặt thân chai để chống xoay
chai trừ trường hợp nhà sản xuất quy định rằng chai này được giữ chặt bằng cổ
chai để lắp van. Trong trường hợp này chỉ dẫn của nhà sản xuất phải được sử dụng.
Các chai được lắp một van tương ứng và
xiết chặt tới 150 % mô-men xoắn tối
đa được nêu trong TCVN 7389:2013, cho các phần
nối vật liệu có liên quan trong ISO 11439:2013 hoặc theo khuyến cáo của nhà sản
xuất khi tiêu chuẩn này
không được áp dụng.
Các van phải được gỡ bỏ sau khi lắp đặt
đầu tiên và các phần nối được kiểm tra. Van sau đó phải được lắp đặt như được
xác định ở trên.
Một thử nghiệm về rò rỉ (bong bóng thử
nghiệm) trong khu vực cổ chai hoặc thử nghiệm thẩm thấu tại điểm 7.5.12 được tiến
hành. Một thử nghiệm cho rò rỉ (bong bóng thử nghiệm) phải được tiến hành như sau:
a.1) Nén tăng áp cho các chai tới 2/3 của áp suất thử
nghiệm bằng không khí hay nitơ.
a.2) Duy trì áp suất trong chai ở áp suất thử nghiệm x 2/3 trong thời gian
không ít hơn 2 h.
a.3) Tiến hành một thử nghiệm rò rỉ kiểu bọt khí ít nhất
trong 10 min.
Các tham số để giám sát và ghi lại:
- Loại vật liệu van/ nút.
- Quy trình điều chỉnh van.
- Mô men xoắn áp dụng.
b) Tiêu chí
Những đường ren cổ và phần nối phải hiển
thị không có biến dạng đáng kể.
Thử nghiệm không đạt khi rò rỉ bong bóng lớn hơn 1 bóng/2 min
trong
thử
rò rỉ bong bóng hoặc các thử nghiệm thẩm thấu tại điểm 7.5.12 không đạt.
7.5.14. Thử ngâm nước muối
a) Quy định chung
Thử nghiệm này là bắt buộc đối với tất cả
các chai dành cho các ứng dụng dưới nước và là tùy chọn trong
các trường hợp sử dụng
khác.
b) Quy trình
Các chai không được sơn nhưng phải được
gia công hoàn thiện theo ứng dụng.
Lớp lót có thể được sơn hoặc được bảo vệ
chống ăn mòn theo bất cứ cách nào được quy định trong thiết kế đã nộp.
b.1) Giai đoạn ngâm
Hai chai đóng kín không có áp suất được
ngâm trong một khoảng thời gian từ 1 h đến 2 h trong một dung dịch nước có
chứa 35 g/l natri clorua ở nhiệt độ không nhỏ hơn 20 °C và thoáng khí.
Sau 2 h tăng áp suất thủy lực của chai
lên và duy trì ở mức 2/3 lần áp suất thử nghiệm trong khoảng thời gian không ít
hơn 22 h. Áp suất sau đó phải được xả ra.
b.2) Giai đoạn làm khô
Chai được tăng áp sau đó được lấy ra khỏi bể ngâm và được làm khô tự nhiên trong môi
trường khí quyển với thời gian không ít hơn 22 h.
Phải tăng áp suất thủy lực
của chai lên và duy trì ở mức 2/3 lần áp suất thử nghiệm trong khoảng
thời gian không ít hơn 22h. Áp suất sau đó phải được xả ra.
Lặp lại chu trình bao gồm hai giai đoạn
b.1) và b.2) 45 lần.
Sau khi hoàn thành các thử nghiệm này:
- Một trong hai chai phải được thử nổ
theo điểm 7.5.3.
- Chai còn lại phải được thử chu trình
áp suất theo điểm 7.5.4.
Các thông số để giám sát và ghi lại:
- Nhiệt độ của dung dịch, ít nhất một lần
mỗi ngày.
- Áp suất nạp đầy.
- Thời gian ngâm.
- Các thông số được quy định trong thử
nghiệm theo điểm 7.5.3.
- Các thông số được quy định trong thử
nghiệm theo điểm 7.5.4.
c) Tiêu chí
Áp suất nổ, pb, không được nhỏ hơn áp suất
thử, ph, x 1,67 của thiết
kế chai composite.
Chai thứ hai phải đáp ứng các tiêu chí đối
với thử chu trình ở môi trường xung quanh theo điểm 7.5.4.
7.5.15. Thử rò rỉ
a) Quy trình
Thử rò rỉ phải được tiến hành đối với
chai thành phẩm.
Phương pháp chấp nhận được để thử rò rỉ
bao gồm, nhưng không giới hạn, thử bọt khí bằng cách sử dụng không khí khô hoặc
khí hoặc việc đo khí đánh dấu bằng cách sử dụng phổ kế khối.
Thử nghiệm rò rỉ được thực hiện ở áp áp
suất thử, ph x 2/3.
b) Tiêu chí
Không có rò rỉ vượt quá tốc độ thấm được quy định tại điểm 7.5.12.
7.5.16. Thử chu trình khí nén
a) Quy trình
Một chai được nạp tới áp suất thử, ph,
x 2/3 với không
khí hay nitơ, hoặc, đối với các ứng dụng khí đặc biệt, khí khác được xác định bởi
tổ chức kiểm tra.
Áp suất chai phải được giữ ở áp suất thử,
ph, x 2/3 trong 72 h.
Sau đó chai phải chịu 100 chu trình áp
suất khí nén giữa áp suất khí quyển và áp suất thử, ph x 2/3. Mỗi chu trình phải
được hoàn thành trong một khoảng thời gian từ 55 min đến 65 min.
Sau khi tạo chu trình, áp suất chai phải
được giữ ở áp suất thử, ph, x 2/3 trong 72 h.
Áp suất phải được xả ra bằng lỗ thông
khí qua van mở hoàn toàn.
Chai sau đó phải được kiểm tra bằng mắt
trên bề mặt bên trong về các dấu hiệu phồng rộp hoặc hư hỏng lớp lót. Sau khi
kiểm tra bằng mắt, chai phải được thử chu trình ở môi trường xung quanh (điểm 7.5.4).
Các thông số để giám sát và ghi lại:
- Nhiệt độ của các chai.
- Số lượng chu trình về việc đạt được áp suất giới
hạn trên của chu trình.
- Áp suất giới hạn dưới và trên của chu trình.
- Tần suất của chu trình
- Môi chất sử dụng.
- Sự xuất hiện có thể nhìn thấy được của
lớp lót sau khi giữ khí nén và tạo chu trình - ghi vị trí và kích thước
của hư hỏng do xung lực nếu có.
- Các thông số quy định trong thử nghiệm
tại điểm 7.5.4.
- Kiểu hư hỏng, nếu có.
c) Tiêu chí
Nếu bề mặt bên trong có bằng chứng cho
thấy có dấu hiệu phồng rộp hoặc tróc lớp lót, chai phải được coi là
không đạt phép thử.
Chai phải đáp ứng các tiêu chí đối với
phép thử chu trình ở môi trường xung quanh theo điểm 7.5.4.
7.5.17. Thử nước sôi
a) Quy định chung
Thử nghiệm này chỉ yêu cầu đối với chai mà không có
lớp lót và được chế tạo từ hai phần ghép lại với nhau.
b) Quy trình
Một chai đóng kín không áp lực được thử
nước sôi trong 100 h. Các chai được bao phủ hoàn toàn bằng nước. Nhiệt độ phải
ít nhất là 97,5 °C. Nước có thể là nước sinh hoạt thông thường.
Sau khi hoàn thành thử nghiệm này, cho chai chịu áp
suất thủy lực đến khi nổ theo điểm 7.5.3.
Các thông số để giám sát và ghi lại:
- Áp suất nổ.
- Số mẫu.
- Mô tả hư hỏng.
- Đường cong áp suất/thời gian hoặc đường
cong áp suất/thể tích.
- Nhiệt độ nước.
c) Tiêu chí
Áp suất nổ, pb, hoặc áp suất
khi hư hỏng không được nhỏ hơn hai lần áp suất thử, ph của thiết kế
chai composite và nổ không dẫn đến chia tách tại chỗ nối.
7.6. Thử nghiệm chất lượng không đạt yêu
cầu
Trong trường hợp không đáp ứng yêu cầu
thử một điều tra về nguyên nhân của việc thử không đạt và thử lại phải được thực
hiện theo điểm 8.5.
8. Kiểm tra và thử theo lô
8.1. Lớp lót
8.1.1. Mỗi lô lớp lót phải được kiểm tra
về kích thước để đảm
bảo phù hợp với các đặc tính kỹ thuật thiết
kế. Các kiểm tra sau đây phải được thực hiện phù hợp với quy trình đảm bảo chất
lượng của nhà sản xuất:
a) Kiểm tra bằng mắt thường bề mặt trong
và ngoài hoàn thiện.
b) Các kích thước.
c) Chiều dày thành nhỏ nhất.
8.1.2. Mỗi lô lớp lót kim loại không
chia sẻ tải và phần nối
kim loại phải được thử để xác nhận rằng vật liệu thích hợp đã được sử dụng và rằng
các tính chất yêu cầu tối thiểu quy định tại điểm 6.2.2 đã
đạt được. Cơ tính phải được thử theo TCVN
197-1:2014. Giấy chứng nhận của nhà
sản xuất (cơ tính, phân tích hóa học) phải chứng minh sự tuân theo đúng yêu cầu
tương ứng.
8.1.3. Một lớp lót lấy từ bất kỳ lô lớp
lót phi kim loại nào phải được thử để xác nhận rằng vật liệu thích hợp đã được
sử dụng và để kiểm tra xác định rằng các cơ tính yêu cầu tối thiểu đã đạt được
và đáp ứng các yêu cầu tối thiểu về thiết kế. Phải thực hiện hai phép thử kéo đối
với mỗi lớp lót. Độ bền kéo và độ giãn
dài phải được thử theo TCVN 4501-1:2014 và
TCVN 4501-2:2014.
Việc chấp nhận của các lớp lót phi kim
loại phải được thực hiện bằng việc đưa vào các kiểm tra xác định sau:
- Các tính chất của vật liệu
(nguyên liệu dạng hạt v.v...) phải nằm trong dung sai được thiết lập bởi nhà sản
xuất vật liệu về chỉ số nóng chảy,
khối lượng riêng và nhiệt độ chuyển pha thủy tinh.
- Các thông số xử lý trong quá trình sản
xuất lớp lót phải trong dung sai cho phép của quá trình.
- Các tính chất vật liệu của lớp lót phải
trong dung sai được yêu cầu theo yêu cầu của thiết kế tại điểm 6.2.2.
Giấy chứng nhận của nhà sản xuất (cơ
tính, chỉ số nóng chảy, khối lượng riêng, nhiệt độ chuyển pha thủy tinh) phải chứng
minh sự tuân theo đúng yêu cầu tương ứng.
8.1.4. Các lớp lót phải được kiểm tra
tính đồng nhất bằng thử nghiệm không phá hủy, được quy định bởi nhà sản xuất, để
đảm bảo rằng vật liệu đã được xử lý đúng.
Sau khi xử lý nhiệt 5% của lớp lót hoặc
mấu nối lớp lót phải được kiểm tra độ cứng phù hợp với TCVN
256-1:2006 hoặc TCVN 257-1:2007 và phải đạt được các giới hạn quy định tại điểm 6.2.2.
8.1.5. Biên bản tiến hành thử phải được
lưu giữ tại cơ sở của nhà sản xuất chai. Mẫu phù hợp của giấy chứng nhận thử được
cho trong Phụ lục B TCVN 8607-3:2010.
8.2. Sự không đạt yêu cầu trong các thử
nghiệm lô lớp lót
8.2.1. Nếu bất kỳ kết quả thử nào không
đạt yêu cầu, và nếu tổ chức kiểm tra được thuyết phục rằng điều này là do lỗi
khi tiến hành thử, thử lại có thể được phép bằng cách sử dụng lớp lót giống y hệt
hoặc tùy theo ý của nhà sản xuất. Thử lại được thực hiện như sau.
Hoặc:
a) Thử nghiệm được lặp lại trên hai mẫu,
một mẫu lấy từ lớp lót giống y hệt hoặc vòng thử như đối với phép thử đầu tiên
và một mẫu khác lấy từ lớp lót hoặc vòng thử từ lô giống y hệt, và nếu cả hai kết quả đều tốt
thì lô này có thể được chấp nhận, hoặc:
b) Lô này có thể được xử lý nhiệt lại (nếu
thích hợp) và thử lại theo điểm 8.1.2, điểm 8.1.3 và điểm 8.1.4,
và nếu các kết quả tốt thì lô này có thể được chấp nhận.
8.2.2. Trường hợp xử lý nhiệt được thể hiện là không đủ, lớp
lót có thể được xử lý lại, nhưng chỉ duy nhất một lần.
8.2.3. Trường hợp hồ sơ lô xử lý nhiệt hiển thị
hóa già nhân tạo không đủ, phải cho thêm thời gian ở nhiệt độ hóa già.
8.2.4. Nếu các kết quả thử, đã được phép
thử lại hoặc xử lý nhiệt lại mà không tốt, thì các lớp lót trong lô phải được
trả lại không có
khả năng sử dụng.
8.3. Vật liệu bọc ngoài
Mỗi lô vật liệu sợi phải được thử nghiệm
tẩm sợi theo ASTM
D 2343-17 đối với sợi thủy tinh và sợi aramid, và theo SACMA SRM 16R-94 hoặc ASTM D 4018-17 đối với sợi carbon, hoặc theo
các tiêu chuẩn tương đương được chấp nhận bởi tổ chức kiểm tra. Độ bền của sợi
không được nhỏ hơn giá trị quy định tại điểm 6.2.3.
8.4. Chai composite
8.4.1. Người kiểm tra phải kiểm tra xác
nhận rằng việc thiết kế, chế tạo, kiểm tra và thử nghiệm chai đã được tiến hành
theo quy định của tiêu chuẩn này. Mẫu giấy chứng nhận tại Phụ lục A TCVN
8607-3:2010.
8.4.2. Mỗi lô chai bằng composite phải
được kiểm tra để đảm bảo việc tuân theo tiêu chuẩn thiết kế. Các kiểm tra sau
đây được thực hiện theo các quy trình bảo đảm chất lượng của nhà sản xuất:
a) Kiểm tra bằng mắt bề mặt trong và
ngoài hoàn thiện.
b) Các kích thước.
c) Các nhãn mác.
d) Dung tích nước.
đ) Trọng lượng.
e) Độ sạch.
g) Sức căng của sợi (nếu có).
8.4.3. Các bề mặt trong và ngoài của
chai thành phẩm không được có các vết hỏng và lượng dư từ quá trình sản xuất
(ví dụ như mạt kim loại, nhựa), chúng sẽ tác động bất lợi đến sự làm việc
an toàn của chai. Xem Phụ lục A của ISO 9809-1, ISO 9809-2 và ISO 7866 đối
với hướng dẫn về các vết hỏng có thể có ở lớp lót kim loại.
8.4.4. Mỗi chai thánh phẩm phải được thử
áp suất thủy lực theo điểm 7.5.1 hoặc thử giãn nở thể tích
bằng thủy lực theo điểm 7.5.2 ở áp suất thử nghiệm thiết kế
quy định tại điểm 6.2.4 c.
8.4.5. Một chai của mỗi lô chai thành phẩm
phải được thử chu trình áp suất thủy lực đến áp suất thử nghiệm ph
cho dịch vụ khí không quy định hoặc áp suất tối đa ở 65 °C, pmax, cho dịch
vụ khí chuyên dụng. Quy trình phải phù hợp với điểm 7.5.3
trừ khi phép thử có thể bị tạm hoãn, nếu thích hợp để thiết kế, hoặc sau
12000 chu trình thủy lực tới áp suất thử hoặc 24000 chu trình thủy lực tới áp
suất phát triển lớn nhất, hoặc sau N hay Nd chu trình, với:
N = y x 250 chu trình cho mỗi năm của tuổi thọ thiết
kế.
Nd = y x 500 chu trình cho mỗi
năm của tuổi thọ thiết kế.
y = là số năm tuổi thọ thiết kế.
Chai với áp suất thử 60 bar và lớn hơn phải chịu
được N chu trình tạo áp để đạt tới áp suất thử ph, (tối đa là 12000 chu
trình), hoặc Nd chu trình tạo áp để đạt tới áp suất phát triển lớn
nhất, pmax, (tối đa là 24000 chu trình), mà không có sự hư hỏng do nổ
hoặc rò rỉ. Chai với áp suất thử nhỏ hơn 60 bar phải chịu được 12000 chu trình
tạo áp để đạt tới áp suất thử ph, mà không có sự hư hỏng do nổ hoặc
rò rỉ.
8.4.6. Một chai trong mỗi lô chai thành
phẩm phải được thử nổ theo điểm 7.5.3. Chai đã được thử chu
trình áp suất (điểm 8.4.5) có thể được sử dụng cho thử nghiệm
này.
Áp lực nổ, pb, phải phù hợp với tiêu
chí đối với phép thử nổ chai quy định tại điểm 7.5.3.
8.4.7. Tất cả các chai gắn liền với các
lớp lót hàn hoặc lớp lót phi kim loại hoặc các phần nối cổ chai phải được thử rò rỉ
theo điểm 7.5.15.
Thử rò rỉ phải được thực hiện đối với
chai đã hoàn thiện và tại áp suất bằng 2/3 lần áp suất thử nghiệm, ph.
8.5. Thử nghiệm định chất lượng hoặc thử
nghiệm lô không đạt yêu cầu
8.5.1. Trong trường hợp không đáp ứng được
các yêu cầu thử nghiệm trong quá trình sản xuất (thử nghiệm theo lô) hoặc khi
các thử nghiệm phê duyệt kiểu thiết kế không cho kết quả đạt yêu cầu, thì phải
tiến hành phân tích nguyên nhân không đạt và thử nghiệm lại.
8.5.2. Nếu có bằng chứng về một lỗi khi
thực hiện thử, hoặc sai sót của phép đo, nếu có thể một thử nghiệm thứ hai phải
được thực hiện trên chai tương tự. Nếu điều này không thể khi đó phép thử thứ
hai phải được thực hiện trên một chai được lựa chọn ngẫu nhiên từ lô đó. Nếu kết quả
thử này là thỏa đáng, lần thử đầu tiên sẽ được bỏ qua.
8.5.3. Nếu thử nghiệm đã được thực hiện
theo một quy trình chuẩn, thì hoặc:
a) Nguyên nhân của thất bại phải được
xác định và phải theo quy trình chi tiết tại điểm 8.5.4 hoặc điểm
8.5.5.
b) Lô sản phẩm phải bị loại bỏ.
8.5.4. Nếu nguyên nhân hư hỏng được xác
định, các chai có khuyết tật có thể được tái chế lại bằng phương pháp được phê
duyệt hoặc phải được loại bỏ. Các chai được tái chế lại phải được coi là một lô tách biệt so với
các chai đạt yêu cầu ngay từ đầu. Phép thử không đạt phải được lặp lại với số
lượng yêu cầu trong điểm 7.5.3 hoặc điểm 7.5.4 (nếu thích
hợp) cho cả hai lô. Đối với các thất bại được tìm thấy khi thử 100 % lô thì chỉ
cần thử lại các chai được sửa chữa lại. Nếu một hoặc nhiều phép thử chứng tỏ ngay cả
không
thỏa
mãn một phần, tất cả các chai của lô được thử nghiệm sẽ bị loại bỏ.
8.5.5. Ngoài ra nguyên nhân hư hỏng có
thể được kiểm tra và nếu điều này được xác định thì các chai có khuyết tật
trong lô phải được loại bỏ khỏi lô đó và thử nghiệm được lặp lại với số lượng yêu
cầu trong điểm 7.5.3 hoặc điểm 7.5.4 (nếu thích hợp)
đối với lô ban đầu.
8.5.6. Nếu một lô hỏng trong loạt thử thứ
hai, lô chai này phải được trả lại và không có khả năng sử dụng để chứa khí có áp. Nhà sản xuất
phải đảm bảo
rằng
các chai này không được đưa vào sử dụng.
9. Ghi nhãn cho chai
9.1. Mỗi chai bằng composite thành phẩm
đáp ứng các yêu cầu của quy chuẩn này phải được ghi nhãn, đảm bảo rõ ràng và đủ bền
trong thời hạn sử
dụng
của chai và phải đảm bảo cho việc truy vết trong trường hợp sự cố cháy nổ, đáp ứng yêu cầu theo TCVN
10367:2014 và các thông tin sau đây phải thể hiện rõ ràng trên chai:
- Tên đơn vị sở hữu.
- Tiêu chuẩn chế tạo.
- Tên nhà sản xuất.
- Số chế tạo.
- Tháng/năm chế tạo.
- Dung tích.
- Khối lượng chai rỗng (bao gồm cả khối
lượng van chai).
- Áp suất làm việc.
- Áp suất thử thủy lực.
- Bu tan + Propan (BU+PR) và khối lượng
nạp.
9.2. Không được phép xóa, sửa đổi các
thông tin của nhà sản xuất.
9.3. Ký hiệu kiểm định được dán trên
thân chai theo quy định tại Điều 11 của Quy chuẩn này và đảm bảo
luôn có để nhận biết trong suốt quá trình lưu thông của chai.
9.4. Đối với chai được ghi nhãn trước
ngày có hiệu lực của Quy chuẩn này, đơn vị sử dụng phải đảm bảo chai có số sêri
gần chắc chắn lên
phần
chai
composite (không phải trên vỏ bọc có thể tháo rời bên ngoài), đảm bảo luôn có trong
suốt vòng đời chai.
Các thông tin ghi nhãn khác phải đảm bảo
luôn có để nhận biết trong suốt quá trình lưu thông của chai.
10. Quy định về an toàn trong nạp LPG
vào chai, lưu thông, tồn chứa, vận chuyển, lắp đặt và sử dụng chai LPG và LPG
chai
10.1. Quy định về an toàn đối với việc nạp
LPG vào chai
10.1.1. Không được nạp LPG vào chai, đồng
thời phải thực hiện kiểm định khi phát hiện một trong các trường hợp sau:
- Chai quá thời hạn kiểm định.
- Chai chưa được kiểm định hoặc không thể
xác định được thời hạn kiểm định.
10.1.2. Không được nạp LPG vào chai, đồng
thời phải thực hiện đánh giá loại bỏ hoặc sửa chữa chai trong các trường hợp
sau:
- Không có thông tin về khối lượng vỏ hoặc
có nhưng không đọc được.
- Chai có khuyết tật hoặc hư hỏng ở tay
cầm hoặc vành chân đai.
- Chai có khuyết tật về vật lý ở thành
chai.
- Chai bị ăn mòn nhìn thấy được.
- Chai có vết cháy do hồ quang, hỏa hoạn.
- Chai, van hoặc các cơ cấu giảm áp suất (nếu được
trang bị) bị rò rỉ hoặc hư hỏng.
10.1.3. Không được nạp LPG vào chai
không đáp ứng đủ điều kiện lưu thông trên thị trường theo quy định.
10.1.4. Chỉ được tiến hành nạp LPG vào chai
tại các trạm nạp đủ điều kiện theo quy định.
10.1.5. Việc đánh giá loại bỏ chai khi nạp
phải được thực hiện theo quy định.
10.1.6. Lượng nạp an toàn theo quy định
trong mọi trường hợp không lớn hơn 85% dung tích của chai.
10.2. Quy định về điều kiện an toàn chai
khi lưu thông trên thị trường
10.2.1. Chai trước khi lưu thông trên thị
trường phải được kiểm định kỹ thuật an toàn lao động, chứng nhận hợp quy theo
quy định của pháp luật.
10.2.2. Chai phải đáp ứng đầy đủ các quy
định về an toàn tại Quy chuẩn này và thực hiện kiểm định định kỳ theo quy định.
10.2.3. Có đầy đủ hồ sơ, nguồn gốc xuất
xứ của nhà sản xuất theo quy định.
10.2.4. Khối lượng, chất lượng LPG trong chai
phù hợp với nhãn hàng hóa, tiêu chuẩn chất lượng thương nhân đã công bố, được
niêm phong đúng quy cách.
10.3. Quy định về an toàn trong tồn chứa
10.3.1. An toàn về tồn chứa LPG chai tại
kho chứa chai
- Các chai phải được bảo quản trong kho
theo thiết kế được cơ quan có thẩm quyền phê duyệt.
- Không được bảo quản, tồn chứa các chai
chứa khí khác cùng với chai.
- Kho bảo quản chai phải đảm bảo thông
thoáng, có ít nhất hai cửa ra vào, cửa mở ra phía ngoài; phải có thiết bị kiểm
tra, cảnh báo rò rỉ LPG; phải có hệ thống bảo vệ chống sét.
- Mọi hầm, hố, kênh, rãnh phải cách
kho một khoảng cách không nhỏ hơn 2 m.
- Hàng rào kho phải chắc chắn, có chiều
cao không nhỏ hơn 1,8 m và không gây ảnh hưởng tới thông gió tự nhiên.
- Nền kho phải vững chắc, bằng phẳng,
cao hơn mặt bằng xung quanh, không trơn trượt, bằng vật liệu không cháy. Không
được bố trí đường ống, cống thoát nước tại nền kho chứa.
- Mặt bằng kho phải có đường bảo đảm cho xe ôtô vận tải,
xe chữa cháy ra vào thuận tiện.
- Lối đi lại và các cửa thoát hiểm phải
thoáng, không có các vật chắn.
- Kho phải có nguồn nước chữa cháy theo
quy định.
- Phải treo biển báo “cấm lửa”, “cấm
hút thuốc”, “Không có nhiệm vụ miễn vào”, “Nội quy phòng cháy, chữa cháy”, các
tiêu lệnh hướng dẫn chữa cháy tại vị trí dễ thấy, trước
cửa kho.
- Thiết bị chiếu sáng phải là loại thiết
bị phòng nổ theo quy định.
- Vách ngăn, tường ngăn, cột chống, mái
che của kho chứa chai phải làm bằng vật liệu chịu lửa.
- Kho phải có lỗ thông hơi bố trí trên
tường và trên mái. Tổng diện tích lỗ thông hơi không nhỏ hơn 2,5% diện tích tường,
các lỗ thông hơi không được gần các nguồn nhiệt, nguồn điện.
10.3.2. An toàn trong xếp dỡ, tồn chứa và bày
bán LPG chai tại cửa hàng LPG
Việc xếp dỡ, tồn chứa và bày bán chai, LPG chai tại
cửa hàng phải tuân thủ quy định tại mục 8 TCVN
6223:2017.
10.4 Quy định về an toàn trong vận chuyển LPG chai
10.4.1. An toàn trong vận chuyển chai bằng
đường bộ
- Chai phải xếp theo chiều thẳng đứng,
van chai ở phía trên. Đối với chai có dung tích từ 99L đến 150L chỉ được xếp một lớp. Chai có dung
tích dưới 99L cho phép xếp nhiều lớp nhưng không được cao hơn thành xe.
- Người chịu trách nhiệm vận hành phương
tiện vận chuyển, chủ hàng (hay
người áp tải) phải được huấn luyện và
sát hạch kỹ thuật an toàn định kỳ và phải kiểm tra lại điều kiện an toàn của
phương tiện vận chuyển; chỉ được xếp chai lên phương tiện đảm bảo an
toàn và phải tuân thủ các quy định có liên quan tại Luật Giao thông đường bộ.
- Không được để lẫn chai với dầu mỡ và vật
liệu dễ cháy khác.
- Không được vận chuyển chai cùng với
chai chứa chất khí khác. Không được chở người lẫn với chai.
- Không được vận chuyển chai trong các
thùng xe, trong các container đóng kín.
- Không được vận chuyển chai bằng xe có
súc vật kéo.
- Xe gắn máy (hai bánh) vận chuyển chai
phải có giá đỡ chắc chắn, chai phải luôn ở vị trí thẳng đứng, van chai hướng
lên trên, số lượng chai chuyên chở không được vượt quá 02 chai.
- Không được vận chuyển chai cùng với
người trong thang máy, trừ người trực tiếp vận chuyển.
- Không được chuyên chở chai trên phương
tiện giao thông công cộng.
10.4.2. An toàn trong vận chuyển LPG
chai bằng đường thủy
- Khi vận chuyển LPG chai bằng đường thủy
phải thực hiện các quy định pháp luật về vận chuyển hàng hóa nguy hiểm bằng đường
thủy có liên quan.
- Chai trong khoang, hầm tàu phải được
thông gió tự nhiên hoặc chụp hút gió cơ khí, miệng hút gió phải đặt tại điểm thấp
nhất của khoang chứa.
- Không được vận chuyển chai trong các
container đóng kín.
- Khoang chứa chai phải được trang bị hệ
thống báo cháy tự động và hệ thống phun nước.
10.4.3. An toàn trong vận chuyển chai bằng đường sắt
- Khi vận chuyển chai bằng đường sắt phải
thực hiện đầy đủ các quy định của
pháp luật về vận chuyển hàng hóa nguy
hiểm bằng đường sắt.
10.5. Quy định về an toàn trong lắp đặt
chai cho khách hàng sử dụng
10.5.1. Không được lắp đặt chai trong
phòng kín, hầm kín.
10.5.2. Chai phải được lắp đặt ở vị trí
thẳng đứng.
10.5.3. Trên tường nơi đặt chai phải có
khe hở hoặc lỗ thông hơi. Vị trí đáy các khe hở và lỗ thông hơi này không được
cao hơn sàn nhà 150 mm.
10.5.4. Khu vực xếp đặt chai phải thông
thoáng, đảm bảo bất
kỳ rò rỉ khí dầu mỏ hóa lỏng
nào cũng không có khả năng gây cháy.
10.5.5. Tất cả các thiết bị điện trong nhà phải
lắp đặt cách chai tối thiểu 1,5 m.
10.5.6. Phải loại trừ ngay bất kỳ nguồn
gây cháy nào gần khu vực chai.
10.5.7. Không được lắp đặt, cất giữ chai
ở khu vực cửa ra vào, ở nơi hay có người qua lại.
10.6. Quy định về an toàn trong sử dụng
LPG chai
10.6.1. Chai khi bán cho khách hàng sử dụng
phải đáp ứng quy định về điều kiện an toàn chai khi lưu thông trên thị trường tại điểm 10.2 của Quy chuẩn này.
10.6.2. Các chai khi lắp đặt cho khách hàng sử
dụng phải được kiểm tra về sự rò rỉ, tình trạng hoạt động của các van an toàn,
dây dẫn và đường ống dẫn.
10.6.3. Khi cung cấp LPG chai cho khách
hàng sử dụng, cửa hàng LPG phải cung cấp cho khách hàng 01 bản phiếu giao hàng
và có 01 bản lưu tại cửa hàng, trong đó phải có các thông tin tối thiểu: chủ sở
hữu, loại chai, số sê ri chai, hạn kiểm định trên chai, nơi nhập chai chứa cho
cửa hàng, tên và địa chỉ khách hàng sử dụng, ngày giao chai cho khách hàng,
tên, địa chỉ và điện thoại
liên hệ của cửa hàng. Cửa hàng LPG phải cung cấp tài liệu hướng dẫn và hướng dẫn
trực tiếp các thông tin cần thiết về an toàn khi sử dụng LPG, các biện pháp đề
phòng, các bước xử lý khi LPG rò rỉ; quy trình sử dụng bếp ga, chai và các phụ kiện
kèm theo cho khách hàng sử dụng bếp ga, chai của cửa hàng.
10.6.4. Khi phát hiện chai không bảo đảm an toàn, có nguy
cơ gây cháy nổ (mùi LPG phát tán ra ngoài do van, phụ kiện không đảm bảo độ kín) phải ngừng
sử dụng, báo ngay cho cửa hàng LPG đến khắc phục kịp thời.
11. Quy định về kiểm định chai
11.1. Hình thức kiểm định
- Kiểm định lần đầu trước khi đưa vào sử
dụng.
- Kiểm định định kỳ khi hết thời hạn của
lần kiểm định trước.
- Kiểm định bất thường khi thấy cần thiết
hoặc cơ quan có
thẩm
quyền yêu cầu.
11.2. Thời hạn kiểm định
Thời hạn kiểm định định kỳ chai theo quy
định của nhà sản xuất, nhưng chu kỳ không quá 05 năm so với lần kiểm định gần nhất.
Đối với chai đã sử dụng từ 17 năm đến 19
năm (tính từ thời
gian kiểm định lần đầu), thời hạn kiểm định lần tiếp theo không quá năm sử dụng
thứ 22.
Đối với chai đã sử dụng từ 20 năm, thời
hạn kiểm định định kỳ không quá 02 năm.
11.3. Thủ tục kiểm định
11.3.1. Kiểm tra hồ sơ
- Kiểm tra hồ sơ loạt chai kiểm định lần
đầu, cụ thể:
+ Giấy chứng nhận của nhà sản xuất.
+ Hồ sơ vật liệu.
+ Các biên bản kiểm tra thử nghiệm kèm
theo.
+ Giấy chứng nhận hợp quy do tổ chức chứng
nhận được chỉ định cấp (không yêu cầu đối với các chai được chế tạo trước ngày
có hiệu lực của Quy chuẩn này).
+ Tính toán sức bền các bộ phận chịu áp
lực.
+ Bản vẽ cấu tạo ghi đầy đủ kích thước
chính.
+ Tên và địa chỉ khách hàng sở hữu lô
chai.
- Đối với chai kiểm định định kỳ, bất
thường: Xem xét danh sách chai kiểm định, phiếu kết quả kiểm định lần trước, lý
do kiểm định bất thường.
11.3.2. Kiểm tra và xử lý sơ bộ
- Kiểm tra thông số kỹ thuật ghi trên
tay sách hay cổ chai, đối chiếu số liệu kỹ thuật trong danh sách những
chai cần kiểm định. Loại bỏ các chai không thuộc danh sách kiểm định và những
chai mất hoặc mờ các
thông số.
- Kiểm tra bằng mắt tình trạng bên ngoài
của từng chai để loại bỏ các chai có hiện tượng bất thường tại các bộ phận chịu
áp lực như: xước theo rãnh sâu, móp, bong, rộp, vết cháy, v.v... theo quy định.
- Tiến hành xử lý khí dư trong chai bằng
cách xả, hút khí bằng thiết bị chuyên dụng, áp suất trong chai không lớn hơn -
0,2 bar. Sau đó khí có thể được thu hồi sử dụng hoặc có các biện pháp xử lý an
toàn, không được xả trực tiếp ra môi
trường.
- Sau khi đã xử lý hết khí dư trong
chai, tháo van đầu chai bằng dụng cụ và thiết bị chuyên dụng.
Lưu ý: Phải sử dụng dụng cụ giữ miếng đệm
cổ chai (boss) nhằm tránh xoay gây hỏng khi tháo van đầu chai.
- Làm sạch bên trong chai, bên ngoài
chai.
11.3.3. Tiến hành kiểm định
a) Kiểm tra van đầu chai:
- Kiểm tra khả năng mở của bộ phận an
toàn của van đầu chai tại áp suất được ghi trên van (25 bar).
- Kiểm tra độ kín của van đầu chai tại
áp suất thử 6 bar bằng môi chất khí.
- Loại bỏ van bị kẹt, hỏng bộ phận an
toàn, có dấu hiệu bị nứt, ren bị hỏng hoặc các van không đạt khi thử kín.
b) Kiểm tra bên ngoài, bên trong
Kiểm tra bên ngoài, bên trong theo trình
tự các bước sau:
- Kiểm tra tình trạng bề mặt lớp vỏ
composite của chai, cổ ren, vỏ nhựa.
- Kiểm tra bên trong chai bằng thiết bị
soi chuyên dụng để đánh giá tình trạng bề mặt bên trong chai.
- Loại bỏ các chai không đạt yêu cầu khi
thấy các vết cắt, lỗ thủng,
trầy xước, chỗ phình, vết nứt, tách lớp, vết cháy, vết hư hỏng do hóa chất.
Tiêu chí chấp thuận hay loại bỏ chai tại
Phụ lục A của Quy chuẩn này.
c) Kiểm tra khả năng chịu áp lực (thử thủy lực)
- Thử thủy lực:
+ Nạp đầy môi chất thử (nước) vào chai chứa.
+ Nâng dần áp suất thử đến áp suất thử.
Mức áp suất này được giữ ít nhất trong 30 giây và xác định rằng không có hiện
tượng rò rỉ, hay bị các khuyết tật thuộc diện bị loại bỏ. Nếu thấy hiện tượng rò rỉ trong
đường ống dẫn
hay vị trí nối, chai có thể kiểm tra lại sau khi khắc phục sự cố rò rỉ.
+ Loại bỏ những chai có hiện tượng rò rỉ,
biến dạng khi áp suất trong chai được giữ ở áp suất thử.
- Tháo và làm sạch môi chất thử và làm
khô bên trong chai.
- Lắp van đã qua kiểm tra vào những chai
có kết quả kiểm tra đạt yêu cầu. Lực vặn van trong khoảng từ 80 Nm đến 100 Nm.
Phải sử dụng dụng cụ giữ miếng đệm cổ chai (boss) nhằm tránh
xoay gây hỏng khi vặn van đầu chai.
d) Kiểm tra độ kín (thử kín)
- Nạp khí nén hoặc khí trơ vào chai đến
áp suất 6 bar (Áp suất tối thiểu
theo yêu cầu của tiêu chuẩn EN14767:2005).
- Kiểm tra độ kín của các đầu nối, mối
ghép van của chai bằng cách nhúng toàn bộ chai vào trong bể chứa nước. Các chai có rò rỉ phải đưa ra xử
lý và thử lại.
đ) Hút chân không
Chai thử đạt yêu cầu, tiến hành xả hết khí, làm khô bên
ngoài chai; hút chân không đến áp suất -0,2 bar.
e) Kiểm tra khối lượng chai
Trường hợp khối lượng cân thực tế sai khác với khối lượng đã được in lên vỏ chai thì giá trị khối
lượng đã được in lên chai sẽ phải xóa bỏ và in giá trị khối lượng thực tế lên chai bằng thiết bị
in chuyên dụng.
11.4. Xử lý kết quả kiểm định
11.4.1. Các chai đạt yêu cầu không có các biểu
hiện làm giảm khả
năng
làm việc và trong quá trình thử không phát sinh các hiện tượng bất thường.
11.4.2. Ký hiệu kiểm định:
- Các chai đạt yêu cầu kiểm định được
dán ký hiệu kiểm định.
Trường hợp kiểm định lần đầu cho loạt
chai, nếu loạt chai đạt yêu cầu kiểm định, phải dán ký hiệu kiểm định cho
100% số chai của loạt.
- Ký hiệu kiểm định gồm cơ quan kiểm
định, thời gian kiểm định và thời gian tái kiểm định: [1] - [2] - [3] - [4] trên cùng
một hàng, trường hợp chiều
dài đóng bị hạn chế thì có thể tách [1] riêng một hàng.
[1]: Lô gô hoặc ký hiệu đơn vị kiểm định.
[2]: Tháng, năm kiểm định (hai số cuối).
[3]: Năm kiểm định tiếp theo (hai số cuối).
[4]: Khối lượng chai (nếu khối lượng
thay đổi quá 0,2 kg).
Chiều cao chữ, số tối thiểu 4 mm. Thời hạn
tái kiểm định phải đúng theo quy định tại điểm 11.2 của Quy
chuẩn này.
11.4.3. Lập biên bản kiểm định: Ghi đầy đủ
kết quả kiểm định, các nhận xét và các yêu cầu đề ra đối với cơ sở sử dụng.
11.4.4. Cấp phiếu kết quả kiểm định,
biên bản kiểm định cho
cơ sở sử dụng.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm
tra ở bước trước đó đã đạt yêu cầu.
12. Quy định về loại bỏ và sửa chữa chai
12.1. Yêu cầu về việc sửa chữa chai
Chỉ được sửa chữa chai tại các cơ sở sản
xuất, sửa chữa chai đủ điều kiện và đã được cấp giấy chứng nhận đủ điều kiện sản
xuất, sửa chữa chai theo quy định.
Không được phép tiến hành các công việc
sửa chữa sau đây:
- Xóa bỏ thay đổi lôgô của chai nhằm chiếm
dụng chai của chủ sở hữu khác, sửa đổi các thông số kỹ thuật ban đầu của chai.
- Sửa chữa chai để sử dụng vào mục đích
khác.
12.2. Yêu cầu về việc loại bỏ chai
Tiến hành loại bỏ chai đối với các chai
cần loại bỏ sau khi đã thực hiện đánh giá loại bỏ như sau:
a) Đánh giá loại bỏ chai khi kiểm định
thực hiện theo quy định tại Điều 11 của Quy chuẩn này.
b) Đánh giá loại bỏ chai khi nạp LPG vào
chai được thực hiện khi phát hiện các chai vượt quá giới hạn loại bỏ tại Phụ lục
A.
c) Xử lý các chai loại ra khi thực hiện
các bước kiểm định tại bằng một trong các cách như sau:
- Ép vỡ hay cắt nhỏ bằng máy cơ khí.
- Khoan 2 lỗ với đường kính khoảng 20 mm
trên thành bình.
- Cắt cổ bình.
13. Quy định về phương tiện đo sử dụng
trong thử nghiệm, kiểm định
Phương tiện đo sử dụng trong thử nghiệm,
kiểm định phải được kiểm định, hiệu chuẩn, thử nghiệm theo quy định của pháp luật về đo lường.
III. Quy định về quản
lý
14. Quy định về chứng nhận hợp quy
Việc chứng nhận hợp quy đối với chai sản xuất
trong nước và nhập khẩu được thực hiện theo một trong hai phương thức sau:
- Phương thức 5: Thử nghiệm mẫu điển hình và đánh giá quá trình sản xuất; giám
sát thông qua thử nghiệm mẫu lấy tại nơi sản xuất hoặc trên thị trường kết hợp
với đánh giá quá trình sản xuất.
- Phương thức 7: Thử nghiệm, đánh giá lô sản phẩm, hàng hóa.
15. Quy định về công bố hợp quy
15.1. Các chai sản xuất trong nước, nhập
khẩu từ ngày có hiệu lực của quy chuẩn này phải thực hiện công bố hợp quy và gắn
dấu hợp quy phù hợp với các quy định có liên quan tại Phần II của Quy chuẩn
này.
15.2. Việc công bố hợp quy chai sản xuất
trong nước phải dựa trên kết quả chứng nhận của tổ chức chứng nhận đã đăng ký lĩnh vực hoạt động
theo quy định tại Nghị định 107/2016/NĐ-CP
ngày 01 tháng 7 năm 2016 của Chính phủ quy định về điều kiện kinh doanh dịch vụ đánh giá sự
phù hợp (sau đây viết tắt là Nghị định số 107/2016/NĐ-CP);
Nghị định số 154/2018/NĐ-CP ngày 09 tháng 11
năm 2018 của
Chính phủ sửa đổi, bổ sung, bãi bỏ một số quy định về điều kiện đầu
tư, kinh doanh trong lĩnh vực quản lý nhà nước của Bộ Khoa học và Công nghệ và
một số quy định về kiểm tra chuyên ngành (sau đây viết tắt là Nghị định số 154/2018/NĐ-CP) hoặc được thừa nhận theo quy định của
Thông tư số 27/2007/TT-BKHCN ngày 31 tháng 10
năm 2007 của Bộ trưởng Bộ Khoa học và Công nghệ hướng dẫn việc ký kết và thực
hiện các Hiệp định và thỏa thuận thừa nhận lẫn nhau kết quả đánh giá sự phù hợp
(sau đây viết tắt là Thông tư số 27/2007/TT-BKHCN).
Việc công bố hợp quy chai nhập khẩu phải dựa
trên kết quả chứng nhận
của tổ chức chứng nhận được Bộ Công
Thương chỉ định theo quy
định tại Thông tư số 36/2019/TT-BCT ngày 29
tháng 11 năm 2019 của Bộ trưởng Bộ Công Thương quy định quản lý chất lượng sản phẩm, hàng hóa thuộc trách nhiệm
quản lý của Bộ Công Thương (sau đây viết
tắt là Thông tư số 36/2019/TT-BCT) hoặc được thừa nhận theo quy định của
Thông tư số 27/2007/TT-BKHCN.
15.3. Trình tự, thủ tục và hồ sơ công bố hợp quy đối với
chai sản xuất trong nước và nhập khẩu thực hiện theo quy định tại Thông tư số
36/2019/TT-BCT.
IV. Trách nhiệm của các
tổ chức, cá nhân
16. Trách nhiệm của tổ chức, cá nhân
16.1. Tổ chức, cá nhân thiết kế, chế tạo,
nhập khẩu, sửa chữa, kiểm định, thử nghiệm, tồn chứa, giao nhận, vận chuyển, lắp
đặt, sử dụng chai phải tuân thủ các quy định có liên quan tại Quy chuẩn này.
16.2. Tổ chức, cá nhân chế tạo, nhập khẩu
chai phải thực hiện chứng nhận hợp quy và công bố hợp quy phù hợp với các yêu cầu
quy định tại Phần II của Quy chuẩn này, bảo đảm các yêu cầu an toàn của chai
theo đúng nội dung công bố và thực hiện trách nhiệm quy định tại các văn bản
pháp luật khác có liên quan.
16.3. Tổ chức, cá nhân sản xuất, nhập khẩu,
sở hữu, sử dụng chai phải bảo đảm chất lượng sản phẩm, hàng hóa phù hợp với các quy định của
pháp luật hiện hành.
16.4. Tổ chức, cá nhân sở hữu, sử dụng
chai phải thực hiện kiểm định kỹ thuật an toàn lao động chai trước khi đưa vào
sử dụng và định kỳ trong quá trình sử dụng tại đơn vị kiểm định kỹ thuật an
toàn lao động được cấp Giấy chứng nhận đủ điều kiện kiểm định kỹ thuật an toàn
lao động theo quy định.
V. Tổ chức thực hiện
17. Điều khoản chuyển tiếp
Giấy chứng nhận kết quả kiểm định của
chai được cấp trước ngày quy chuẩn này có hiệu lực được tiếp tục áp dụng đến ngày hết hiệu lực của Giấy
chứng nhận.
18. Tổ chức thực hiện
18.1. Cục Kỹ thuật an toàn và Môi trường công
nghiệp có trách nhiệm phối hợp với các cơ quan, đơn vị có liên quan hướng dẫn,
kiểm tra thực hiện Quy chuẩn này.
Căn cứ vào yêu cầu quản lý, Cục Kỹ thuật
an toàn và Môi trường công nghiệp có
trách nhiệm kiến nghị Bộ trưởng
Bộ Công Thương sửa đổi, bổ sung hoặc thay thế Quy chuẩn này.
18.2. Sở Công Thương các tỉnh, thành phố trực thuộc
Trung ương có trách nhiệm phối hợp với các cơ quan, đơn vị có liên quan hướng dẫn,
kiểm tra việc thực hiện Quy chuẩn này trên địa bàn quản lý.
18.3. Trong quá trình thực hiện Quy chuẩn
kỹ thuật này, trường hợp tổ chức, cá nhân có khó khăn, vướng mắc đề nghị phản
ánh về Bộ Công Thương để xem xét, giải quyết.
18.4. Trường hợp các văn bản quy phạm
pháp luật, tiêu chuẩn được viện dẫn tại Quy chuẩn này có sự thay đổi, bổ sung
hoặc được thay thế thì thực hiện theo quy định tại văn bản mới./.
Phụ
lục A
Giới hạn loại bỏ chai LPG composite
|
TT
|
Dạng lỗi
|
Mô tả
|
Giới hạn loại
bỏ
|
|
1
|
Hư hỏng do trầy xước, bị cắt
|
Trầy xước do sự nghiến, cọ sát vật liệu (Xem
hình 1)
Các vết cắt, vết đục giữa vật
sắc nhọn vào lớp composite
làm giảm chiều dày (Xem hình 2).
|
- Vết cắt sâu vượt quá 10% chiều
dày lớp composite hoặc
- Tổng chiều dài vết cắt dài hơn 50%
đường kính của chai hoặc
- Kích thước lớn nhất vùng trầy xước lớn
hơn 50% của đường kính của chai.
Vết cắt không cắt đứt sợi thủy tinh thì không được tính vào các trường
hợp kể trên.
|
|
2
|
Hư hỏng do chia tách lớp
|
Bên trong lớp composite có sự chia
tách lớp hoặc có sự chia tách các sợi
thủy tinh.
|
|
|
3
|
Hư hỏng do hóa chất
|
Hóa chất làm phân hủy chất độn
xung quanh sợi thủy tinh.
Nếu vỏ chai không khô ráo, hóa chất có
thể làm ảnh hưởng tới lớp chất độn từ mặt trong.
|
Hóa chết làm ảnh hưởng đến chất
độn xung quanh sợi thủy tinh.
|
|
4
|
Hư hỏng vỏ chai
|
|
Vỏ bị vỡ. Vỏ đó sẽ phải thay thế,
chai sẽ được kiểm định. Chai hỏng sẽ bị loại bỏ. Nếu chai không hỏng hoặc hư
hỏng nhỏ không làm ảnh hưởng đến chức năng bảo
vệ của vỏ bình thì được chấp nhận
còn không vỏ chai sẽ được thay thế bằng vỏ chai khác (Xem hình 6).
|
|
5
|
Hư hỏng do ảnh hưởng nhiệt hoặc ngọn lửa
|
Dấu hiệu của sự hư hại là đổi màu, vết
cháy của lớp composite, vỏ chai, nhãn và những phần phi kim loại của van.
|
Hư hỏng có thể nhìn thấy được do nhiệt
và/hoặc lửa (Xem hình 7)
|
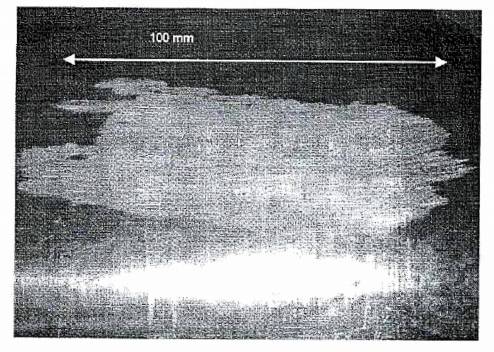
Hình 1. Hư hỏng do trầy
xước
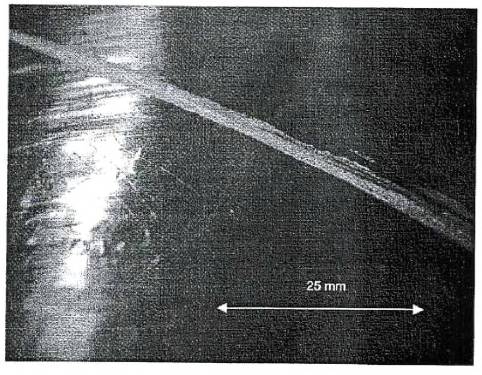
Hình 2. Hư hỏng
do các vết cắt

Hình 3. Hư hỏng
do va chạm kết hợp giữa tách lớp và khiếm khuyết bề mặt
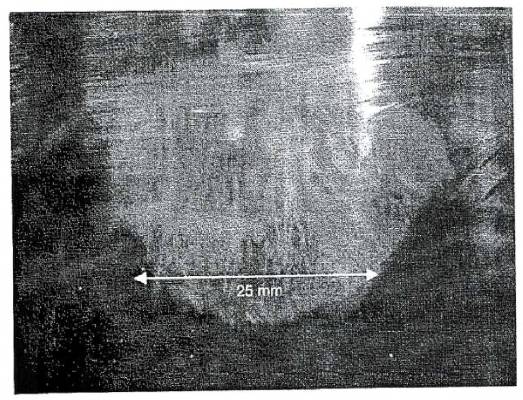
Hình 4. Tách lớp
không có dấu hiệu
hư hỏng bề mặt
Hình 5. Vỏ chai
bị khuyết tật
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất