|
Số
|
Kiểu
máy (bản thiết kế)
|
Tên
gọi
|
Phương
pháp mài
|
|
1.1
|
|
Máy mài kiểu băng
hoặc kiểu bệ đỡ
|
Mài
chu vi
Mài tại chu vi của
sản phẩm vật liệu mài. Chi tiết gia công được dẫn hướng bằng tay.
|
|
1.2
|

|
Máy mài kiểu bệ đỡ
|
Mài
mặt bên
Mài tại mặt bên của
sản phẩm vật liệu mài. Chi tiết gia công được dẫn hướng bằng tay.
|
|
1.3
|
|
Máy mài cắt đứt
|
Cắt
đứt
Mài để sinh ra cắt
đứt. Chi tiết gia công được cố định, bánh mài cắt đứt được dẫn hướng cơ khí
(dẫn tiến bằng tay).
|
|
1.4
|
|
Máy mài khung xoay
|
Mài
chu vi, cắt đứt
Mài áp lực cao tại
chu vi của các sản phẩm vật liệu mài. Chi tiết gia công được gắn hoặc được ổn
định một cách vững chắc bằng chính trọng lượng của nó. Máy mài được treo lên
và dẫn hướng bằng tay.
|
|
1.5
|
|
Máy mài cắt đứt
|
Cắt
đứt
Mài để sinh ra các
rãnh hoặc các cắt đứt. Chi tiết gia công được dẫn hướng bằng tay. Bánh mài cắt
dứt được dẫn hướng bằng cơ khí.
|
|
1.6
|

|
Máy mài dụng cụ
|
Mài
chu vi và mặt bên
Mài để sinh ra hoặc
mài lại mặt cắt. Chi tiết gia công và sản phẩm vật liệu mài được dẫn động cơ
khí.
|
|
1.7
|
|
Máy mài trụ ngoài
|
Mài
trụ ngoài
Mài để sinh ra các
bề mặt ngoài của một chi tiết gia công quay tròn. Chi tiết gia công và sản phẩm
vật liệu mài được dẫn động cơ khí.
|
|
1.8
|
|
Máy mài trụ ngoài
không tâm
|
Mài
trụ ngoài không tâm
Mài để sinh ra các
mặt ngoài của một chi tiết gia công quay tròn. Chi tiết gia công được dẫn động
cơ khí ở đúng vị trí của nó so với sản phẩm vật liệu mài bởi một bánh điều
khiển và dừng lại trên một ray dẫn hướng nằm giữa hai bánh mài.
|
|
1.9
|
|
Máy mài trụ trong
|
Mài
trụ trong
Mài để sinh ra các
mặt trong của một chi tiết gia công quay tròn. Chi tiết gia công và sản phẩm
vật liệu mài được dẫn động cơ khí.
|
|
1.10
|
|
Máy mài phẳng, bàn
máy tịnh tiến qua lại hoặc quay, trục chính
nằm ngang
|
Mài
phẳng - mài chu vi
Mài để sinh ra các
bề mặt phẳng, ở đó chi tiết gia công được kẹp vào một bàn máy. Chi tiết gia
công và sản phẩm vật liệu mài được dẫn động cơ khí.
|
|
1.11
|
|
Máy mài phẳng, bàn
máy tịnh tiến qua lại hoặc quay, trục chính thẳng đứng
|
Mài
phẳng - mài mặt bên
Mài để sinh ra các
bề mặt phẳng, ở đó chi tiết gia công được kẹp vào một bàn máy. Chi tiết gia
công và sản phẩm vật liệu mài được dẫn động cơ khí.
|
|
1.12
|
|
Máy mài phẳng, trục
chính kép, nằm ngang hoặc thẳng đứng
|
Mài
phẳng - mài mặt bên
Mài các mặt phẳng
song song đối nhau. Chi tiết gia công và sản phẩm vật liệu mài được dẫn động
cơ khí.
|
|
1.13
|

|
Máy mái cắt đứt
|
Cắt
đứt
Mài để sinh ra các
rãnh hoặc các cắt đứt. Chi tiết gia công và sản phẩm vật liệu mài được dẫn hướng
bằng cơ khí.
|
|
1.14
|
|
Máy mài áp lực cao
|
Mài
phẳng
Mài áp lực cao để
sinh ra các bề mặt phẳng ở đó chi tiết gia công được kẹp vào một bàn máy. Chi
tiết gia công và sản phẩm vật liệu mài được dẫn động cơ khí.
|
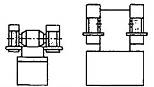
3.4.2 Nhóm 1: Các
máy mài điều khiển bằng tay không có các trục được vận hành bằng năng lượng và
không có điều khiển số
Máy mài không có các
trục được vận hành bằng năng lượng ngoại trừ trục chính bánh mài và các trục
riêng lẻ dùng để định vị thô. Tất cả các chuyển động được khởi động và điều khiển
kế tiếp nhau bởi người vận hành.
Nhóm máy mài này có
thể được trang bị những tính năng sau:
- Trang bị cơ khí cho
dẫn tiến cơ khí;
- Dẫn hướng chi tiết
gia công hoặc dụng cụ bằng tay cho gia công;
- Trang bị điện tử dùng
cho vận tốc bề mặt không thay đổi (CSS);
- Đồ gá chép hình
(như đá mài bán kính, mẫu);
- Dụng cụ đo đường
bao chi tiết gia công (như kính hiển vi);
- Dụng cụ phân độ (dụng
cụ riêng phần);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
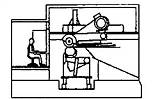
Các máy mài của nhóm
này không có hệ thống điều khiển số hạn chế cũng như đầy đủ (NC).
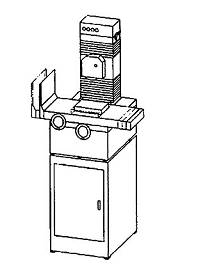
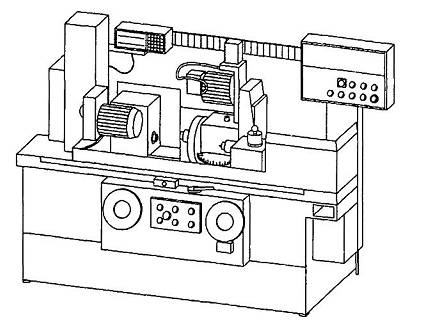
Hình
2 - Ví dụ máy mài nhóm 1
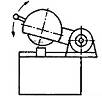
3.4.3 Nhóm 2: Máy
mài điều khiển bằng tay với các trục được vận hành bằng năng lượng và nếu thích
hợp, với khả năng điều khiển số hạn chế
Máy mài với các trục
được vận hành bằng năng lượng đó có thể được vận hành bằng sử dụng các núm xoay
điện tử hoặc như một máy với điều khiển NC có giới hạn bằng vận hành các điều
khiển trên bảng NC.
Chuyển động chạy dao
giữa dụng cụ mài và chi tiết gia công được thực hiện thủ công bằng lực cơ bắp
hoặc dẫn động bằng năng lượng.
Nhóm máy mài này có
thể được trang bị các tính năng sau:
a) tất cả các tính
năng của nhóm 1;
b) một hệ thống điều
khiển số hạn chế (NC) với điều kiện là:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) nội suy trục (tức
là sao chép/sự chép hình xác định trước).
Tuy nhiên, các tính
năng sau không được cung cấp:
- Khởi động chương
trình tự động;
- Hệ thống thay dụng
cụ kích hoạt một cách tự động;
- Hệ
thống thay chi tiết gia công tự động.
Hình
3 - Ví dụ máy mài nhóm 2
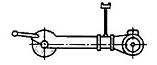
3.4.4 Nhóm 3: Máy
mài điều khiển số
Máy mài có điều khiển
số (NC) cung cấp chức năng tự động.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Một hệ thống điều
khiển số với các chế độ vận hành an toàn khác nhau;
b) Các hệ thống thay
chi tiết gia công tự động;
c) Ổ chứa dụng cụ tự
động, hệ thống chuyển dụng cụ tự động và các hệ thống thay dụng cụ tự động;
d) Tiến hoặc lùi nòng
ụ động tự động;
e) Các thiết bị sửa
đá mài tự động;
f) Các quá trình gia
công thứ cấp (ví dụ phay, tiện, khoan);
g) Các thiết bị tay
lái phụ bổ sung.
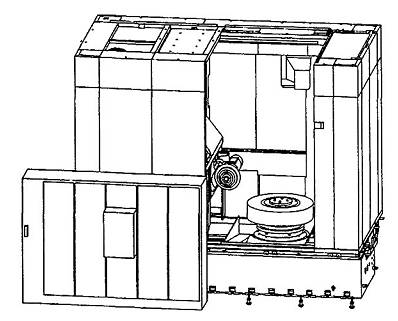
Hình
4 - Ví dụ 1, máy mài nhóm 3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
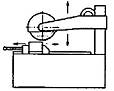
Hình
5 - Ví dụ 2, máy mài nhóm 3
3.5 Các tốc độ và tốc
độ các trục
3.5.1
Tốc độ vận hành tối
đa (maximum operating speed)
Tốc độ cho phép tối
đa được quy định bởi nhà sản xuất sản phẩm vật liệu mài.
3.5.2
Tốc độ cho phép tối
đa (maximum permissible speed)
Tốc độ cho phép tối
đa thiết lập như một thông số máy bởi nhà sản xuất máy.
3.5.3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tốc độ có thể có lớn
nhất xuất hiện trong trường hợp sai lỗi.
3.5.4
Tốc độ giảm bớt
(reduced speed)
Tốc độ bị giới hạn
cho các mục đích liên quan đến an toàn bởi nhà sản xuất máy đến một giá trị cho
phép tối đa.
3.5.5
Tốc độ quay
(rotational speed)
Tốc độ của sản phẩm vật
liệu mài được tính bằng công thức
Trong đó
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
v là vận tốc dài tính
bằng mét trên giây;
D là đường kính ngoài
của sản phẩm vật liệu mài tính bằng milimét.
3.5.6
Vận tốc dài
(peripheral speed)
Tốc độ của sản phẩm vật
liệu mài được tính bằng công thức

Trong đó
n là tốc độ quay tính
bằng vòng trên phút;
v là vận tốc dài tính
bằng mét trên giây;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
Danh mục các mối nguy hiểm nghiêm trọng
4.1
Tổng quan
Nhà sản xuất máy mài
phải tiến hành đánh giá rủi ro theo ISO 12100:2010. Danh sách các mối nguy hiểm
và các tình huống nguy hiểm ở Bảng 2 là kết quả của trách nhiệm và nhận biết mối
nguy hiểm xác định bằng đánh giá rủi ro thực hiện theo ISO 12100:2010, Điều 4 và
5.4 đối với các máy mài được đề cập đến trong phạm vi của tiêu chuẩn này. Các
yêu cầu về an toàn và/hoặc các biện pháp bảo vệ trong các Điều 5 và 6 là dựa
trên việc đánh giá rủi ro và giải quyết các mối nguy hiểm đã xác định bằng cách
loại trừ chúng hoặc giảm bớt những rủi ro phát sinh.
Đánh giá rủi ro giả định
việc tiếp cận đến từ tất cả các hướng có thể nhìn thấy trước được, cũng như sự
khởi động không như mong muốn. Rủi ro cho cả người vận hành lẫn những người
khác có khả năng tiếp cận vùng nguy hiểm được nhận diện, tính đến các mối nguy
hiểm có thể xảy ra trong các điều kiện khác nhau (như vận hành thử máy, cài đặt,
sản xuất, bảo dưỡng, sửa chữa và tháo dời máy) trong suốt tuổi thọ của máy. Hoạt
động đánh giá bao gồm phân tích ảnh hưởng của những hỏng hóc trong hệ thống điều
khiển.
Ngoài ra, người sử dụng
tiêu chuẩn này (ví dụ: người thiết kế, nhà sản xuất và nhà cung cấp) qua việc
đánh giá rủi ro phải xác nhận rằng hoạt động đánh giá rủi ro của máy là hoàn
toàn đầy đủ dưới sự nghiên cứu xem xét với chú ý đặc biệt đến:
a) Việc sử dụng máy
theo dự định bao gồm bảo dưỡng, cài đặt và vệ sinh và việc sử dụng sai mục đích
có thể thấy trước được một cách hợp lý của máy (xem ISO 12100:2010, 3.23 và
3.24), và
b) Nhận biết các mối
nguy hiểm nghiêm trọng có liên quan đến máy.
4.2
Vùng nguy hiểm chính
Những vùng nguy hiểm
chính là:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Thiết bị vận chuyển
dùng để lắp/tháo chi tiết gia công;
c) Các ổ chứa dụng cụ
bên trong và bên ngoài và các cơ cấu thay dụng cụ;
d) Hộp số;
e) Cơ cấu cam.
4.3
Các mối nguy hiểm nghiêm trọng và các tình huống nguy hiểm được đề cập trong
tiêu chuẩn này
Những mối nguy hiểm
nghiêm trọng được đề cập trong tiêu chuẩn này được liệt kê trong Bảng 2. Cách đánh
số điều trong bảng này tham chiếu theo cách đánh số trong ISO 12100:2010, Bảng
B.1.
Bảng
2 - Danh mục các mối nguy hiểm nghiêm trọng và các tình huống nguy hiểm
STTa
Nguyên
nhân cho các mối nguy hiểm và các tình huống nguy hiểm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hậu
quả có thể xảy ra
Điều
khoản tương ứng trong tiêu chuẩn này
1
Mối
nguy hiểm cơ khí
1.1
Sự gần đúng của một
bộ phận chuyển động đến một bộ phận cố định
Các hoạt động bằng
tay trong vùng nằm giữa sản phẩm vật liệu mài và các bộ phận của máy mài, đặc
biệt là giá đỡ gia công hoặc nằm giữa sản phẩm vật liệu mài và chi tiết gia
công
Nghiền
Xé
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mắc kẹt
5.1.2
5.2
5.12
Chuyển động chạy
dao của sản phẩm vật liệu mài đến chi tiết gia công
Nghiền
Xé
Các bộ phận bị văng
ra
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2
Hoạt động bằng tay
trong vùng lân cận của sản phẩm vật liệu mài hoặc trục chính
Vướng mắc
5.1.2
5.2
Kẹp dụng cụ và chi
tiết gia công
Nghiền
Xé
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các bộ phận chuyển
động
Hoạt động trong
vùng của các trục di chuyển, các bộ phận máy chuyển động, và trong vùng của
các thiết bị chất tải tự động trong khi gia công, cài đặt, bảo dưỡng và sửa
chữa.
Chuyển động tịnh tiến
qua lại của bàn máy chi tiết gia công.
Các hoạt động trong
vùng của các bệ làm việc
Va đập
Vướng mắc
Lôi vào
Mắc kẹt
5.1.2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.9
5.12
1.3
Các bộ phận quay
Tiếp xúc không theo
dự định với sản phẩm vật liệu mài quay trong khi lắp và tháo và/hoặc khi đo
Mài xát
Trầy da
Lôi vào
Mắc kẹt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2
5.9
5.10
5.12
1.4
Các bộ phận
nhọn và cắt
Các cạnh sắc
Tiếp xúc không theo
dự định với các cạnh sắc của chi tiết gia công trong khi lắp và tháo và/hoặc
khi đo
Cắt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mài xát
Trầy da
5.1.2
5.2
1.5
Các vật bị rơi hoặc
văng ra
Sự văng ra hoặc rơi
xuống của vật liệu, các bộ phận và các mảnh trong khi khởi động, cài đặt, vận
hành mài, thay sản phẩm vật liệu mài, bảo dưỡng hoặc tháo máy.
Chi tiết gia công
rơi xuống.
Vỡ sản phẩm vật liệu
mài.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nghiền
Xé
Va đập
Găm vào
Đâm thủng
5.1.2
5.2
5.9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.12
5.13
7.2.2
7.2.3
7.2.5
1.6
Trọng lực
Rơi các chi tiết
máy di động được trong khi cài đặt, như trong khi thay sản phẩm vật liệu mài
hoặc chi tiết gia công do trọng lực.
Các hoạt động trong
vùng của các bệ làm việc hoặc tại các kho
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xé
Va đập
5.1.2
5.2
5.12
1.7
Áp lực cao
Tại các bộ phận thủy
lực khi ở tại hoặc ở trong vùng lân cận của máy, đặc biệt là trong khi lắp đặt
và tháo dỡ máy
Sự thâm nhập hoặc
va đập của môi trường dưới áp lực vào trong da/mắt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2
1.8
Độ ổn định
Rơi hoặc lật của một
máy không được cố định hoặc của các bộ phận máy khi ở tại hoặc ở trong vùng
lân cận của máy
Va đập
Nghiền
5.14
7.2.10
1.9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các hoạt động trong
sàn nhà và vùng bước qua tại và xung quanh máy và đưa vào một độ cao do
- sự văng ra hoặc sự
đổ ra của chất lỏng gia công kim loại, các chất bôi trơn hoặc chất lỏng thủy
lực;
- các chất còn lại
chứa trong các chất lỏng bị văng ra;
- rào chắn không đủ
hoặc các thiết bị chứa khác, đặc biệt tại các vị trí mà ở đó có rủi ro của
rơi.
Trượt
Lật nghiêng
Ngã
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2
5.15
2
Mối
nguy hiểm về điện
2.1
Các bộ phận có điện
Tiếp xúc với các bộ
phận có điện
Sốc điện
5.3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các bộ phận trở
thành dẫn điện trong các điều kiện lỗi hỏng
Tiếp xúc với các bộ
phận trở thành dẫn điện trong các điều kiện lỗi hỏng
Tiếp xúc điện
5.3
3
Mối
nguy hiểm do nhiệt
Các vật hoặc các vật
liệu có nhiệt độ cao
Sự bắn tóe của các
tia lửa mài nóng trong khi mài khi ở tại hoặc ở trong vùng lân cận của máy
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.1.2
5.2
4
Mối
nguy hiểm do tiếng ồn
Quá trình gia công
và các bộ phận chuyển động
Tiếng ồn khí động
do
- sản phẩm vật liệu
mài quay;
- rung động của sản
phẩm vật liệu mài và/hoặc chi tiết gia công trong khi mài;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- thổi khí để làm sạch;
khi ở tại hoặc ở
trong vùng lân cận của máy
Suy giảm thính giác
lâu dài
Các mối nguy hiểm
khác (như cơ khí, điện) như là một hậu quả của sự giao tiếp giọng nói bị nhiễu
loạn hoặc sự nhiễu của các tín hiệu âm
5.4
7.2.6
Phụ lục F
Phụ lục G
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các bộ phận rung động
Sự truyền các rung
động từ quá trình mài trên người vận hành tại máy đối với mài được dẫn hướng
bằng tay
Khó chịu
Các bệnh về hệ thần
kinh
Các tổn thương khớp
5.5
7.2.7
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1
Bức xạ điện từ tần
số thấp và cao
Trong quá trình các
hoạt động tại thiết bị điện, đặc biệt là trong khi cài đặt hoặc bảo dưỡng
Tác động lên các mô
cấy hoạt tính, như máy điều hòa nhịp tim, máy khử rung tim
5.6
6.2
Bức xạ quang học
(tia hồng ngoại, ánh sáng nhìn thấy và tia cực tím), bao gồm cả bức xạ laze
Trong quá trình các
hoạt động tại các thiết bị đo và các bộ phát laze đo, đặc biệt là trong khi
cài đặt hoặc bảo dưỡng
Bỏng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6
7
Mối
nguy hiểm do vật liệu/các chất
7.1
Tác nhân sinh vật
và vi sinh vật (vi rút hoặc vi khuẩn)
Tiếp xúc với các chất
lỏng gia công kim loại bị nhiễm bẩn có vi khuẩn khi ở tại hoặc ở trong vùng
lân cận của máy
Nhiễm trùng
5.7.1
7.2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Da tiếp xúc với chất
lỏng gia công kim loại khi ở tại hoặc ở trong vùng lân cận của máy
Tổn thương da
5.7.1
5.7.2
7.3
Hơi
Sự hít vào và lấy
vào các chất được sử dụng hoặc sinh ra trong khi gia công, như bởi các chất lỏng
gia công kim loại khi ở tại hoặc ở trong vùng lân cận của máy
Khó thở
Nhiễm độc
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.7.2
7.4
Vật liệu nguy cơ
cháy
Các mối nguy hiểm
cháy và nổ
a) trong khi gia
công vật liệu dễ cháy, như nhôm, magie
b) khi sử dụng vật
liệu dễ cháy, như dầu chứa trong chất lỏng gia công kim loại
Bỏng do cháy và nổ
5.7
5.7.3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ lục I
Phụ lục J
8
Mối
nguy hiểm ecgônômi
8.1
Thiết kế hoặc vị trí
của các bộ chỉ thị và các bộ hiển thị quang học
Sự đánh giá sai
thông tin đã chỉ thị tại vị trí của người vận hành
Các mối nguy hiểm
khác (như cơ khí, điện) là hậu quả của lỗi do con người
5.8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thiết kế, vị trí hoặc
nhận biết các thiết bị điều khiển
Sự vận hành hỏng của
máy tại vị trí của người vận hành
5.8
8.3
Sự gắng sức
Tại các thiết bị điều
khiển và trong khi vận chuyển
Xem xét không thỏa
đáng của giải phẫu về bàn tay/cánh tay hoặc bàn chân/chân trong khi thay chi
tiết gia công hoặc dụng cụ
Mệt mỏi
5.8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tư thế cơ thể
Sự rối loạn của hệ
thống cơ xương
5.8
8.5
Các hoạt động lặp lại
Mệt mỏi
5.8
8.6
Tầm nhìn, ánh sáng
cục bộ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
trong khi lắp/tháo,
cài đặt, thay đổi sản phẩm vật liệu mài và bảo dưỡng tại các vị trí lắp/tháo
và thay các sản phẩm vật liệu mài
Mệt mỏi
Các mối nguy hiểm
khác (như cơ khí, điện) là hậu quả của lỗi do con người
5.8
9
Mối
nguy hiểm liên quan đến môi trường trong đó máy được sử dụng
Lỗi do con người
Sử dụng sai mục
đích có thể thấy trước một cách hợp lý,
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vận chuyển và chỉnh
đặt không thích hợp chi tiết gia công và sản phẩm vật liệu mài
Thiết kế không đủ
không gian làm việc và/hoặc quá trình gia công
Xem xét không thỏa
đáng của giải phẫu về bàn tay/cánh tay hoặc bàn chân/chân
Lắp đặt không đúng
Tất cả các mối nguy
hiểm liệt kê ở trên
5.2.6
7.2.4
7.2.11
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10.1
Lỗi nguồn điện
Rơi hoặc văng ra của
các bộ phận máy đang chuyển động hoặc chi tiết gia công hoặc dụng cụ đã gá lắp
hoặc các mảnh vỡ của chúng
Lỗi của điều khiển
dừng đối với các bộ phận đang chuyển động
Nghiền
Xé
Va đập
Cắt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lôi vào
Mắc kẹt
Găm vào
Đâm thủng
Mài xát
Trầy da
5.9
5.11
10.2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các chuyển động
không được điều khiển (gồm cả thay đổi về tốc độ)
Khởi động không
theo dự định/không mong muốn
5.9
5.10
10.3
Lỗi hệ thống điều
khiển
Rơi hoặc văng ra của
các bộ phận máy đang chuyển động hoặc chi tiết gia công hoặc dụng cụ đã gá lắp
Lỗi của điều khiển
dừng đối với các bộ phận đang chuyển động
Các chuyển động
không được điều khiển (gồm cả thay đổi về tốc độ)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các sự cố nguy hiểm
khác do thiết kế lỗi hoặc thiết kế kém hệ thống điều khiển
Biến đổi của tốc độ
dụng cụ (trong khi cài đặt)
5.9
5.10
5.12
a
Bảng 2 đề cập các mối nguy hiểm cụ thể cho các máy mài từ Bảng B.1 trong ISO
12100:2010, Phụ lục B. Số thứ tự các điều trong cột này cũng tham chiếu theo
bảng đó.
5
Yêu cầu và/hoặc các biện pháp an toàn
5.1
Yêu cầu chung
5.1.1 Tổng quan
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với hướng dẫn có
liên quan tới việc giảm rủi ro thông qua thiết kế, xem ISO 12100:2010, 6.2; đối
với các biện pháp bảo vệ an toàn, xem ISO 12100:2010, 6.3.
Người thiết kế phải
xét đến các mối nguy hiểm có thể xảy ra trong suốt tuổi thọ của máy đối với người
vận hành và những người khác phải tiếp cận vào vùng nguy hiểm trong các trường
hợp chủ định sử dụng, bao gồm cả việc sử dụng sai mục đích có thể thấy trước một
cách hợp lý (xem ISO 12100:2010, 3.23 và 3.24). Phải xem xét các mối nguy hiểm
đối với cả hoạt động gia công và/hoặc các hoạt động đòi hỏi sự can thiệp của
người vận hành và/hoặc những người khác (ví dụ như cài đặt, làm sạch, bảo dưỡng
và sửa chữa). Phép phân tích hỏng hóc của các bộ phận máy, bao gồm hỏng hóc
trong hệ thống điều khiển, là một phần của việc đánh giá rủi ro và hướng dẫn về
vấn đề này được đưa ra trong TCVN 7384-1 (ISO 13849-1). Vì vậy, các yêu cầu độ
tin cậy đối với các chức năng an toàn được định nghĩa là mức đặc tính (PL), phù
hợp với TCVN 7384-1 (ISO 13849-1) (xem 5.12 b).
Tất cả các yêu cầu
và/hoặc các biện pháp bảo vệ đưa ra trong Điều 5 này để áp dụng cho tất cả các
nhóm máy mài, trừ trường hợp có viện dẫn cụ thể.
5.1.2 Các yêu cầu đối
với các bộ phận bảo vệ cho tất cả các nhóm máy mài
5.1.2.1 Tổng quan
Các bộ phận bảo vệ phải
phù hợp với ISO 14120. Các hệ thống cố định của các bộ phận bảo vệ cố định phải
vẫn được gắn với các bộ phận bảo vệ hoặc với máy khi gỡ bỏ các bộ phận bảo vệ.
Yêu cầu này không nhất thiết áp dụng cho các bộ phận bảo vệ cố định, ví dụ như
bộ phận bảo vệ chỉ phải gỡ bỏ khi máy được thay mới hoàn toàn, khi các sửa chữa
mở rộng nhiều hơn là cần thiết hoặc khi máy được tháo ra để chuyển sang vị trí
khác.
5.1.2.2 Vị trí và an
toàn
Theo các yêu cầu sau:
a) Chiều cao và vị
trí: nếu các bộ phận bảo vệ được lắp trên sàn (ví dụ hàng rào bao quanh) thì
chúng phải được cố định một cách vững chắc và có chiều cao tối thiểu là 1,4 m.
Khoảng cách đến vùng nguy hiểm phải phù hợp với ISO 13857:2008, Bảng 2. Bất kỳ
khe hở giữa đáy bộ phận bảo vệ và sàn không được vượt quá 180 mm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu đòi hỏi phải tiếp
cận đến các bộ phận này trong quá trình vận hành bình thường máy, thì phải có
các bộ phận bảo vệ di động được khóa liên động (xem c)).
CHÚ THÍCH: Các bộ phận
bảo vệ di động được khóa liên động không phải lúc nào cũng cần thiết đối với
các máy nhóm 1 và 2.
c) Khóa liên động của
các bộ phận bảo vệ
1) Các bộ phận bảo vệ
di động được phải được khóa liên động với chốt bảo vệ hoặc không cần tới chốt bảo
vệ phù hợp với ISO 14119 nhằm ngăn chặn việc tiếp cận đến các chuyển động nguy
hiểm của máy. Việc lựa chọn các thiết bị khóa liên động phải phù hợp với ISO
14119:1998, Điều 7;
2) Khi xuất hiện lỗi
của thiết bị khóa liên động, như chức năng và/hoặc các bố trí, phải dẫn đến kết
quả dừng loại 1 của máy phù hợp với IEC 60204-1:2009, 9.2.2;
3) Đối với các yêu cầu
có liên quan tới chức năng an toàn của các thiết bị khóa liên động gắn trên các
bộ phận bảo vệ di động được, xem 5.12 b) 1).
5.2
Các yêu cầu riêng xuất phát từ các mối nguy hiểm cơ khí được nhận biết trong Bảng
2, số thứ tự 1.1 - 1.4, 1.6 và 1.7
5.2.1
Nhóm máy 1, các máy mài điều khiển bằng tay không có các trục được vận hành bằng
năng lượng và không có điều khiển số
Theo các yêu cầu sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Yêu cầu này thường được
đáp ứng bởi bộ phận bảo vệ sản phẩm vật liệu mài phù hợp với 5.13.2.1.
b) Trong trường hợp
việc định vị thô có điều khiển bằng công suất, tốc độ của các trục lớn nhất phải
là 2 m/min. Điều khiển các chuyển động phải được tác động bằng một thiết bị giữ-để
chạy (xem 5.12 b) 2)) hoặc bằng một núm xoay điện tử (xem 5.12 b) 3)).
c) Đối với lắp và
tháo hoặc đo lường, phải có dụng cụ bổ sung hoặc thực hiện các biện pháp phòng
ngừa để ngăn chặn tiếp xúc với sản phẩm vật liệu mài đang quay, trừ đối với các
máy mà chi tiết gia công được dẫn hướng bằng tay. Việc này có thể bao gồm một
hoặc nhiều biện pháp sau:
1) Dừng chuyển động
quay của sản phẩm vật liệu mài;
2) Trang bị các bộ phận
bảo vệ an toàn;
3) Định vị trí sản phẩm
vật liệu mài sao cho nó không thể bị chạm tới bởi người vận hành (về các khoảng
cách an toàn, khoảng cách giữa sản phẩm vật liệu mài và chi tiết gia công ít nhất
là 200 mm).
CHÚ THÍCH: Sai lệch
so với ISO 13857 do khu vực gia công nhỏ.
d) Các máy mài cắt đứt
đối với cắt đứt dẫn hướng cơ khí phù hợp với Bảng 1, số thứ tự 1.3 phải có các
biện pháp để đảm bảo rằng bánh mài cắt đứt tự động chuyển động quay lại vị trí
ban đầu của nó sau khi sử dụng. Nó phải ở nguyên vị trí đó và được che chắn bảo
vệ một cách tự động chống lại sự tiếp xúc cho đến khi bánh mài cắt đứt đã dừng
hẳn.
e) Các máy mài khung
xoay và các máy mài cắt đứt khung xoay phù hợp với Bảng 1, số thứ tự 1.4 phải được
trang bị một đối trọng cân bằng điều chỉnh được sao cho ụ mài chuyển động ra xa
khỏi chi tiết gia công sau khi nhả cần điều khiển.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
g) Ở các máy mài cắt
đứt khung xoay dùng để cắt đứt dẫn hướng bằng tay, ụ mài chỉ có thể xoay được
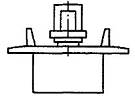
góc đến 60° kể từ trục thẳng đứng về hai phía (xem Hình 7).
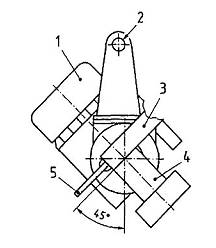
CHÚ THÍCH
1 động
cơ
2 cơ
cấu treo
3 bộ phận bảo vệ
4 trục xoay
5 bánh mài
Hình
6 - Máy mài khung xoay
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
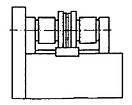
CHÚ THÍCH
1 động
cơ
2
cơ cấu treo
3 bộ phận bảo vệ
4 trục xoay
5 bánh mài cắt đứt
Hình
7 - Máy mài cắt đứt khung xoay
h) Các máy mài kiểu
băng hoặc kiểu bệ đỡ phù hợp với Bảng 1, số thứ tự 1.1 và 1.2 phải có một tấm
che trong suốt dùng cho việc bảo vệ mặt và đặc biệt là các mắt của người vận
hành chống lại các hạt mái nhỏ và các tia lửa mài.
Các tấm che này phải
có độ bền đủ chịu va đập và mài xước sao cho chúng không bị vỡ hoặc bị nứt
trong trường hợp bị tải va đập, như trong khi vận chuyển các chi tiết gia công,
và sao cho sự mài xước bề mặt gây ra bởi hạt đá mài bị bắn ra và các tia lửa
mài được giảm thiểu. Ví dụ về loại vật liệu làm tấm che thích hợp là
polycarbonate.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các kích thước tối
thiểu của tấm che được cho trong A.3.4.
i) Ở nhóm máy mài 1,
việc khởi động không theo dự định của trục chính bánh mài và, nếu có, của trục
dùng để định vị thô phải được ngăn ngừa phù hợp với TCVN 7300:2003 (ISO
14118:2000), Điều 6.
j) Trục chính bánh
mài có thể được vận hành nếu một bộ phận bảo vệ sản phẩm vật liệu mài phù hợp với
5.13.2.1 được trang bị và tốc độ chu vi của sản phẩm vật liệu mài bị giới hạn đến
các giá trị v ≤ 50 m/s. Đối với việc giám sát tốc độ trục chính được làm giảm của
trục chính bánh mài, xem 5.12 b) 5). Chuyển động quay của trục chính chỉ được
kích hoạt bằng tay bởi một thiết bị điều khiển (như một nút khởi động) cung cấp
cho mục đích đó (xem 5.12 b) 14)).
5.2.2
Nhóm máy 2, các máy mài điều khiển bằng tay với các trục được vận hành bằng
năng lượng và, nếu thích hợp, với khả năng điều khiển số hạn chế
Theo các yêu cầu sau:
a) Bảo vệ chống lại
tiếp xúc với các sản phẩm vật liệu mài
Các máy phải được
trang bị biện pháp ngăn ngừa tiếp xúc không theo dự định với sản phẩm vật liệu
mài. Toàn bộ sản phẩm vật liệu mài phải được che chắn bảo vệ trừ phần cần thiết
để hở ra để làm việc.
Yêu cầu này thường được
đáp ứng bởi bộ phận bảo vệ sản phẩm vật liệu mài phù hợp với 5.13.2.1.
b) Tiếp cận vào khu vực
gia công
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Việc chạm tới các
điểm mắc kẹt và vướng mắc tại các bộ phận đang quay trong khu vực gia công, như
tại các mâm cặp, chi tiết gia công, phải được ngăn ngừa bằng các bộ phận bảo vệ
cố định và/hoặc di động được.
d) Các điểm xé và
nghiền bên ngoài khu vực gia công, như ở giữa bàn máy chuyển động tịnh tiến qua
lại và các bộ phận máy tĩnh tại (gồm cả các tủ điện) và tại các công tắc chuyển
động qua lại (như trên các máy mài phẳng) phải được ngăn ngừa bằng thiết kế hoặc
được che chắn bảo vệ an toàn.
e) Đối với các can
thiệp bằng tay, như tháo và lắp hoặc đo lường, dụng cụ bổ sung hoặc các biện
pháp phòng ngừa phải được cung cấp hoặc thực hiện để ngăn ngừa sự tiếp xúc với
sản phẩm vật liệu mài đang quay. Việc này có thể bao gồm một hoặc nhiều nội
dung sau:
1) Dừng chuyển động
quay của sản phẩm vật liệu mài;
2) Trang bị các bộ phận
bảo vệ an toàn tự động;
3) Định vị trí sản phẩm
vật liệu mài sao cho nó không thể bị chạm tới bởi người vận hành (về các khoảng
cách an toàn, khoảng cách giữa sản phẩm vật liệu mài và chi tiết gia công ít nhất
là 200 mm).
CHÚ THÍCH: Sai lệch
so với ISO 13857 do khu vực gia công nhỏ.
f) Chế độ vận hành an
toàn
Chỉ cho phép chế độ
MSO 0 phù hợp với 5.2.7.2. Sai khác so với 5.2.7.2 c), tốc độ
trục được làm giảm của chuyển động tịnh tiến qua lại dọc theo bàn máy có thể tối
đa bằng 25 m/min ở các máy mài phẳng, nếu chỉ tồn tại duy nhất một mối nguy hiểm
đánh lửa.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.3
Nhóm máy 3, các máy mài điều khiển số
5.2.3.1 Tiếp cận vào
khu vực gia công
Phải trang bị các bộ
phận bảo vệ để giảm nhẹ các rủi ro được liệt kê ở Bảng 2 (vướng mắc, nghiền,
xé, v.v) bằng việc ngăn ngừa tiếp cận vào các bộ phận nguy hiểm của máy. Hướng
dẫn chung để chọn lựa các bộ phận bảo vệ an toàn, ở đó các mối nguy hiểm từ các
bộ phận đang chuyển động không thể tránh được bằng thiết kế được cho trong ISO
12100:2010, 6.3.2, 6.3.3. Đối với các tính chất của các bộ phận bảo vệ để giảm
thiểu mối nguy hiểm của việc văng ra, xem 5.13.
5.2.3.2 Yêu cầu
riêng đối với các bộ phận bảo vệ
Các yêu cầu riêng đối
với các bộ phận bảo vệ cho các máy nhóm 3 như sau:
a) Khóa liên động của
các bộ phận bảo vệ
1) Tất cả các bộ phận
bảo vệ mà qua nó tiếp cận thường xuyên vào chuyển động nguy hiểm được yêu cầu
trong khi vận hành phải được thiết kế là các bộ phận bảo vệ di động được khóa
liên động (cũng xem 5.1.2.2 c)). Việc mở một bộ phận bảo vệ di động được hoặc sự
kích hoạt một thiết bị bảo vệ phải gây ra các chuyển động nguy hiểm để dừng lại
và chuyển động thêm nữa sẽ được ngăn chặn (xem TCVN 7300 (ISO 14118)). Nếu các
bộ phận bảo vệ di động được đưa ra tiếp cận vào khu vực gia công và các mối
nguy hiểm bởi các chuyển động đi kèm theo phát sinh, chúng phải được trang bị bổ
sung khóa liên động. Phải tính đến các biện pháp để giảm thiểu sự thất bại có thể
xảy ra của thiết bị khóa liên động (xem ISO 14119:1998, các Điều 5 và Điều 7).
2) Khi người có thể
tiếp cận toàn bộ cơ thể hoặc có thể vẫn ở trong khu vực nguy hiểm mà người vận
hành không nhìn thấy, phải trang bị biện pháp để ngăn chặn khởi động lại, như dụng
cụ bảo vệ cảm biến sự có mặt hoặc sự ngăn chặn đóng kín cửa bằng các chìa khóa
liên kết.
CHÚ THÍCH: Chìa khóa
liên kết là một thiết bị khóa liên động cho phép mở cửa sau khi kích hoạt chức
năng dừng đối với các chuyển động nguy hiểm bằng chìa khóa của nó.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Phải áp dụng các
yêu cầu của 5.2.3.2 a).
2) Nếu các bộ phận bảo
vệ vận hành bằng công suất cho người vận hành tiếp cận được trang bị, thì chúng
phải phù hợp với ISO 12100:2010, 6.3.3.2.6 và phải được trang bị một thiết bị bảo
vệ để tránh các mối nguy hiểm xé và nghiền ở cạnh phía trước. Nếu các cạnh cảm
biến áp suất được trang bị, chúng phải được lắp trên chiều dài tổng của cạnh
phía trước hoặc đến một độ cao 2,50 m so với sàn hoặc bệ, nếu chiều cao của bộ
phận bảo vệ lớn hơn 2,50 m. Cạnh cảm biến áp suất phải phù hợp với ISO 13856-2.
Chức năng an toàn của bộ phận bảo vệ phải tuân theo 5.12 b) 9).
3) Lực để ngăn cản cửa
đóng lại không được vượt quá 75 N và động năng của bộ phận bảo vệ không được vượt
quá 4 J. Khi bộ phận bảo vệ được lắp cùng với một thiết bị bảo vệ mà nó tự động
kích hoạt việc mở lại của bộ phận bảo vệ, lực này tối đa có thể bằng 150 N và động
năng tối đa bằng 10 J (xem ISO 14120:2002, 5.2.5.2). Các yêu cầu này chỉ áp dụng
với giả thiết rằng các cạnh phía trước có một bề rộng tối thiểu bằng 8 mm và rằng
không xảy ra chuyển động xé. Tại cạnh bên nằm giữa bộ phận bảo vệ di động được
và vỏ máy, bề rộng khe hở không được vượt quá 4 mm.
4) Nếu các yêu cầu của
b) 2 và b) 3) không thể đáp ứng thì phải có thiết bị bảo vệ vị trí cố định
khác, ví dụ như một thiết bị điều khiển bằng hai tay.
5) Không thể khởi động
được chuyển động của máy cho đến khi bộ phận bảo vệ được đóng hoàn toàn. Việc
đóng bộ phận bảo vệ có thể được sử dụng làm một lệnh khởi động cho máy, khi hệ
thống bộ phận bảo vệ đáp ứng các yêu cầu của ISO 12100:2010, 6.3.3.2.5.
6) Các yêu cầu này chỉ
phải áp dụng cho các bộ phận bảo vệ như đã định nghĩa trong ISO 12100:2010,
3.27.
5.2.3.3 Yêu cầu
riêng bổ sung
Các yêu cầu riêng bổ
sung cho các máy nhóm 3 như sau:
a) Tiếp cận vào khu vực
gia công là được phép theo các yêu cầu ở 5.2.7 đối với các chế độ vận hành máy.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Bảo vệ tiếp xúc
Đối với các can thiệp
bằng tay trong chế độ MSO 1 như tháo và lắp hoặc đo lường, dụng cụ bổ sung hoặc
các biện pháp phòng ngừa phải được cung cấp hoặc thực hiện để ngăn ngừa sự tiếp
xúc với sản phẩm vật liệu mài đang quay. Việc này có thể bao gồm nội dung sau:
1) Dừng chuyển động
quay của sản phẩm vật liệu mài;
2) Trang bị một bộ phận
bảo vệ an toàn tự động;
3) Định vị trí sản phẩm
vật liệu mài sao cho nó không thể bị chạm tới bởi người vận hành (về các khoảng
cách an toàn xem trong ISO 13857).
d) Chế độ vận hành an
toàn
MSO 1 và MSO 2 là bắt
buộc đối với nhóm máy này. MSO 0, MSO 3 và MSO bảo dưỡng là tùy chọn.
e) Đối với chế độ MSO
0, phải áp dụng các yêu cầu cho các máy nhóm 2 (xem 5.2.2).
5.2.4
Thiết bị kẹp dụng cụ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với các phương
pháp kẹp chặt các sản phẩm vật liệu mài và các yêu cầu an toàn cho các thiết bị
kẹp dụng cụ, xem Phụ lục D và Phụ lục E.
5.2.5
Kẹp chi tiết gia công
5.2.5.1 Quy
định chung
Các máy mài phải được
trang bị các thiết bị kẹp chặt, giữ hoặc dẫn hướng các chi tiết gia công để
ngăn ngừa chúng không chuyển động ngược lại. Việc mở và đóng các thiết bị kẹp
chi tiết gia công dùng để thay chi tiết gia công bằng tay có thể thực hiện ở tất
cả các chế độ vận hành an toàn.
5.2.5.2 Giá
đỡ chi tiết gia công
a) Các máy mài không
có thiết bị kẹp chi tiết gia công (so sánh Bảng 1, số thứ tự 1.1 và 1.2) phải
được trang bị các giá đỡ chi tiết gia công có khả năng điều tiết một cách an
toàn các lực sinh ra.
b) Các giá đỡ chi tiết
gia công phải điều chỉnh được đối với sự mài mòn của sản phẩm vật liệu mài sao
cho khoảng cách giữa sản phẩm vật liệu mài và giá đỡ chi tiết gia công sẽ không
vượt quá 2 mm. Nó ít nhất phải có cùng bề rộng với sản phẩm vật liệu mài mà
theo đó để thiết kế máy mài và nó phải là kết cấu chắc chắn và được gắn một
cách vững chắc vào máy mài.
5.2.5.3 Thiết bị kẹp
chi tiết gia công vận hành bằng năng lượng
a) Các máy mài có các
thiết bị kẹp vận hành bằng năng lượng phải được trang bị sao cho trong trường hợp
các tổn thất năng lượng kẹp hoặc nếu lực khởi động của thiết bị kẹp giảm xuống
dưới một giá trị tối thiểu cài đặt trước, thì quá trình gia công được ngăn chặn
hoặc dừng máy loại 1 phù hợp với IEC 60204-1 phải được kích hoạt. Đối với các
thiết bị kẹp chi tiết gia công đang quay, sự quay của trục chính kẹp gia công vận
hành bằng năng lượng không có hoặc có lực khởi động giảm được cho phép để định
vị chi tiết gia công trong các trường hợp ngoại lệ, nếu không có mối nguy hiểm
gây ra bởi sự văng ra của chi tiết gia công. Tốc độ trục chính giảm bớt của trục
chính kẹp gia công đối với chế độ vận hành liên quan không được vượt quá.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Ở các thiết bị kẹp
chi tiết gia công đang quay, việc mở thiết bị kẹp không thể thực hiện được với
trục chính kẹp gia công đang quay (xem 5.12 b) 7)).
d) Đối với việc lắp bằng
tay, phải tránh tổn thương của các ngón tay trong quá trình vận hành thiết bị kẹp
[cài đặt trước hành trình mỏ kẹp tối đa < 4 mm (xem ISO 13857)].
e) Các thiết bị kẹp
chi tiết gia công đang quay phải được ghi nhãn rõ ràng với tốc độ cho phép tối
đa của chúng.
f) Tình trạng của thiết
bị kẹp phải được báo hiệu cho người vận hành.
Trong trường hợp có lỗi
hỏng hoặc gián đoạn của năng lượng kẹp, chức năng kẹp phải giữ được hoặc thiết
kế của máy mài hoặc bộ phận bảo vệ phải đảm bảo rằng không bộ phận nào có thể bị
văng ra.
5.2.6
Các trục thẳng đứng hoặc nghiêng dưới tác dụng của trọng lực
Phải đưa ra các biện
pháp để ngăn ngừa chuyển động nguy hiểm của các trục thẳng đứng hoặc nghiêng dưới
tác dụng của trọng lực (ví dụ hệ thống phanh). Đối với các yêu cầu liên quan đến
kiểm soát chức năng an toàn cho việc phòng ngừa sự rơi xuống không mong muốn của
các trục thẳng đứng hoặc nghiêng, xem 5.12 b) 13).
5.2.7
Các chế độ vận hành máy
5.2.7.1 Lựa chọn chế
độ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Để lựa chọn một chế
độ
1) Việc chọn một chế
độ vận hành an toàn phải là bằng công tắc nút bấm, mã truy cập hoặc bằng phương
tiện bảo đảm tương tự khác và chỉ được cho phép từ phía ngoài khu vực gia công.
Chế độ đã chọn phải nhìn thấy được một cách dễ dàng (như bằng sự hiển thị hoặc
bằng vị trí của công tắc lựa chọn). Việc chọn một chế độ không được kích hoạt một
tình huống nguy hiểm. Nếu sử dụng một công tắc lựa chọn chế độ có thể khóa được
thì nó phải phù hợp với ISO 12100:2010, 6.2.11.10 và IEC 60204-1:2009, 9.2.3.
2) Cơ cấu lựa chọn chế
độ và các sắp xếp hệ thống điều khiển liên quan phải đảm bảo rằng chỉ một chế độ
được chọn và được thực hiện chức năng ở bất kỳ một thời điểm nào. Đối với các
yêu cầu về chức năng an toàn cho lựa chọn chế độ, xem 5.12 b) 10).
3) Đối với việc lựa
chọn chế độ MSO 3 (xem 5.2.7.5), một cơ cấu tách riêng là cần thiết, nó phải
đáp ứng các yêu cầu ở 1) và 2).
5.2.7.2 MSO 0: Chế độ
bằng tay
Khi chế độ MSO 0 được
chọn và các bộ phận bảo vệ di động được được mở ra hoặc khi máy không yêu cầu
các bộ phận bảo vệ chống lại các mối nguy hiểm cơ khí như quy định trong 5.2,
thì áp dụng các yêu cầu sau:
a) Trục chính bánh
mài có thể được vận hành nếu một bộ phận bảo vệ sản phẩm vật liệu mài phù hợp với
5.13.2.1 được cung cấp và vận tốc dài của sản phẩm vật liệu mài được giới hạn đến
giá trị v ≤ 50 m/s. Đối với giám sát tốc độ giảm bớt của trục chính bánh mài,
xem 5.12 b) 5). Chuyển động quay của trục chính chỉ được kích hoạt bằng tay bằng
một cơ cấu điều khiển (như một nút bấm khởi động) dùng cho mục đích đó (xem
5.12 b) 14));
b) Chuyển động chạy
dao giữa sản phẩm vật liệu mài và chi tiết gia công phải tác động bằng tay. Tối
đa 2 chuyển động trục cũng có thể được điều khiển số, có thể được kích hoạt đồng
thời bằng một nút bấm khởi động (xem 5.12 b) 14)) trong khi trục chính bánh mài
đang quay. Các chuyển động vào dao của tất cả các trục khác có thể được tác động
bằng tay bằng các tay quay, vận hành bằng năng lượng bằng các núm xoay điện tử
(xem 5.12 b) 3)) hoặc bằng các thiết bị giữ-để-chạy (xem 5.12 b) 2));
c) Các trục phải chuyển
động ở tốc độ giảm bớt như sau (xem 5.12 b) 6)):
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Tối đa 5 m/min đối
với hành trình lớn hơn 1 m cho đến 5 m, và
3) Tối đa 10 m/min đối
với hành trình lớn hơn 5 m kết hợp với một thiết bị bảo vệ (ví dụ như một thiết
bị điều khiển hai tay hoặc một tấm đệm nhạy áp) đảm bảo người vận hành đang đứng
ở vị trí an toàn;
d) Vận tốc dài của trục
chính kẹp gia công phải được giới hạn đến giá trị tối đa là 0,7 m/s đối với các
thiết bị kẹp hoặc các chi tiết gia công có đường kính lên đến 500 mm. Đối với
các đường kính lớn hơn, việc giới hạn vận tốc dài đến giá trị tối đa là 1,3 m/s
phải được áp dụng, nhưng không lớn hơn 50 min-1 ở tốc độ giảm bớt. Đối
với việc giám sát tốc độ giảm bớt của trục chính kẹp gia công, xem 5.12 b) 5).
CHÚ THÍCH: Các giá trị
đối với tốc độ giảm bớt của lượng chạy dao, quay và dài cho trong a), c) và d)
là các giá trị tối đa. Trong khuôn khổ của việc đánh giá rủi ro, chúng được giảm
bớt phù hợp với tình trạng nguy hiểm cụ thể của máy, nếu thích hợp.
5.2.7.3 MSO 1: Chế độ
tự động
Khi chế độ MSO 1 được
chọn và các bộ phận bảo vệ di động được được mở ra, thì áp dụng các yêu cầu
sau:
a) Không có chuyển động
của các chi tiết máy phải có thể thực hiện được, và tất cả các trục và các trục
chính phải dừng an toàn (xem 5.12 b) 12)) hoặc dừng vận hành an toàn (xem 5.12
b) 11)). Ngoại trừ các chuyển động sau:
1) Để kẹp chi tiết
gia công bằng tay, xem 5.2.5.
2) Chuyển động quay của
(các) trục chính mang phôi phải được điều khiển bằng điều khiển giữ-để-chạy
[xem 5.12 b) 2)] và không được vượt quá 5 min-1 và vận tốc dài không
được vượt quá 5 m/min đối với thiết bị kẹp gia công tiêu chuẩn lớn nhất đã mô tả
trong hướng dẫn sử dụng. Tốc độ giảm bớt phải được giám sát [xem 5.12 b) 5)].
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Vận tốc dài của các
sản phẩm vật liệu mài phải được giới hạn đến giá trị v ≤ 50 m/s, ở đó các yêu cầu
của 5.2.3.3 c) (bảo vệ tiếp xúc) và 5.13.2.1 (bộ phận bảo vệ sản phẩm vật liệu
mài) được đáp ứng, hoặc
- Vận tốc dài của các
sản phẩm vật liệu mài phải được giới hạn đến giá trị v ≤ 16 m/s, ở đó bộ phận bảo
vệ sản phẩm vật liệu mài theo 5.13.2.1 không được trang bị và các yêu cầu của 5.2.3.3
c) không đáp ứng.
Đối với việc giám sát
tốc độ giảm bớt của trục chính bánh mài, xem 5.12 b) 5).
CHÚ THÍCH: Đối với việc
làm sạch bằng tay các chỗ mảnh vỡ của sản phẩm vật liệu mài bằng đá sửa, yêu cầu
đối với bảo vệ tiếp xúc có thể được đáp ứng bằng cách sử dụng trang bị bảo vệ
cá nhân là đối tượng cho kết quả của đánh giá rủi ro, nếu thích hợp (xem Điều
7).
Khi chế độ MSO 1 được
chọn và các bộ phận bảo vệ di động được đóng lại, tất cả các chuyển động đã lập
trình của các chi tiết máy là có thể thực hiện được và máy chỉ được khởi động
hoặc khởi động lại bằng sự kích hoạt của thiết bị khởi động. Sự giám sát tốc độ
cho phép tối đa của trục chính bánh mài phải là chủ động (xem 5.12 b) 5)); (ngoại
trừ: môtơ không đồng bộ vận hành bằng điện lưới).
5.2.7.4 MSO 2: Chế độ
cài đặt
Chế độ vận hành này
không dự định dùng cho gia công.
Khi chế độ MSO 2 được
chọn và các bộ phận bảo vệ di động được được mở ra, thì áp dụng các yêu cầu
sau:
a) Trục chính bánh
mài có thể được vận hành bằng sử dụng một thiết bị khởi động, với điều kiện là
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Vận tốc dài của các
sản phẩm vật liệu mài phải được giới hạn đến giá trị v ≤ 16 m/s, ở đó bộ phận bảo
vệ sản phẩm vật liệu mài theo 5.13.2.1 không được trang bị và các yêu cầu của 5.2.3.3
c) không đáp ứng.
Đối với việc giám sát
tốc độ giảm bớt của trục chính bánh mài, xem 5.12 b) 5).
b) Các trục phải chuyển
động ở một tốc độ giảm bớt như sau (xem 5.12 b) 6)):
1) Tối đa 2m/min;
2) Tối đa 5 m/min đối
với hành trình lớn hơn 1 m cho đến 5 m;
3) Tối đa 10 m/min đối
với hành trình lớn hơn 5 m kết hợp với một thiết bị bảo vệ (ví dụ như một thiết
bị điều khiển hai tay hoặc một tấm đệm nhạy áp) đảm bảo người vận hành đang đứng
ở vị trí an toàn.
Việc điều khiển các
chuyển động phải được tác động bằng một thiết bị giữ-để-chạy (xem 5.12 b 2)) hoặc
bằng một núm xoay điện tử (xem 5.12 b) 3)).
Đối với thiết bị giữ-để-chạy
hoặc núm xoay điện tử, PLr thấp hơn so với đã quy định trong 5.12 b)
là đủ, nếu có một cơ hội hiện thực tránh được mối nguy hiểm. Việc này có thể được
giả thiết, nếu tốc độ giảm bớt của các trục bị giới hạn đến một giá trị thấp
hơn 0,5 m/min (xem 5.12 b) 6)).
c) Việc giới hạn tốc
độ của trục chính kẹp gia công vận hành bằng năng lượng đến giá trị n ≤ 50 min-1
nhưng không lớn hơn 1,3 m/s, được đo tại đường kính của thiết bị kẹp hoặc, nếu
đường kính chi tiết gia công lớn hơn, thì đo tại đường kính chi tiết gia công lớn
nhất. Đối với việc giám sát tốc độ giảm bớt của trục chính kẹp gia công, xem
5.12 b) 5). Việc điều khiển chuyển động phải được tác động bằng một thiết bị giữ-để-chạy
(xem 5.12 b) 2)) hoặc bằng một núm xoay điện tử (xem 5.12 b) 3)) hoặc bằng một
nút bấm khởi động kết hợp với một cơ cấu cho phép kích hoạt (xem 5.12 b) 4)).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với thiết bị giữ-để-chạy
hoặc núm xoay điện tử, PLr thấp hơn so với đã quy định trong 5.12 b)
là đủ, nếu có một cơ hội hiện thực là tính khốc liệt của tổn thương mong muốn
là thấp. Việc này có thể được giả thiết, nếu không tồn tại các mối nguy hiểm do
mắc kẹt, vướng mắc, lôi vào, v.v.
CHÚ THÍCH: Các giá trị
đối với tốc độ giảm bớt của lượng chạy dao, quay và dài cho trong a) đến c) là
các giá trị tối đa. Trong khuôn khổ của việc đánh giá rủi ro, chúng được rút gọn
phù hợp với tình trạng nguy hiểm cụ thể của máy, nếu thích hợp.
d) Khi tiếp cận được
cho vào một vùng nguy hiểm từ nhiều hơn một vị trí thông qua (các) bộ phận bảo
vệ di động được và một phần của vùng nguy hiểm không quan sát thấy được từ vị
trí của người vận hành, phải không cho phép có chuyển động trừ khi các bộ phận
bảo vệ còn lại ở các vùng nguy hiểm này đóng lại.
e) Nếu máy được trang
bị các thiết bị vận chuyển dùng để tháo/lắp chi tiết gia công và dụng cụ cắt:
1) Để cài đặt thiết bị
vận chuyển, áp dụng các yêu cầu quy định ở b) hoặc các yêu cầu trong ISO
10218-1:2006, 5.7.3 và 5.7.4, dù là thiết bị vận chuyển chỉ có thể lập trình được
trong ít hơn ba trục;
2) Nếu tốc độ các trục
không thể vượt quá các giới hạn (ví dụ trên các trục khí nén), không yêu cầu việc
giám sát tốc độ giảm bớt theo 5.12 b) 6) cùng với bộ phận bảo vệ mở. Chuyển động
vận hành bằng năng lượng chỉ được kích hoạt dưới sự điều khiển của một cơ cấu
cho phép kích hoạt đi kèm với một thiết bị giữ-để-chạy để cho phép sự chuyển động
theo từng bước một. Khi yêu cầu chuyển động liên tục, cơ cấu cho phép kích hoạt
và thiết bị giữ-để-chạy phải ở một khoảng cách an toàn so với vị trí nguy hiểm
để giữ cả hai tay nằm ngoài vùng nguy hiểm (xem ISO 13855). Đối với các yêu cầu
liên quan đến các chức năng an toàn, ví dụ điều khiển giữ-để-chạy và cơ cấu cho
phép kích hoạt, xem 5.12 b) 2) và 4). Không được phát sinh chuyển động nguy hiểm
từ việc khởi động bất kỳ cảm biến hoặc thiết bị phản hồi nào;
3) Nếu sử dụng rôbốt
để tháo/lắp chi tiết gia công thì phải áp dụng các yêu cầu của ISO 10218-1.
Khi chế độ MSO 2 được
chọn và các bộ phận bảo vệ di động được đóng lại, có thể thực hiện tất cả các
chuyển động của các chi tiết máy. Sự giám sát tốc độ cho phép tối đa của trục chính
bánh mài phải là chủ động (xem 5.12 b) 5)); (ngoại trừ: môtơ không đồng bộ vận
hành bằng điện lưới).
5.2.7.5 MSO 3: Chế độ
tùy chọn đặc biệt dùng cho sự can thiệp bằng tay dưới chế độ các điều kiện vận
hành bị hạn chế
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu chế độ MSO 3 được
chọn và các bộ phận bảo vệ được mở ra, các yêu cầu theo 5.2.7.4 (MSO 2: chế độ
cài đặt) áp dụng cho vận hành bằng tay, và các yêu cầu sau áp dụng để thực hiện
các chu trình được lập trình:
a) Trục chính bánh
mài có thể được vận hành, với điều kiện là
- Vận tốc dài của các
sản phẩm vật liệu mài phải được giới hạn đến giá trị v ≤ 50 m/s, ở đó các yêu cầu
của 5.2.3.3 c) (bảo vệ tiếp xúc) và 5.13.2.1 (bộ phận bảo vệ sản phẩm vật liệu
mài) được đáp ứng, hoặc
- Vận tốc dài của các
sản phẩm vật liệu mài phải được giới hạn đến giá trị v ≤ 16 m/s, ở đó bộ phận bảo
vệ sản phẩm vật liệu mài theo 5.13.2.1 không được trang bị và các yêu cầu của 5.2.3.3
c) không đáp ứng.
Đối với việc giám sát
tốc độ giảm bớt của trục chính bánh mài, xem 5.12 b) 5).
b) Các trục phải chuyển
động ở một tốc độ giảm bớt như sau (xem 5.12 b) 6)):
1) Tối đa 2 m/min;
2) Tối đa 5 m/min đối
với hành trình lớn hơn 1 m.
c) Vận tốc dài của trục
chính kẹp gia công phải được giới hạn đến giá trị tối đa là 0,7 m/s đối với các
thiết bị kẹp hoặc các chi tiết gia công có đường kính lên đến 500 mm. Đối với
các đường kính lớn hơn, việc giới hạn vận tốc dài đến giá trị tối đa là 1,3 m/s
phải được áp dụng, nhưng không lớn hơn 50 min-1 ở tốc độ giảm bớt. Đối
với việc giám sát tốc độ giảm bớt của trục chính kẹp gia công, xem 5.12 b) 5).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Việc điều khiển
các chuyển động đã lập trình ở b) và c) có thể được tác động bằng một thiết bị
giữ-để-chạy (xem 5.12 b 2)) hoặc bằng một núm xoay điện tử (xem 5.12 b) 3)) hoặc
với nút bấm khởi động, mỗi thiết bị đó kết hợp với một cơ cấu cho phép kích hoạt.
e) Tiếp cận vào vùng
nguy hiểm được sinh ra bởi các thiết bị kẹp đang chuyển động, ví dụ như các chấu
cặp nhô ra đang quay trên mâm cập, phải được ngăn ngừa bằng các bộ phận bảo vệ.
f) Một chu trình chương
trình đã khởi động phải được hiển thị trong suốt chu trình toàn bộ. Bước tiếp
theo trước khi thực thi cũng phải được hiển thị.
Phải đáp ứng thêm các
yêu cầu của 5.3 đến 5.15. Ví dụ về áp dụng trong đó có yêu cầu MSO 3 được cho
trong Phụ lục K.
Khi chế độ MSO 3 được
chọn và các bộ phận bảo vệ di động được đóng lại, có thể thực hiện được tất cả
các chuyển động của các chi tiết máy mà không có cơ cấu cho phép kích hoạt. Việc
giám sát tốc độ giảm bớt của trục chính bánh mài phải là chủ động (xem 5.12 b)
5)).
5.2.7.6 Chế độ bảo
dưỡng
Chế độ bảo dưỡng chỉ
được nhà sản xuất máy cung cấp cho nhân viên bảo dưỡng, được đào tạo và có thẩm
quyền, và cho nhân viên đã được đánh giá trình độ chuyên môn bởi khách hàng phù
hợp với các hướng dẫn của nhà sản xuất (cũng xem 7.2.9).
a) Tổng quan
1) Đối với việc lựa
chọn chế độ bảo dưỡng, một công tắc có thể khóa được được lắp trên một dây cáp
đã kết nối, phải trang bị thiết bị bảo dưỡng có thể tháo ra được. Sự kết nối của
thiết bị bảo dưỡng phải có khả năng truy cập được tại máy, ví dụ như tại phía
ngoài của vỏ bao điện. Các tính hiệu cảnh báo ở thiết bị bảo dưỡng phải báo rằng
việc sử dụng thiết bị bảo dưỡng bị hạn chế cho nhân viên bảo dưỡng, đã được đào
tạo và có thẩm quyền bởi nhà sản xuất máy. Miễn là thiết bị bảo dưỡng được kết
nối với máy, không chế độ vận hành an toàn khác phải có thể chọn được. Các hướng
dẫn sử dụng phải yêu cầu tháo thiết bị ra sau khi hoàn thành các hoạt động bảo
dưỡng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Phải thực hiện được
vận hành bằng tay dưới các điều kiện ở 5.2.7.4.
3) Theo đánh giá rủi
ro, các biện pháp an toàn bổ sung có thể là cần thiết, như các bộ phận bảo vệ,
các rào chắn hoặc các tấm che phủ, đề cập đến các tín hiệu cảnh báo.
b) Chế độ này sẽ cho
phép hạn chế chức năng tự động của máy với các bộ phận bảo vệ di động được mở
ra. Các hạn chế này là:
1) Không thực hiện được
gia công ở chế độ bảo dưỡng;
2) Tốc độ các trục phải
được giảm và được giám sát (xem 5.12 b) 6)) ngoại trừ các trường hợp theo
5.2.7.6 b) 5). Các tốc độ trục giảm này không được vượt quá 2 m/min hoặc 5
m/min đối với các trục có hành trình ngang lớn hơn 1 m;
3) Các chu trình chuyển
động liên tục có thể thực hiện được (ví dụ như kiểm khả năng lặp lại);
4) Chuyển động quay của
bánh mài và các trục chính kẹp gia công phải có thể thực hiện được dưới các điều
kiện ở 5.2.7.5 a) và c);
5) Việc điều khiển
các chuyển động đã lập trình có thể được tác động bằng một thiết bị giữ-để-chạy
(xem 5.12 b 2)) hoặc bằng một núm xoay điện tử (xem 5.12 b) 3)) hoặc bằng nút bấm
khởi động, mỗi thiết bị đó kết hợp với một cơ cấu cho phép kích hoạt. Cơ cấu
cho phép kích hoạt này phải được đặt ngoài vùng nguy hiểm, nếu tốc độ giảm bớt
vượt quá giá trị theo 5.2.7.6 b) 2).
5.2.8
Trang bị tùy chọn hoặc bổ sung cho máy mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu máy được trang bị
các thiết bị vận chuyển dùng để tháo/lắp chi tiết gia công thì phải thỏa mãn
các yêu cầu sau.
a) Các vị trí lắp/tháo
cho người vận hành tại các thiết bị di chuyển chi tiết gia công phải ở bên
ngoài khu vực gia công và cách xa cơ cấu nguy hiểm khác (ví dụ như cơ cấu thay
dụng cụ).
b) Tiếp cận vào các
chuyển động nguy hiểm của các thiết bị vận chuyển phải được ngăn ngừa bằng các
bộ phận bảo vệ cố định và/hoặc di động được được khóa liên động (xem 5.12 b) 1)
iv)) hoặc chuyển động nguy hiểm phải được dừng lại hoặc được kích hoạt bằng sự
khởi động của các thiết bị bảo vệ (ví dụ như bộ phận bảo vệ được khóa liên động
hoặc tấm che ánh sáng).
c) Đối với các yêu cầu
về chế độ cài đặt của thiết bị vận chuyển dùng để lắp/tháo chi tiết gia công,
xem 5.2.7.4 e).
d) Sự khởi động của
thiết bị dừng khẩn cấp của máy (xem 5.12 c)) cũng phải kích hoạt chức năng dừng
khẩn cấp của thiết bị vận chuyển và ngược lại, nếu thiết bị chất tải nằm trong
vùng gia công. Nếu máy và thiết bị chất tải tạo thành một hệ thống gia công
tích hợp thì phải áp dụng ISO 11161.
e) Nếu việc tiếp cận
vào vùng nguy hiểm thiết bị vận chuyển có khả năng xảy ra, thì tiếp cận từ khu
vực đó vào vùng gia công của máy
- không thể xảy ra,
hoặc
- máy phải ở trạng
thái đã dừng và sự khởi động không mong muốn phải được ngăn ngừa.
f) Nếu việc tiếp cận
vào vùng gia công của máy có khả năng xảy ra, thì tiếp cận vào thiết bị vận
chuyển
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- thiết bị vận chuyển
phải ở trạng thái đã dừng và sự khởi động không mong muốn phải được ngăn ngừa
(đối với sự ngăn ngừa khởi động không mong muốn, xem TCVN 7300 (ISO 14118)).
5.2.8.2 Máy được
trang bị ụ sau và/hoặc nòng ụ sau
Nếu máy được trang bị
một ụ sau và/hoặc nòng ụ sau, phải có các biện pháp để ngăn ngừa ụ sau bị lùi
quá khỏi đầu của băng máy trong khi điều chỉnh bằng tay vị trí của nó (ví dụ
như dừng cơ khí). Đối với các máy có ụ sau và/hoặc nòng ụ sau vận hành bằng
năng lượng:
a) Các chuyển động được
vận hành bằng năng lượng của nòng ụ sau khi bộ phận bảo vệ được mở ra, ngoại trừ
các nòng ụ sau được kích hoạt bằng lò xo, không được vượt quá 1,2 m/min khi
hành trình > 10 mm và chỉ có thể thực hiện được bằng sử dụng một trong các
thiết bị sau:
1) Một thiết bị điều
khiển đòi hỏi cả hai tay nằm ngoài khu vực gia công (ví dụ như bằng điều khiển
hai tay phù hợp với ISO 13851; xem 5.12 b) 2)),
2) Một điều khiển giữ-để-chạy,
(xem 5.12 b) 2)), hoặc
3) Một công tắc dùng
chân 2 vị trí hoặc 3 vị trí; xem 5.12 b) 2).
b) Khuyến nghị có các
biện pháp điều chỉnh lực kẹp. Nếu hệ thống kẹp không được khởi động hoặc không
đóng lại, khởi động quá trình/gia công phải được ngăn chặn. Quá trình gia công
phải được dừng lại (ví dụ như dừng có điều khiển) nếu hệ thống kẹp mở không
theo dự định (ví dụ như sự kích hoạt của cơ cấu mở hoặc mức độ lực kẹp tối thiểu
đã xác định trước bởi người vận hành không đạt được) (xem 5.12 b) 7)).
c) Sự mở hoặc đóng
nòng ụ sau để thay chi tiết gia công bằng tay có thể thực hiện được trong tất cả
các chế độ vận hành an toàn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) Giới hạn lực kẹp
phải được
1) Chỉ thị trên nòng ụ
sau và vị trí kết thúc của nòng ụ sau phải được chỉ thị bền lâu (ví dụ như bằng
một vòng có màu sắc), hoặc
2) Được giám sát bằng
một công tắc giới hạn được khóa liên động với chuyển động quay của trục chính
(xem 5.12 b) 7)).
f) Chuyển động được vận
hành bằng năng lượng của thân ụ sau hướng đến chi tiết gia công khi bộ phận bảo
vệ mở ra trong tất cả các chế độ vận hành an toàn chỉ có thể thực hiện được bằng
sử dụng điều khiển giữ-để-chạy (xem 5.12 b) 2)). Thân ụ sau có thể thụt vào vị trí
đã định bằng một thao tác vận hành có xem xét đến ISO 13854 đối với các khe hở
cần thiết để tránh sự nghiền vỡ. Tốc độ dịch chuyển ngang tối đa của thân ụ sau
không được vượt quá 2 m/min.
5.2.8.3 Ổ chứa dụng
cụ, cơ cấu chuyển dụng cụ và cơ cấu thay dụng cụ có thể tiếp cận được bên ngoài
Nếu máy được trang bị
ổ chứa dụng cụ, cơ cấu chuyển dụng cụ hoặc cơ cấu thay dụng cụ tiếp cận được bên
ngoài thì phải áp dụng các yêu cầu sau.
a) Tiếp cận vào ổ chứa
dụng cụ tiếp cận được bên ngoài và cơ cấu chuyển dụng cụ và cơ cấu thay dụng cụ
phải được che chắn an toàn bằng sự kết hợp của các bộ phận bảo vệ cố định và di
động được (xem 5.2.3.2 a)) phù hợp với ISO 14119:1998, 7.1. Đối với các yêu cầu
về các chức năng an toàn cho các thiết bị khóa liên động liên đới với cơ cấu
thay dụng cụ, ổ chứa dụng cụ, xem 5.12 b) 1) iii).
b) Khi bộ phận bảo vệ
di động được dùng để tiếp cận vào ổ chứa dụng cụ mở, bộ dẫn động ổ chứa dụng cụ
phải dừng ở vị trí dừng an toàn hoặc dừng vận hành an toàn theo 5.12 b) 11) và 5.12
b) 12). Trong các chế độ MSO 2, MSO 3 và chế độ bảo dưỡng với bộ phận bảo vệ di
động được mở, chuyển động được vận hành bằng năng lượng của ổ chứa dụng cụ (ví
dụ như cho mục đích bổ sung thêm dụng cụ, bảo trì hoặc điều chỉnh) chỉ có khả
năng thực hiện được bằng điều khiển giữ-để-chạy cho phép một chuyển động phân độ
trạm dụng cụ đơn hoặc bằng thiết bị điều khiển hai tay (xem ISO 13851) đối với
chuyển động liên tục. Chuyển động này phải ở một tốc độ giảm bớt bằng 2 m/min
hoặc được kích hoạt từ các thiết bị điều khiển được đặt bên ngoài tầm với của
các chuyển động nguy hiểm phù hợp với ISO 13857.
c) Để ngăn ngừa dụng
cụ rơi hoặc văng ra, chúng phải được giữ nằm trong giá kẹp dụng cụ của ổ chứa.
Dữ liệu thiết kế cho việc giữ dụng cụ (ví dụ như các giới hạn đối với khối lượng
tối đa, các mômen quán tính và các vỏ bao không gian của các dụng cụ) phải được
cung cấp cho người sử dụng (xem 7.2.2).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3
Các yêu cầu riêng xuất phát từ các mối nguy hiểm về điện
a) Tiếp xúc trực tiếp
với thiết bị điện
1) Thiết bị điện phải
phù hợp với IEC 60204-1, trừ khi được quy định khác trong tiêu chuẩn này.
2) Xem IEC
60204-1:2009, Điều 6 đối với sự phòng ngừa sốc điện và IEC 60204-1:2009, Điều 7
đối với bảo vệ chống lại sự ngắn mạch và bảo vệ chống lại sự quá tải. Đặc biệt
phải thỏa mãn các yêu cầu sau trong các điều liên quan của IEC 60204-1:2009:
i) Điều 7 đối với bảo
vệ thiết bị;
ii) Điều 8 đối với sự
đấu nối đẳng thế;
iii) Điều 12 đối với
dây dẫn và cáp;
iv) Điều 13 đối với
các kỹ thuật đi dây;
v) Điều 14 đối với động
cơ điện và thiết bị đi kèm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Đối với tiếp xúc
gián tiếp với các thiết bị điện, các yêu cầu của IEC 60204-1:2009, 6.3 phải được
thỏa mãn.
CHÚ THÍCH: Xem IEC
60204-1:2009, 3.27, về định nghĩa “tiếp xúc gián tiếp”.
c) Để bảo vệ thiết bị
điều khiển, vỏ của thiết bị điều khiển phải cho một mức độ bảo vệ tối thiểu là
IP2X, phù hợp với IEC 60204-1:2009, 6.2.2, ngoại trừ vỏ của thiết bị bảo vệ bên
nằm trong khu vực gia công phải có mức độ bảo vệ đến IP55.
5.4
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do tiếng ồn
Khi thiết kế máy, những
thông tin có sẵn và các giải pháp kỹ thuật để kiểm soát ồn ngay tại nguồn ồn phải
được tính đến (ví dụ xem ISO/TR 11688-1).
CHÚ THÍCH: Các nguồn
phát ra ồn chính ở máy mài phụ thuộc vào phương pháp mài và các bộ phận và thiết
bị được sử dụng trên máy mài. Các nguồn ồn trong không khí bao gồm:
- Các sản phẩm vật liệu
mài và chi tiết gia công;
- Các trục chính bánh
mài;
- Các trục chính kẹp
gia công;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Vít me bi;
- Thiết bị sửa và điều
chỉnh đá mài;
- Các hoạt động lắp,
tháo, văng và di chuyển;
- Các hệ thống thủy lực;
- Các hệ thống hút xả;
- Các hệ thống khí
nén;
- Các hệ thống chất lỏng
cắt kim loại.
Nếu các cách để giảm ồn
tại nguồn là không đủ thì các biện pháp giảm ồn thứ cấp phải được tính đến ở bất
cứ chỗ nào có thể thực hiện được. Đối với các biện pháp để giảm ồn, xem Phụ lục
E.
Đối với xác định phát
xạ ồn, xem Phụ lục F.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.5
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do rung
Trên các máy mài có chạy
dao dẫn hướng bằng tay sử dụng một cơ cấu vận chuyển, ví dụ xem Bảng 1, số 1.3
và 1.4, khi đó người vận hành có thể chịu các rung lớn hơn 2,5 m/s2,
thì phải tính đến các biện pháp để phòng ngừa rung. Các biện pháp để giảm rung
có thể đạt được bằng kết cấu và thiết kế, giảm chấn và/hoặc cách ly (xem CR
1030-1). Đối với đo rung cơ học, xem ISO 20643.
5.6
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do bức xạ
a) Đối với bức xạ tần
số thấp, bức xạ tần số radio, tất cả các sóng cực ngắn, xem 5.9 k). Để
biết thêm chi tiết cũng xem EN 12198-1, EN 12198-2 và
EN 12198-3.
b) Các hệ thống phản
hồi laze được lắp sẵn phải được thiết kế để ngăn ngừa sự tiếp xúc với đường đi
chùm tia hoặc sự phản xạ theo IEC 60825-1.
5.7
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do vật liệu hoặc các chất
5.7.1
Tổng quan
Vật liệu hoặc các chất
được sử dụng cho kết cấu và vận hành các máy mài phải được chọn sao cho không
gây ảnh hưởng nguy hiểm đến sức khỏe trong toàn bộ tuổi thọ của máy, ví dụ như
không được sử dụng amiăng làm phanh và lớp lót li hợp.
Ở nơi vật liệu được
gia công gây nguy hiểm cho sức khỏe hoặc sử dụng hoặc ở nơi mà bụi, khói và mù
sương rất có thể được sinh ra, thì các bộ phận bảo vệ phải được thiết kế để giảm
thiểu phơi nhiễm cho người vận hành máy. Phải trang bị một hệ thống hút trọn bộ
và/hoặc biện pháp lắp khớp hệ thống hút.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải trang bị các biện
pháp để phòng ngừa sự thoát ra của mù sương có hại, như xuất phát từ việc sử dụng
khí nén.
Do các yêu cầu thực tế
đối với hệ thống hút sẽ phụ thuộc vào sự thay đổi của các thông số khác nhau,
như bản chất của các vật liệu đang sử dụng, không thể đưa ra các yêu cầu kỹ thuật
chi tiết hơn trong tiêu chuẩn này.
5.7.2
Thiết bị dùng cho việc sử dụng các chất lỏng gia công kim loại
5.7.2.1 Tổng quan
Khi các chất lỏng gia
công kim loại để làm mát và bôi trơn được sử dụng trong khi mài mà chúng có thể
gây ra các mối nguy hiểm đối với sức khỏe, máy mài phải được trang bị các thiết
bị để ngăn ngừa hoặc giảm thiểu các mối nguy hiểm này.
5.1.2.2 Các biện
pháp bảo vệ chống lại sự tiếp xúc hoặc sự hít vào
a) Hệ thống phải được
thiết kế để ngăn ngừa sự bắn tóe, sự chảy tràn và sự rò rỉ của chất lỏng gia
công kim loại.
b) Bình chứa chất lỏng
và các bộ phận của hệ thống khác phải được làm bằng các vật liệu đảm bảo tính
toàn vẹn liên tục của hệ thống.
c) Các vòi cung cấp
phải được thiết kế sao cho việc phun không mong muốn được giảm thiểu.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) Chất lỏng gia công
kim loại phải có khả năng dùng cho chức năng hiệu chỉnh của máy mài để tránh
tăng nhiệt quá mức và sự bay hơi sau đó của chất lỏng. Cách khác, phải trang bị
hệ thống dung dịch trơn nguội.
f) Ở chỗ mà cần thiết
phải thấy trước đối với người vận hành để đặt tay của họ vào trong khu vực gia
công (ví dụ như trong khi thao tác lắp/tháo, cài đặt, ...), dòng chất lỏng gia
công kim loại đi vào khu vực gia công phải được dừng lại một cách tự động (xem
5.12 b) 19)), khi các bộ phận bảo vệ được mở ra. Có thể thực hiện điều chỉnh
dòng chất lỏng gia công kim loại để làm mát các bộ phận hoặc để dội rửa băng
máy, ví dụ như đối với điều chỉnh vòi phun. Tất cả các máy khác không có điều
khiển chất lỏng tự động phải được trang bị các thiết bị dùng để điều khiển bằng
tay hoặc dẫn dòng của nguồn cung cấp chất lỏng gia công kim loại.
g) Các bình chứa chất
lỏng phải được lắp các bộ chỉ thị mức chất lỏng đọc được một cách rõ ràng có
đánh dấu các mức nạp nhỏ nhất/lớn nhất.
h) Hệ thống chất lỏng
gia công kim loại phải có khả năng cung cấp chất lỏng gia công kim loại với lượng
lớn để ngăn ngừa sự sinh ra của các hơi hoặc son khi nguy hiểm trong tất cả các
điều kiện vận hành/mài có thể thấy trước được.
i) Hệ thống chất lỏng
gia công kim loại phải được thiết kế thuận tiện cho việc bảo trì bao gồm cả lấy
mẫu và để giảm tới chừng mực có thể sự phơi nhiễm của cơ thể người đối với chất
lỏng gia công kim loại trong khi bảo trì.
j) Máy mài phải được
thiết kế sao cho các phoi mài có thể được loại bỏ mà không cần phải tháo nước của
toàn bộ hệ thống.
5.7.2.3 Các mối nguy
hiểm sinh vật và vi sinh vật (vi rút và vi khuẩn)
a) Thành phần tổng của
các hệ thống chất lỏng gia công kim loại phải được lưu thông/tuần hoàn trong sử
dụng bình thường sao cho không tồn tại vùng thể tích tĩnh tại trong bình chứa/tank
ngoại trừ ở chỗ mà thiết kế yêu cầu có sự lắng đọng.
b) Để tránh các vùng ứ
đọng vẫn còn lại trong máy, chất lỏng gia công kim loại phải tháo khỏi máy hướng
về bình chứa dưới tác dụng của trọng lực.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Hệ thống chất lỏng
gia công kim loại phải được trang bị lọc.
e) Khi xuất hiện sự
tích tụ cặn lắng, phải tính đến việc làm sạch (ví dụ các góc được vê tròn trong
các bể chứa/container). Việc làm sạch không yêu cầu phải tháo rửa toàn bộ hệ thống
(xem ISO 14159).
f) Phía trong của các
bình chứa không được góp phần làm gia tăng vi khuẩn (ví dụ bằng các bề mặt trơn
nhẵn).
g) Các bể chứa chất lỏng
gia công kim loại phải có các vỏ bao được thiết kế để ngăn ngừa sự thâm nhập của
các ngoại vật.
h) Sự nhiễm bẩn của
chất lỏng gia công kim loại bởi dầu hoặc mở từ nguồn bên ngoài như bôi trơn máy
bị tổn thất phải được phòng tránh hoặc phải có biện pháp cho việc loại bỏ có hệ
thống của chúng. Cần có khả năng thực hiện bổ sung vào một hệ thống tách hoặc hệ
thống loại bỏ dầu hoặc mỡ, nếu cần thiết.
i) Khi máy mài được
trang bị các bộ phận bảo vệ bao kín sử dụng cùng với chất lỏng gia công kim loại,
vỏ máy phải được thiết kế để cung cấp mặt tiếp giáp giữa vỏ bao bộ phận bảo vệ
và hệ thống hút. Vị trí của mặt tiếp giáp này cần được tính toán xem xét dòng
khí bên trong sinh ra bởi máy khi vận hành bình thường để cho phép vận hành hệ
thống hút hiệu quả.
5.7.3
Các biện pháp chống lại mối nguy hiểm do cháy và nổ
5.7.3.1 Chất lỏng
gia công kim loại dễ cháy
5.7.3.1.1 Các yêu cầu
đối với hệ thống chất lỏng gia công kim loại
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Mạch chất lỏng gia
công kim loại phải được thiết kế sao cho (tiết diện ngang ống, bể chứa, bơm,
các kiểu đầu phun các lựa chọn vị trí, ...) bảo đảm đủ lượng chất lỏng gia công
kim loại tại điểm gia công ở bất kỳ thời điểm nào và cho bất kỳ dụng cụ nào.
b) Nếu nguồn cấp chất
lỏng gia công kim loại không thực hiện chức năng thì phải ngăn chặn sự khởi động
máy. Để giám sát nguồn cấp chất lỏng gia công kim loại, xem 5.12 b) 18).
c) Trong trường hợp
nguồn cấp chất lỏng gia công kim loại bị trục trặc, quá trình gia công phải được
dừng lại một cách tự động bằng cách thức thích hợp, ví dụ như tách rời dụng cụ
và chi tiết gia công và ngắt kết nối giữa trục chính bánh mài và hệ thống hút.
d) Phải trang bị hệ
thống hút phù hợp.
5.7.3.1.2 Các yêu cầu
đối với hệ thống hút
Hiệu quả hút ít nhất
phải bảo đảm duy trì áp suất âm trong buồng làm việc để ngăn ngừa một cách an
toàn sự thoát ra của hơi chất lỏng gia công kim loại và son khí từ máy.
Nếu hệ thống hút
không thực hiện đúng chức năng, thì việc khởi động chu trình của máy phải được
ngăn ngừa (xem 5.12 b) 18)) hoặc một quá trình gia công trong trạng thái này phải
được dừng một cách tự động bằng cách thức thích hợp, ví dụ như tách rời dụng cụ
và chi tiết gia công và ngắt kết nối giữa trục chính bánh mài và bộ truyền động
dụng cụ.
Tất cả các vật kim loại
trong buồng làm việc, bao gồm cả đường ống hệ thống hút, phải được kết nối liên
tục với hệ thống dẫn bảo vệ.
Nếu không thể ngăn ngừa
các mối nguy hiểm do cháy và nổ bằng các cách này thì phải thực hiện các biện
pháp bổ sung để hạn chế ảnh hưởng của các sự cố cháy và nổ.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Vỏ buồng làm việc
chịu áp gồm có các ô cửa quan sát và bộ phận xả áp, nếu yêu cầu, theo hướng
không gây ra mối nguy hiểm cho người. Vỏ buồng làm việc chịu áp này cũng phải
thỏa mãn các yêu cầu đối với bộ phận bảo vệ quy định trong 5.1.2 và, nếu thích
hợp, trong 5.2.3.2. Thông tin về kích thước của các bề mặt bộ phận xả áp, xem
Phụ lục H.
2) Việc ngăn ngừa sự
thoát ra của khói và khí nóng đi vào khu vực vận hành và môi trường máy, ví dụ
như bằng các đệm bít kín gấp khúc ngăn khói tại các bộ phận di động được của
các bộ phận bảo vệ (theo chu vi). Ví dụ xem Phụ lục H.
3) Các thiết bị chữa
cháy (đối với các yêu cầu điều khiển kỹ thuật cho báo cháy và hệ thống chữa
cháy tự động, xem 5.12 b) 16) và 17)).
4) Máy, bao gồm cả hệ
thống điều khiển phải được thiết kế sao cho việc kết nối với các thiết bị để
phát hiện cháy, các hệ thống chữa cháy, báo cháy, thiết bị xả áp, ... theo khuyến
nghị của nhà sản xuất đến mức có thể.
Đối với các máy dự định
để kết nối với hệ thống hút trung tâm, phải có các biện pháp hoặc hệ thống để
ngăn ngừa trong trường hợp cháy,
- lan truyền cháy vào
hệ thống hút trung tâm,
- nguồn cấp không khí
thêm vào buồng gia công, và
- hút các môi chất dập
cháy.
CHÚ THÍCH 1: Ví dụ sử
dụng các bộ khống chế ngọn lửa (ví dụ xem Phụ lục H), các van ngắt không khí xả.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với các ví dụ về
sự tích hợp của các hệ thống hút và chữa cháy khi sử dụng các chất lỏng gia
công kim loại dễ cháy, xem Phụ lục I.
CHÚ THÍCH 2: Các biện
pháp bổ sung để giảm rủi ro phụ thuộc vào các điều kiện sử dụng máy thực tế và
phải được xem xét cho trường hợp riêng lẻ.
5.7.3.2 Bụi dễ cháy
và nổ
Khi các máy mài được
thiết kế để gia công các vật liệu có thể sinh ra các bụi dễ cháy và nổ (như
nhôm, magiê và các hợp kim của chúng), phải trang bị các thiết bị dùng để loại
bỏ an toàn các bụi này và bất kỳ khí dễ cháy nào (như hydro) nhằm ngăn ngừa các
mối nguy hiểm gây ra do cháy hoặc nổ. Phải thực hiện các biện pháp bảo vệ chống
nổ theo EN 1127-1, khi thích hợp.
Để ngăn ngừa nổ bụi,
máy mài phải được trang bị các hệ thống như
a) Mài ướt,
b) Mài khô có phun
mưa ướt bằng sự làm ẩm tức thì, hoặc
c) Mài khô có phun
mưa ướt bằng bình cyclon kiểu ướt.
Đối với các yêu cầu,
xem Phụ lục G.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Máy phải được thiết
kế phù hợp với các nguyên tắc ecgônômi trong ISO 12100:2010, 6.2.6, 6.2.8, và
6.3.5.6;
ISO 6385;
TCVN 7302-1 (ISO
15534-1);
TCVN 7302-2 (ISO
15534-2).
b) Yêu cầu đối với vị
trí của bảng điều khiển chính như sau:
1) Bảng điều khiển
chính dùng để khởi động, dừng vận hành, lựa chọn chế độ và điều khiển giữ-để-chạy
(nếu áp dụng được) cho máy, phải được đặt ở (các) vị trí của người vận hành.
Màn hình điều khiển và/hoặc các bộ khởi động phải được bảo vệ chống lại phôi và
mảnh vỡ mài và phù hợp với TCVN 11697-1 (ISO 9355-1), TCVN 11697-2 (ISO
9355-2), TCVN 11697-3 (ISO 9355-3) và IEC 60204-1:2009, Điều 10, và phải được bảo
vệ chống lại các vận hành không dự định trước, ví dụ như bằng một nút ấn có
vành gờ.
2) Không trang bị
công tắc lựa chọn chế độ hoặc bộ điều khiển khởi động để kích hoạt chế độ MSO 1
tại bất kỳ vị trí nào trên máy ngoài bảng điều khiển chính. Có thể trang bị một
công tắc khởi động tách biệt tại một vị trí xa bảng điều khiển chính, nếu người
vận hành có quan sát tốt hơn về vùng nguy hiểm. Nếu trang bị nhiều hơn một công
tắc khởi động, thì hệ thống điều khiển phải được thiết kế theo cách mà việc sử
dụng một trong số các công tắc này sẽ ngăn cản việc sử dụng các công tắc còn lại.
3) Các điều khiển sử
dụng để vận hành máy ở chế độ MSO 2 có thể được trang bị từ xa từ bảng điều khiển
vận hành chính, ví dụ như trên giá treo. Cách khác, chúng có thể được trang bị
tại các bảng điều khiển riêng biệt bên ngoài khu vực nguy hiểm;
4) Khi có nhiều điều
khiển được cung cấp cho các chuyển động của máy ở chế độ MSO 2, thì chỉ một
trong số chúng hoạt động tại một thời điểm bất kỳ.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Các chi tiết gia
công, dụng cụ và phụ tùng phải được di chuyển dễ dàng. Thiết bị nâng hạ có thể
được yêu đối trang bị cho các bộ phận có khối lượng lớn hơn 10 kg (xem EN
1005-1, EN 1005-2, EN 1005-3 và EN 1005-4).
2) Nơi yêu cầu cần có
thiết bị vận chuyển, máy nâng hoặc các thiết bị nâng hạ, thì phải thực hiện các
quy định đối với việc lắp đặt và vận hành chúng (ví dụ bằng cách tạo sự tiếp cận
khu vực gia công thông qua phần đỉnh của máy khi các bộ phận bảo vệ mở).
3) Khi các bộ phận được
gá lắp bằng tay, thì đồ gá của chúng, như các giá kẹp dụng cụ phải được định vị
để ngăn ngừa việc tiếp cận quá gần với máy (xem EN 1005-1, EN 1005-2, EN 1005-3
và EN 1005-4).
4) Các thiết bị điều
khiển để vận hành các thiết bị kẹp hoặc cặp (ví dụ móc kéo, mâm cặp) phải được
xác định vị trí để tránh việc tiếp cận quá gần khi nâng đỡ khối lượng của dụng
cụ hoặc chi tiết gia công (ví dụ, sử dụng điều khiển bằng chân). Xem EN
894-3:2000, Điều 4.
5) Các bộ phận bảo vệ
di động được phải được vận hành bằng năng lượng ở nơi mà việc sử dụng chúng sẽ
dẫn đến tình trạng gắng sức quá mức lặp lại (cũng xem ISO 12100:2010, 6.2.2.2).
d) Đối với xem xét của
cơ thể học về cánh tay và cẳng chân, sự định vị trí của các thiết bị điều khiển
và vị trí để quan sát hoặc làm việc, như vị trí để nạp hoặc xả bình chứa phải
được chọn lựa để thỏa mãn các nguyên tắc ecgônômi (xem EN 614-1, EN 614-2, EN
894-1, EN 894-2, EN 894-3, EN 894-4, EN 1005-1, EN 1005-2, EN 1005-3, EN
1005-4; TCVN 7386 (ISO 13855)).
e) Khi thiết kế máy
móc, cường độ ánh sáng, chiều, độ chói, ...phải được tính đến. Nếu cần thiết phải
cung cấp ánh sáng tích hợp. Đặc biệt là phải tính đến các hạng mục sau:
1) Cường độ ánh sáng
yêu cầu phụ thuộc vào nguyên công mài sẽ thực hiện. Nó ít nhất phải bằng 300 Ix
trong khu vực sẽ được quan sát và vùng lân cận sát của nó;
2) Độ chói, phản xạ
và bóng, ví dụ từ chi tiết gia công hoặc các bộ phận của máy, phải được tránh
xa đến mức có thể;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
f) Thiết kế, vị trí
và nhận biết các điều khiển bằng tay và các thiết bị đầu vào (như bàn phím, tấm
kê bàn phím, nút bấm) phải phù hợp với TCVN 11697-1 (ISO 9355-1), TCVN 11697-2
(ISO 9355-2) và TCVN 11697-3 (ISO 9355-3).
g) Đối với thiết kế
hoặc vị trí của các đơn vị hiển thị nhìn bằng mắt, màn hình hiển thị thông tin
phải sạch và không mờ. Phản xạ và độ chói phải được giảm đến mức tối thiểu (xem
EN 894-1, EN 894-2, EN 894-4 và ISO 9241 (tất cả các phần)).
5.9
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do khởi động không mong muốn,
chạy quá hoặc vượt quá tốc độ
a) Với mục đích của
tiêu chuẩn này, điều kiện trong IEC 60204-1:2009, 9.2.5.2, đạt được bằng các sự
bố trí khóa liên động đã yêu cầu trong 5.2.3.2 a).
b) Các yêu cầu đối với
lỗi/sự mất trình tự của hệ thống điều khiển như sau:
1) Các hệ thống điều
khiển phải được thiết kế phù hợp với IEC 60204-1, ISO 4413 và ISO 4414 và IEC
62061, hoặc TCVN 7384-1 (ISO 13849-1). Các chuyển động không mong muốn của máy
(như chuyển động quay tròn của trục chính bánh mài và trục chính kẹp gia công,
chuyển động của các trục, dụng cụ mài tuột khỏi trục chính) phải được phòng ngừa
(xem TCVN 7300 (ISO 14118)).
2) Khi có thể truy cập
vào các chức năng có thể lập trình để sửa đổi, nó phải là khóa được đề để ngăn
ngừa sự truy cập không được phép vào dữ liệu chương trình hoặc các chức năng có
thể lập trình. Điều này có thể đạt được bằng sử dụng một mật khẩu hoặc một công
tắc phím bấm.
3) Phần mềm liên quan
tới an toàn phải được bảo vệ chống lại sự cấu hình lại không cho phép. Trong
trường hợp đặc biệt, nó có thể không cho phép người sử dụng tạm ngưng hoạt động
của chức năng an toàn (bao gồm cả bộ phận bảo vệ được khóa liên động) bằng cách
chèn vào theo trình tự hoặc gọi ra bằng một chương trình con.
c) Các yêu cầu đối với
quá trình khởi động như sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Tại các vị trí có
nhiều thiết bị điều khiển kiểu giữ-để-chạy (như trạm điều khiển chính, giá treo
cầm tay), chỉ sử dụng được một thiết bị ở một thời điểm nhất định.
3) Sự đóng kín của
các bộ phận bảo vệ khóa liên động di động được không được dẫn đến việc khởi động
lại các bộ phận máy đang chuyển động. Nếu có các bộ phận bảo vệ được vận hành bằng
năng lượng, xem 5.2.3.2 b).
4) Việc khởi động
không mong muốn của các chuyển động nguy hiểm, ví dụ như trục chính bánh mài và
trục chính kẹp gia công, các trục, hoặc các đồ gá kẹp gia công phải được phòng
ngừa phù hợp với TCVN 7300:2003 (ISO 14118:2000), Điều 6, khi bộ phận bảo vệ di
động được mở hoặc đang ở chế độ MSO 0.
5) Bất kỳ thiết bị điều
khiển nào dùng để khởi động trục chính bằng tay phải được thiết kế để phòng ngừa
sự vận hành không dự định trước, như thiết bị tác động kép kiểu cơ khí, nút bấm
bằng phẳng hoặc nút bấm có vỏ che.
d) Các yêu cầu dưới
đây đối với việc giám sát tốc độ giảm bớt cho trục chính và các trục phải áp dụng
cho tất cả các chế độ vận hành an toàn.
1) Tốc độ trục chính
và trục giảm phụ thuộc vào chế độ vận hành an toàn và phải được giám sát phù hợp
theo. Điều này cũng bao gồm các tốc độ của các thiết bị kẹp gia công và các trục
chính bánh mài.
2) Nếu một trong các
tốc độ trục chính hoặc trục giảm bị vượt quá, dừng loại 1 phù hợp với IEC
60204-1:2009, 9.2.2, phải được kích hoạt một cách tự động.
Trục chính bánh mài
không được dừng theo cách mà có thể gây ra trượt, lỏng hoặc vỡ sản phẩm vật liệu
mài trong thiết bị kẹp dụng cụ.
3) Đối với các yêu cầu
liên quan đến chức năng an toàn để giám sát tốc độ giảm bớt của chi tiết gia
công và trục chính dụng cụ và các trục, xem 5.12 b) 5) và 6).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Các chuyển động của
trục có thể đạt được bằng khởi động bằng tay hoặc bằng dẫn động bằng năng lượng:
i) Chiều của chuyển động
của trục phải nhất quán với chiều của thiết bị điều khiển theo các yêu cầu
trong ISO 447;
ii) Khởi động không
mong muốn của chuyển động trục vận hành bằng năng lượng phải được ngăn ngừa
(xem TCVN 7300:2003 (ISO 14118:2000), Điều 6);
iii) Chuyển động nguy
hiểm không mong muốn của các trục thẳng đứng hoặc nghiêng dưới tác dụng của trọng
lực phải được ngăn ngừa (ví dụ bằng đối trọng cân bằng hoặc hệ thống phanh dư).
2) Đối với các yêu cầu
liên quan tới các chức năng an toàn cho khởi động các trục chuyển động hoặc quá
trình chuyển động xuống không theo dự định trước của các trục thẳng đứng hoặc
nghiêng, xem 5.12 b) 15) và 13).
f) Các yêu cầu đối với
dừng là như sau:
1) Các chuyển động của
máy phải được dừng bằng chức năng dừng phù hợp với IEC 60204-1:2009, 9.2.2.
2) Khi người bị phơi
nhiễm trước các mối nguy hiểm do khởi động không mong muốn của các chuyển động
của máy, chỉ được sử dụng chức năng dừng “dừng an toàn” hoặc “dừng vận hành an
toàn”. Trong trường hợp “dừng vận hành”, không thực hiện được mở các bộ phận bảo
vệ di động được.
3) Đối với các yêu cầu
về các chức năng an toàn, xem 5.12 b) 11) và 12).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
h) Đối với trường hợp
cách li và tiêu hao năng lượng:
1) Xem ISO 12100:2010,
6.2.10 và 6.3.5.4 và TCVN 7300:2003 (ISO 14118:2000), Điều 5.
2) Phải cung cấp các
biện pháp cho việc cách li nguồn năng lượng cung cấp (xem ISO 4413:2010, 5.1.5,
ISO 4414:2010, 5.1.6 và IEC 60204-1:2009, 5.3). Đối với sự tiêu hao năng lượng
tích trữ, xem TCVN 7300:2003 (ISO 14118:2000), 5.3.
3) Thiết bị dùng để
ngắt kết nối nguồn điện cung cấp phải theo IEC 60204-1:2009, 5.3.
4) Nếu máy gia công
có bơm thủy lực và/hoặc máy nén khí của riêng nó, sự cách li điện cho máy cũng
phải cắt cả điện năng cấp cho động cơ của bơm và/hoặc máy nén. Khi năng lượng
thủy lực hoặc khí nén được cung cấp từ bên ngoài máy, máy phải có thiết bị ngắt
sự cung cấp có khả năng khóa được và có thể vận hành tin cậy bằng tay (van ngắt)
đáp ứng các yêu cầu của TCVN 7300 (ISO 14118), Điều 5. Khi sự tiêu hao năng lượng
là không thể xảy ra một cách tự động do kết quả của sự cách li (xem TCVN
7300:2003 (ISO 14118:2000)), 5.3.1.3), các biện pháp để giảm áp suất dư phải được
cung cấp. Các biện pháp này có thể bao gồm một van nhưng không có sự ngắt kết nối
các ống.
i) Các hệ thống khí
nén phải phù hợp với ISO 4414.
j) Các hệ thống thủy
lực phải phù hợp với ISO 4413.
k) Các yêu cầu về việc
ảnh hưởng từ bên ngoài đến thiết bị điện/điện tử (tương thích điện từ) như sau:
1) Tính miễn nhiễm -
các hệ thống điều khiển điện tử phải được thiết kế và lắp đặt sao cho chúng được
bảo vệ khỏi nhiễu điện từ trường và ổn định khi chịu tác động của vận hành hệ
thống điện hoặc sai lỗi phù hợp với IEC 61000-6-2.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Cũng có thể
áp dụng EN 50370-1 và EN 50370-2.
5.10
Các yêu cầu riêng xuất phát từ các nguy hiểm do việc thay đổi tốc độ quay của
trục chính mang dụng cụ
Đối với các máy mài
có các thiết bị dùng để thay đổi tốc độ của trục chính bánh mài, các biện
pháp/thiết bị sau để giảm thiểu rủi ro của việc vượt quá tốc độ vận hành lớn nhất
của sản phẩm vật liệu mài đã kẹp chặt phải được trang bị thay cho việc phụ thuộc
vào chế độ dẫn động của trục chính bánh mài:
a) Thiết bị khởi động
sẽ khởi động trục chính bánh mài chỉ với tốc độ điều chỉnh được thấp nhất.
b) Đối với các dẫn động
thay đổi cực, yêu cầu một công tắc khóa liên động, để phòng ngừa khởi động trực
tiếp của giai đoạn tốc độ cao hơn.
c) Trên các máy mài
mà tốc độ quay được tính toán từ tốc độ cắt đã lập trình và đường kính thực tế
của sản phẩm vật liệu mài, hoặc sự điều khiển phải công nhận thay sản phẩm vật
liệu mài hoặc phải có cảnh báo nhìn thấy được một cách rõ ràng của đầu vào dữ
liệu cần thiết trong trường hợp thay sản phẩm vật liệu mài. Đầu vào dữ liệu phải
được xác nhận bởi người vận hành.
d) Trên các máy mài
mà các sản phẩm vật liệu mài có các đường kính ngoài khác nhau có thể được vận
hành, phải có cảnh báo nhìn thấy được một cách rõ ràng về tốc độ quay lớn nhất
cho các đường kính khác nhau đó. Tốc độ đã chọn phải nhìn được một cách rõ ràng
(như núm điều khiển có thang chia tốc độ).
e) Sự chỉ thị của tốc
độ quay hoặc vận tốc dài đã chọn; các giá trị đã chỉ thị phải giống hệt với các
giá trị đã chọn.
Đối với các yêu cầu về
giám sát chức năng an toàn của tốc độ trục chính bánh mài và trục chính kẹp gia
công giảm, xem 5.12 b) 5).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các yêu cầu đối với lỗi
của nguồn cung cấp như sau:
a) Áp suất hoặc điện
áp không thích hợp phải được phát hiện và máy phải được dừng lại;
b) Sự ngắt hoặc lỗi
nguồn cung cấp không được gây ra hiện tượng nguy hiểm như mất lực kẹp của thiết
bị gá kẹp chi tiết gia công hoặc gá kẹp dụng cụ (bằng các thiết bị dưới điện thế
và/hoặc dưới áp suất);
c) Việc khôi phục nguồn
cung cấp không được làm máy khởi động lại tự động (xem TCVN 7300 (ISO 14118) và
ISO 12100:2010, 6.2.11.4);
d) Sự ngắt hoặc lỗi
nguồn cung cấp không được gây ra các chuyển động nguy hiểm của trục thẳng đứng
và trục nghiêng dưới tác động của trọng lực (như hệ thống phanh dư). Đối với
các yêu cầu về chức năng điều khiển an toàn để ngăn ngừa quá trình chuyển động
xuống phía dưới không dự định trước của trục thẳng đứng hoặc nghiêng, xem 5.12
b) 13);
e) Các hệ thống phải
được thiết kế sao cho nếu có hiện tượng đứt ở trong bất cứ mạch nào (như đứt
dây, đường ống hoặc ống mềm) thì chức năng an toàn sẽ không bị mất (xem IEC
60204-1, ISO 4413 và ISO 4414);
f) Phải có biện pháp
để cách li nguồn năng lượng (xem ISO 4413:2010, 5.3.2.2 và 5.4.7.2.1 và IEC
60204-1:2009, 5.3). Đối với sự tiêu hao năng lượng dự trữ, xem TCVN 7300:2003
(ISO 14118:2000), 5.3.
5.12
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do lỗi mạch điều khiển
a) Về phần cứng và phần
mềm liên quan đến an toàn, với mục đích của tiêu chuẩn này, các bộ phận liên
quan đến an toàn của hệ thống điều khiển bao gồm hệ thống nguyên vẹn từ bộ tác
động ban đầu (thiết bị điều khiển) hoặc từ bộ phát hiện vị trí đến điểm đầu vào
của bộ tác động hoặc phần tử cuối cùng, như động cơ. Các chức năng an toàn của
các hệ thống điều khiển phải được thực thi bằng sử dụng các bộ phận liên quan đến
an toàn được thiết kế, chế tạo và áp dụng phù hợp với TCVN 7384-1 (ISO
13849-1). Nói chung khi được tác động, thiết bị đầu vào cho chức năng an toàn
phải kích hoạt dừng loại 0 hoặc 1 của các chuyển động nguy hiểm, phù hợp với
IEC 60204-1:2009, 9.2.2, và phải ngăn ngừa sự khởi động không mong muốn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1 : Sự giảm
rủi ro có thể đạt được bằng áp dụng các biện pháp bảo vệ khác nhau, tức là các
bộ phận liên quan đến an toàn của hệ thống điều khiển và các biện pháp bảo vệ
khác, ví dụ như biện pháp cơ khí; xem TCVN 7384-1:2010 (ISO 13849-1:2006), Hình
2.
CHÚ THÍCH 2: Đối với
sự giảm rủi ro bằng các biện pháp kỹ thuật khác độc lập với hệ thống điều khiển,
ví dụ như các bộ phận bảo vệ cơ khí, điểm bắt đầu trong sơ đồ rủi ro để xác định
PLr cho chức năng an toàn dự định có thể được định vị trí tại điểm
sau khi thực hiện biện pháp này; xem TCVN 7384-1:2010 (ISO 13849-1:2006), A.1.
Bảng
3 - Mối tương quan giữa chức năng an toàn và mức đặc tính
Chức
năng an toàn
Mức
đặc tính yêu cầu, PLr
1) Thiết bị khóa
liên động kết hợp với một bộ phận bảo vệ di động được trong các khu vực sau
đây, thiết bị bảo vệ nhạy điện tử (ESPE), hoặc thiết bị an toàn khác áp dụng
cho
i) khu vực gia
công;
d
loại 3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c
ii) cơ cấu truyền động,
dẫn động
với tiếp cận nhiều
hơn một lần mỗi giờ
d
với tiếp cận ít hơn
hoặc bằng một lần mỗi giờ
c
iii) cơ cấu thay dụng
cụ, ổ chứa dụng cụ;
d
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
với tiếp cận nhiều
hơn một lần mỗi giờ
d
với tiếp cận ít hơn
hoặc bằng một lần mỗi giờ
c
v) cơ cấu thay
palet
với tiếp cận nhiều
hơn một lần mỗi giờ
d
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c
vi) tiếp cận vào
các hốc, các cửa trong rào chắn xung quanh chu vi
với tiếp cận nhiều
hơn một lần mỗi giờ
d
với tiếp cận ít hơn
hoặc bằng một lần mỗi giờ
c
2) Điều khiển giữ-để-chạy
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d
để giám sát tốc độ
giảm bớt của trục khi nó không thực hiện phù hợp với 5.12 b) 6),
d
để giám sát tốc độ
giảm bớt của trục khi nó thực hiện phù hợp với 5.12 b) 6),
c
3) Hệ thống điều
khiển với núm xoay điện tử
là kết hợp của hệ
thống điều khiển với núm xoay điện tử và cơ cấu cho phép kích hoạt
d
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d
để giám sát tốc độ
giảm bớt của trục khi nó thực hiện phù hợp với 5.12 b) 6),
c
4) Cơ cấu cho phép
kích hoạt
d
5) Giám sát tốc độ
giảm bớt của các trục chính
d
loại 3
6) Giám sát tốc độ
giảm bớt của trục cho các trục nếu điều khiển chạy dao của chuyển động trục bị
tác động bởi thiết bị giữ-để-chạy với PL = d của 5.12 b) 2) hoặc
d
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7) Hệ thống điều
khiển của cơ cấu kẹp dụng cụ và kẹp phôi vận hành bằng năng lượng dùng cho
các máy không yêu cầu các bộ phận bảo vệ di động được
c
đối với máy có các
bộ phận bảo vệ di động được khi việc gia công bị ảnh hưởng bởi các bộ phận bảo
vệ di động được mở, ví dụ máy với chế độ MSO 3
c
đối với các chế độ
vận hành an toàn với các bộ phận di động được đã đóng
b
8) Dừng khẩn cấp
c
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d
10) Chức năng lựa
chọn chế độ vận hành
c
11) Dừng vận hành
an toàn (dừng loại 2 phù hợp với IEC 61800-5-2:2007)
d
12) Dừng an toàn (dừng
loại 1 phù hợp với IEC 61800-5-2:2007)
d
Dừng an toàn (dừng
loại 0 phù hợp với IEC 61800-5-2:2007)
c
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
nếu sự phòng tránh
mối nguy hiểm là khó khăn
d
nếu tồn tại chuyển
động xuống nguy hiểm của trục thẳng đứng hoặc nghiêng, nếu có cơ hội hiện hữu
của việc phòng tránh tai nạn hoặc giảm đáng kể ảnh hưởng của nó
c
14) Chức năng khởi
động và khởi động lại (xem 5.9 c)
cho các hệ thống điều
khiển điện tử
d
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c
CHÚ THÍCH: Các chức
năng khởi động và khởi động lại là không liên quan đến an toàn nếu chúng được
phòng tránh bằng các biện pháp khác, như khóa liên động cửa, cơ cấu cho phép
kích hoạt.
15) Khởi động chuyển
động trục (xem 5.9 e))
cho các hệ thống điều
khiển điện tử
d
cho các hệ thống điều
khiển cơ điện tử
c
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16) Ngăn ngừa sự
kích hoạt không dự định trước của hệ thống chữa cháy CO2
- đối với máy có thể
tiếp cận được
c
- đối với máy không
thể tiếp cận được
b
17) Liên kết kỹ thuật
giữa hệ thống báo cháy hoặc hệ thống chữa cháy tự động với hệ thống điều khiển
của máy
b
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b
19) Ngăn ngừa việc
khởi động không mong muốn của nguồn cấp chất lỏng gia công kim loại lớn hơn
hoặc bằng 5 bar
c
Ngăn ngừa việc khởi
động không mong muốn của nguồn cấp chất lỏng gia công kim loại sử dụng hệ thống
chất lỏng gia công kim loại áp suất thấp, tức là nhỏ hơn 5 bar
b
c) Dừng khẩn
cấp
1) Các chức năng dừng
khẩn cấp phải là loại 1 hoặc 0 (xác định bằng đánh giá rủi ro) phù hợp với IEC
60204-1:2009, 9.2.5.4.2. Ngoài ra chúng nên tuân theo ISO 12100:2010, 6.3.5.2
và TCVN 6719 (ISO 13850);
2) Các chức năng dừng
khẩn cấp phải được kích hoạt bằng thiết bị dừng khẩn cấp, thiết bị này phải phù
hợp với IEC 60204-1:2009, 10.7 và TCVN 6719 (ISO 13850). Thiết bị dừng khẩn cấp
phải được trang bị tại từng vị trí của người vận hành bao gồm dưới đây:
i) từng vị trí, ở đó
các chuyển động nguy hiểm có thể được kích hoạt;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
iii) tại bất kỳ bảng
điều khiển cầm tay nào (nếu có);
iv) tại ổ chứa dụng cụ;
v) tại các trạm gá lắp
và tháo chi tiết gia công.
5.13
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do chất lỏng hoặc vật bị văng
ra
5.13.1
Các yêu cầu chung
Máy mài, khi bên cạnh
các mối nguy hiểm gây ra do các mảnh vỡ sản phẩm vật liệu mài (xem 5.13.2), các
mối nguy hiểm gây ra bởi sự văng ra của chi tiết gia công, các bộ phận của chi
tiết gia công, các bộ phận máy, bụi, hoặc các chất lỏng gia công kim loại là gần
như xảy ra thì phải được trang bị các bộ phận bảo vệ cố định và/hoặc di động được
để giữ lại các bộ phận và các chất này trong khu vực gia công. Các bộ phận bảo
vệ phải được thiết kế, kết cấu và định vị trí tính đến xem xét về ứng suất mong
muốn. Chúng phải tuân theo các yêu cầu chung của ISO 14120.
Các bộ phận bảo vệ để
ngăn ngừa sự văng ra của các bộ phận cũng có thể phục vụ để chứa các mảnh vỡ sản
phẩm vật liệu mài phù hợp với 5.13.2 và/hoặc để ngăn ngừa tiếp cận vào khu vực
gia công khi chúng được thiết kế, kết cấu và định vị trí phù hợp.
5.13.2
Các bộ phận bảo vệ để ngăn ngừa sự văng ra trong sự cố gãy vỡ sản phẩm vật liệu
mài
5.13.2.1 Các bộ phận
bảo vệ sản phẩm vật liệu mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bộ phận bảo vệ phải
bao kín sản phẩm vật liệu mài đến mức lớn nhất có thể thực hiện được.
Khi các bộ phận của bộ
phận bảo vệ sản phẩm vật liệu mài được liên kết với từng bộ phận khác bằng hàn
hoặc bằng phương pháp khác, mối liên kết này phải đủ khỏe để đảm bảo các bộ phận
sẽ không tách ra khi chịu va đập của các mảnh vỡ.
Đối với các yêu cầu
cho bộ phận bảo vệ sản phẩm vật liệu mài, xem A.3.1 đến A.3.3.
Các bộ phận bảo vệ sản
phẩm vật liệu mài phải được gắn vào máy mài sao cho chúng sẽ không bị lỏng hoặc
di chuyển theo cách không điều khiển được trong trường hợp gãy vỡ sản phẩm vật
liệu mài.
Đối với các yêu cầu
cho việc gắn lắp bộ phận bảo vệ sản phẩm vật liệu mài, xem A.4.
Các bộ phận bảo vệ sản
phẩm vật liệu mài và các thành phần gá lắp của chúng phải được đánh giá đối với
sản phẩm vật liệu mài với các kích thước lớn nhất có thể áp dụng trên máy theo
dự định sử dụng và tốc độ quay lớn nhất của trục chính bánh mài. Tốc độ lớn nhất
có thể trong trường hợp có sai hỏng của bộ dẫn động trục chính bánh mài phải được
xem là tốc độ tối đa.
Không yêu cầu bộ phận
bảo vệ sản phẩm vật liệu mài trên máy mài khi sử dụng các sản phẩm vật liệu mài
có D ≤ 1000 mm và vận tốc dài v ≤ 16 m/s.
Trong các tình huống/trường
hợp khi không thể trang bị bộ phận bảo vệ sản phẩm vật liệu mài, thì phải trang
bị bộ phận bảo vệ che kín khu vực gia công hoặc các biện pháp khác dẫn đến bảo
vệ theo yêu cầu. Bộ phận bảo vệ che kín khu vực gia công phải tuân theo các yêu
cầu của A.3.5.2.2 về chiều dày thành và vật liệu.
Khi các dụng cụ sửa
bánh mài đang quay sinh ra các mối nguy hiểm tương tự như các sản phẩm vật liệu
mài đang quay, thì cũng phải trang bị các biện pháp bảo vệ tương ứng cho các dụng
cụ này.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Máy mài trên đó sử dụng
các sản phẩm vật liệu mài với hệ số an toàn Sbr ≤ 1,75 (xem EN
12413) [xem công thức (1)] hoặc với vận tốc dài v > 50 m/s thì phải được
trang bị vỏ che khu vực gia công để giữ lại các mảnh vỡ bao gồm các mảnh vỡ bị
văng ra khỏi khe hở của bộ phận bảo vệ sản phẩm vật liệu mài trong khu vực gia
công (khu vực gia công được bao kín hoàn toàn).
 (1)
(1)
Trong đó
Sbr là hệ
số an toàn chống lại sự tách vỡ do lực li tâm;
vbr là tốc
độ tách vỡ, vận tốc dài tại đó sản phẩm vật liệu mài gãy vỡ do lực li tâm;
vs là tốc
độ vận hành tối đa, vận tốc dài cho phép tối đa của sản phẩm vật liệu mài đang
quay.
Quy định vỏ che khu vực
gia công có thể bao gồm:
a) Các bộ phận bảo vệ
cố định và di động được phù hợp với A.3.5;
b) Bộ phận bảo vệ sản
phẩm vật liệu mài, được trang bị bổ sung cùng với bộ phận bảo vệ bên trong chúng
che kín khe hở của bộ phận bảo vệ sản phẩm vật liệu mài trong trường hợp gãy vỡ
sản phẩm vật liệu mài (xem A.3.1.4).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Đối với các máy
mài khung xoay dẫn hướng bằng tay và các máy mài cắt đứt khung xoay có vận tốc
dài của sản phẩm vật liệu mài v ≤ 80 m/s, xem Bảng 1, số 1.4.
d) Đối với các máy mài
cắt đứt dẫn hướng bằng tay và cơ khí có vận tốc dài của sản phẩm vật liệu mài v
< 100 m/s và đường kính của bánh mài cắt đứt D ≤ 406 mm, xem Bảng 1, số 1.3
và 1.5.
Các bộ phận bảo vệ sản
phẩm vật liệu mài và các vỏ che khu vực gia công phải được xác định đối với sản
phẩm vật liệu mài với các kích thước lớn nhất có thể áp dụng trên máy theo dự định
sử dụng và tốc độ quay lớn nhất của trục chính bánh mài. Tốc độ lớn nhất có thể
trong trường hợp có lỗi của bộ dẫn động trục chính bánh mài phải được xem là tốc
độ tối đa.
CHÚ THÍCH: Bằng việc
giám sát tốc độ liên quan đến các vùng đã xác định khác nhau của đường kính dụng
cụ mài, việc giảm chiều dày thành của các bộ phận bảo vệ (bộ phận bảo vệ sản phẩm
vật liệu mài và vỏ che khu vực gia công) có thể đạt được, theo Phụ lục A.
5.13.3
Các thiết bị bảo vệ chống lại sự văng ra của chi tiết gia công và các bộ phận của
nó
5.13.3.1 Tổng quan
Máy mài phải được thiết
kế sao cho ngăn ngừa sự văng ra của chi tiết gia công và/hoặc các bộ phận của
nó. Nếu việc này không thể thực hiện được, thì phải trang bị các bộ phận bảo vệ
phù hợp có khả năng giữ lại và chúng phải có kích thước theo năng lượng của các
bộ phận văng ra này.
5.13.3.2 Máy mài phẳng
Máy mài phẳng (xem Bảng
1, các số 1.10 và 1.11) phải được trang bị thêm bộ phận bảo vệ chứa các chi tiết
gia công bị văng ra được đặt ở biên của khu vực gia công theo chiều quay của sản
phẩm vật liệu mài. Năng lượng dịch chuyển của các chi tiết gia công bị văng ra
phải được xác định từ khối lượng của chi tiết gia công và vận tốc dài tối đa của
sản phẩm vật liệu mài. Các kích thước yêu cầu của bộ phận bảo vệ chứa có thể được
xác định bằng các công thức tính trong A.4.3 cho các vật liệu khác nhau của thiết
bị bảo vệ. Etrans trong các công thức tương ứng với năng lượng đã
xác định của chi tiết gia công bị văng ra.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.14
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do mất ổn định
Máy và trang thiết bị
liên quan phải được thiết kế sao cho chúng ổn định dưới các điều kiện sử dụng
quy định. Phải đáp ứng các yêu cầu trong ISO 12100:2010, 6.2.6
và 6.3.2.6.
5.15
Các yêu cầu riêng xuất phát từ các mối nguy hiểm do người bị trượt, vấp và ngã
Máy và trang thiết bị
liên quan phải được thiết kế sao cho chúng ổn định dưới các điều kiện sử dụng
quy định. Phải đáp ứng các yêu cầu trong ISO 12100:2010, 6.2.6
và 6.3.2.6.
a) Chỗ làm việc và
các biện pháp tiếp cận với máy (như cầu thang, các thang tích hợp, các bục vận
hành và lối đi bộ) phải được thiết kế để giảm thiểu khả năng trượt, vấp và ngã
bằng việc sử dụng các chỗ dựa tay, chỗ dựa chân, và bề mặt chống trượt nếu cần
thiết. Các yêu cầu của TCVN 7387-1 (ISO 14122-1), TCVN 7387-2 (ISO 14122-2),
ISO 14122-3 và ISO 14122-4 phải được đáp ứng.
b) Để tránh bẩn sàn,
khi có hệ thống cung cấp chất lỏng gia công kim loại, nó phải được thiết kế để
ngăn ngừa bắn tóe, phun và phun mù ra ngoài vỏ che máy. Thông tin sử dụng phải
lưu ý về tầm quan trọng của việc ngăn ngừa chất lỏng bị đổ ra vào khu vực xung
quanh và do đó gây ra các mối nguy hiểm trượt.
6
Kiểm tra xác nhận các yêu cầu an toàn và/hoặc các biện pháp bảo vệ
Bảng 4 chỉ ra các
phương pháp theo đó các yêu cầu và/hoặc các biện pháp an toàn đã mô tả trong Điều
5 phải được kiểm tra xác nhận, cùng với tham chiếu đến điều tương ứng trong
tiêu chuẩn này.
Bảng
4 - Các phương pháp kiểm tra xác nhận
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Yêu
cầu an toàn và/hoặc các biện pháp bảo vệ
Phương
pháp kiểm tra xác nhận
Kiểm
tra bằng mắt
Thử
chức năng
Đo
Tính
toán
Lập
tài liệu
5.1
Yêu cầu chung
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.1.2
Các yêu cầu đối với
các bộ phận bảo vệ cho tất cả các nhóm máy mài
X
X
X
X
5.2
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm cơ khí
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhóm máy 1, các máy
mài điều khiển bằng tay không có các trục được vận hành bằng năng lượng và
không có điều khiển số
X
X
X
X
5.2.2
Nhóm máy 2, các máy
mài điều khiển bằng tay với các trục được vận hành bằng năng lượng và, nếu
thích hợp, với khả năng điều khiển số hạn chế
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
5.2.3
Nhóm máy 3, các máy
mài điều khiển số
5.2.3.1
Tiếp cận vào khu vực
gia công
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.2.3.2
Yêu cầu riêng đối với
các bộ phận bảo vệ
X
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các yêu cầu riêng
khác
X
X
X
X
X
5.2.4
Thiết bị kẹp dụng cụ
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
X
5.2.5
Kẹp chi tiết gia
công
5.2.5.2
Giá đỡ chi tiết gia
công
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.2.5.3
Thiết bị kẹp chi tiết
gia công vận hành bằng năng lượng
X
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các trục thẳng đứng
hoặc nghiêng dưới tác dụng của trọng lực
X
X
X
5.2.7
Các chế độ vận hành
máy
5.2.7.1
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
X
5.2.7.2
MSO 0: Chế độ bằng
tay
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.2.7.3
MSO 1: Chế độ tự động
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
MSO 2: Chế độ cài đặt
X
X
X
X
5.2.7.5
MSO 3: Chế độ tùy
chọn đặc biệt dùng cho sự can thiệp bằng tay dưới chế độ các điều kiện vận
hành bị hạn chế
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
5.2.7.6
Chế độ bảo dưỡng
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.8
Trang bị tùy chọn
hoặc bổ sung cho máy mài
5.2.8.1
Thiết bị vận chuyển
dùng để tháo/lắp chi tiết gia công
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Máy được trang bị ụ
sau và/hoặc nòng ụ sau
X
X
X
X
5.2.8.3
Ổ chứa dụng cụ, cơ
cấu chuyển dụng cụ và cơ cấu thay dụng cụ có thể tiếp cận được bên ngoài
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
5.3
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm về điện
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do tiếng ồn
X
X
X
X
5.5
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do rung
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
X
5.6
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do bức xạ
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.7
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do vật liệu hoặc các chất
5.7.1
Tổng quan
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.7.2
Thiết bị dùng cho
việc sử dụng các chất lỏng gia công kim loại
5.7.2.1
Tổng quan
X
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các biện pháp bảo vệ
chống lại sự tiếp xúc hoặc sự hít vào
X
X
X
X
5.7.2.3
Các mối nguy hiểm
sinh vật và vi sinh vật (vi rút và vi khuẩn)
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.7.3
Các biện pháp chống
lại mối nguy hiểm do cháy và nổ
5.7.3.1
Chất lỏng gia công
kim loại dễ cháy
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.7.3.2
Bụi dễ cháy và nổ
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do không chú ý đến các nguyên tắc ecgônômi
X
X
X
X
5.9
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do khởi động không mong muốn, chạy quá hoặc vượt
quá tốc độ
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.10
Các yêu cầu riêng
xuất phát từ các nguy hiểm do việc thay đổi tốc độ quay của trục chính mang dụng
cụ
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.11
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do lỗi nguồn cung cấp
X
X
X
5.12
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do lỗi mạch điều khiển
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
X
5.13
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do chất lỏng hoặc vật bị văng ra
5.13.1
Các yêu cầu chung
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.13.2
Các bộ phận bảo vệ
để ngăn ngừa sự văng ra trong sự cố gãy vỡ sản phẩm vật liệu mài
5.13.2.1
Các bộ phận bảo vệ
sản phẩm vật liệu mài
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
X
5.13.2.2
Vỏ che khu vực gia
công
X
X
X
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các thiết bị bảo vệ
chống lại sự văng ra của chi tiết gia công và các bộ phận của nó
X
X
X
X
X
5.14
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do mất ổn định
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
X
5.15
Các yêu cầu riêng
xuất phát từ các mối nguy hiểm do người bị trượt, vấp và ngã
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
Thông tin cho sử dụng
7.1
Ghi nhãn
X
X
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hướng dẫn sử dụng
X
X
7
Thông tin cho sử dụng
CHÚ THÍCH: Xem ISO
12100:2010, 6.4.
7.1
Ghi nhãn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Để nhận biết máy
rõ ràng:
1) Tên và địa chỉ của
nhà sản xuất, nếu có, đại diện được ủy quyền;
2) Ký hiệu máy, loạt
hoặc kiểu máy;
3) Số sê ri, nếu có;
4) Năm sản xuất, là
năm hoàn thiện việc chế tạo máy.
b) Để chỉ ra máy tuân
theo các yêu cầu bắt buộc (ví dụ nhãn CE);
c) Để
sử dụng máy an toàn
1) Chiều quay của trục
chính bánh mài;
2) Tốc độ cho phép lớn
nhất hoặc dải tốc độ cửa trục chính bánh mài tính bằng vòng trên phút hoặc vận
tốc dài tính bằng mét trên giây;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4) Khối lượng máy;
5) Dữ liệu nguồn cấp
đối với các hệ thống điện, thủy lực và khí nén;
6) Tốc độ trục chính
kẹp gia công cho phép lớn nhất tính bằng vòng trên phút;
7) Các bộ phận bảo vệ,
các thiết bị bảo vệ và các bộ phận khác của máy, chúng không được gắn một cách
cố định, phải được ghi nhãn với các dữ liệu nhận biết;
8) Máy có rủi ro cháy
và nổ phải được cung cấp nhãn phù hợp, nếu
i) chất dập cháy đi
kèm máy có gây ra mối nguy hiểm, và
ii) máy được dự định
dành riêng cho gia công các vật liệu đặc biệt (như các kim loại nhẹ) và cho gia
công các vật liệu khác (như tạo thành tia lửa) có thể sinh ra các mối nguy hiểm.
7.2
Hướng dẫn sử dụng
7.2.1
Tổng quan
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các hướng dẫn sử dụng
phải cung cấp toàn bộ thông tin cần thiết liên quan đến vận chuyển, lắp
ráp/tháo rời, vận hành, cài đặt, bảo trì, vệ sinh máy, ... để đào tạo hoặc tuyển
chọn người vận hành đủ trình độ sử dụng an toàn máy.
Sổ tay hướng dẫn sử dụng
phải quy định rằng thiết yếu người vận hành được đào tạo thích hợp về sử dụng
an toàn, điều chỉnh và vận hành máy. Tối thiểu những thông tin sau phải được
cung cấp:
a) Các quy định kỹ thuật
về các quá trình gia công và các chế độ vận hành an toàn thích hợp cho máy mài.
Nếu máy có chế độ MSO 2 và/hoặc MSO 3 và/hoặc chế độ bảo dưỡng, chi tiết của việc
dự định sử dụng các chế độ này phải được xác định.
1) Thông tin về việc
sử dụng sai có thể thấy trước phải được đưa ra.
2) Thông tin về các rủi
ro còn lại có thể xảy ra, ví dụ như về
i) bất kỳ chế độ vận
hành an toàn đã cung cấp nào (như MSO 0, MSO 1, MSO 2, MSO 3 hoặc chế độ bảo dưỡng),
ii) ồn (xem 7.2.6),
iii) rung động trên
các máy dẫn hướng bằng tay (xem 7.2.7), và
iv) chạm vào sản phẩm
vật liệu mài khi dụng cụ được dẫn hướng bằng tay.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
i) điều chỉnh và gá kẹp
các chi tiết gia công và thiết bị,
ii) cài đặt, vận hành
và giám sát máy mài,
iii) lựa chọn và sử dụng
các sản phẩm vật liệu mài,
iv) gá lắp và sửa sản
phẩm vật liệu mài,
v) đầu vào dữ liệu
dùng cho gia công các chi tiết gia công và tối ưu hóa quá trình gia công,
vi) các mối nguy hiểm
đặc biệt và các yêu cầu an toàn, và
vii) sử dụng trang bị
bảo vệ cá nhân.
CHÚ THÍCH: Trong các
chế độ MSO 3 và chế độ bảo dưỡng, có thể cần thiết các kỹ năng bổ sung (xem
7.2.9).
Bổ sung cho thông tin
chung được yêu cầu theo ISO 12100:2010, các thông tin sau phải được đưa ra
trong hướng dẫn sử dụng:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Bất kỳ thông tin cần
thiết nào cho lắp đặt an toàn (như các điều kiện sàn nhà, dịch vụ, khử rung);
Việc này bao gồm
thông tin về vị trí cho các máy để sử dụng với các chất lỏng gia công kim loại
dễ cháy, chúng được trang bị các thiết bị xả áp, và thông tin về vị trí của bộ
lọc ẩm cho các máy để gia công các vật liệu mà sinh ra bụi dễ cháy và nổ;
d) Yêu cầu đối với bảo
trì, bao gồm một danh sách các thiết bị bảo trì phải được kiểm tra hoặc thử nghiệm,
gồm cả tần suất và phương pháp thử;
e) Tần suất của việc
kiểm tra bằng mắt là cần thiết để bảo đảm chức năng bảo vệ của các cửa sổ quan
sát và các tấm che trong suốt
1) Phương pháp kiểm
tra và bản mô tả các vết hỏng mà làm cho tấm che trong suốt không phù hợp để tiếp
tục sử dụng hoặc chỉ ra rằng cần phải thay thế. Thông tin này có thể bao gồm
các mô tả của trạng thái tấm che trong suốt không được chấp nhận, như biến dạng
dẻo (các chỗ phình ra, các vết lõm) do các sự cố va đập, các nứt trước đó, hư hỏng
do sự bít kín mép, sự thẩm thấu chất làm mát (ảnh hưởng của già hóa) vào
composite, bằng chứng của sự suy thoái như mờ/bạc màu, hư hỏng khác đến các lớp
bảo vệ. Các tấm che trong suốt bằng polycarbonate là nguy hiểm ngay khi chúng bị
mờ hoặc bạc màu và do đó chúng phải được thay thế bằng các tấm che trong suốt mới
trước khi hư hỏng đó xảy ra.
2) Các khuyến nghị của
nhà sản xuất đối với việc thay thế các tấm che trong suốt phải được xem xét về
tính chất vật liệu của tấm che trong suốt tương ứng. Với trường hợp đặc biệt của
polycarbonate, xem A.3.6.
3) Các phương pháp được
khuyến nghị để làm sạch các tấm che trong suốt không gây ra hư hỏng và khi
thích hợp, lựa chọn và sử dụng chất làm sạch phù hợp.
4) Yêu cầu mà khi
thay các tấm che trong suốt là phải tuân theo hướng dẫn lắp ráp của nhà sản xuất.
f) Các khuyến nghị về
việc vận chuyển và nâng hạ các chi tiết/các dụng cụ hoặc các chi tiết gia công
nặng bao gồm cả vị trí của các điểm nâng hạ các bộ phận có thể thay thế, ví dụ
như dụng cụ, các chi tiết, các thiết bị kẹp;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
h) Các khuyến nghị về
lựa chọn, chuẩn bị, áp dụng và bảo trì các chất bôi trơn cho các hệ thống phanh
và truyền động;
i) Các khuyến nghị về
lựa chọn, chuẩn bị, áp dụng và bảo trì các chất lỏng gia công kim loại và các
biện pháp phòng ngừa chống lại sự suy thoái của chúng và thông tin tuân theo
các khuyến nghị của nhà sản xuất chất lỏng gia công kim loại;
j) Các khuyến nghị về
các biện pháp ngăn ngừa sự bắn tóe, phun mù hoặc sự văng ra của chất lỏng gia
công kim loại, ví dụ như sự sạch sẽ của các máng thu gom, và về sự phòng tránh
các chất lỏng bị đổ ra vào môi trường của máy;
k) Các khuyến nghị về
việc giảm rủi ro cháy nổ cho lựa chọn các chất lỏng gia công kim loại dễ cháy.
Việc này bao gồm ví dụ như thông tin về độ nhớt và điểm chớp cháy và về việc giảm
sự hình thành son khí và hơi thông qua việc lựa chọn các chất lỏng gia công kim
loại phát xạ thấp (xem Phụ lục I);
l) Các khuyến nghị để
sử dụng các biện pháp phòng ngừa bổ sung khi làm việc với các chất lỏng gia
công kim loại dễ cháy
Việc này bao gồm các
thông tin về
1) Sự thoát ra của
khí nóng tại các khe hở của cửa và các lỗ mở của máy,
2) Các bề mặt và các
chi tiết nóng có thể vẫn đang tồn tại sau khi có cháy,
3) Các mối nguy hiểm
cháy ngược lại trong khi mở/khởi động lại máy một cách trực tiếp sau khi cháy,
và
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
i) các sản phẩm làm sạch
và thuần hóa máy,
ii) các sản phẩm và
các dung môi làm sạch chi tiết gia công, và
iii) dầu từ bên ngoài,
…
để duy trì các tính chất
liên quan đến an toàn của chất lỏng gia công kim loại liên quan đến các mối
nguy hiểm cháy và nổ trong suốt tuổi thọ của nó.
m) Các khuyến nghị về
các biện pháp phòng ngừa bổ sung, nếu bụi dễ cháy hoặc dễ nổ được hình thành
trong khi gia công (cũng xem 7.2.9, đoạn thứ hai);
n) Các hướng dẫn cho
phép người bị mắc kẹt thoát ra;
o) Các hướng dẫn về
việc sử dụng trang bị bảo vệ cá nhân (như bảo vệ tay, tai và mắt);
p) Các hướng dẫn để kết
nối hệ thống hút khi quá trình gia công sinh ra các chất gây nguy hiểm (như bụi
và mù sương);
q) Cảnh báo về các mối
nguy hiểm và các biện pháp phòng ngừa tại nơi làm việc và các nơi tiếp cận vào
máy (như cầu thang, bệ gia công, lối đi) có mặt các mối nguy hiểm trượt, vấp hoặc
ngã.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Thông tin về việc
lựa chọn và vận chuyển các sản phẩm vật liệu mài và các bích kẹp, về cách gá lắp
và kẹp chặt thích hợp các sản phẩm vật liệu mài, về thử vòng và thử tốc độ, về
sử dụng các lớp và các khoảng trống trung gian, về sự bắt đầu của sản phẩm vật
liệu mài mới, về sửa đá mài, xem Phụ lục D. Thông tin về việc lựa chọn các sản
phẩm vật liệu mài nên bao gồm lời khuyên về việc kiểm tra khả năng có thể áp dụng
được của các sản phẩm vật liệu mài có ồn thấp, nếu thích hợp áp dụng.
b) Thông tin về khối
lượng cho phép lớn nhất và vỏ bao không gian của sản phẩm vật liệu mài trên các
máy mài được trang bị các cơ cấu lắp tự động.
c) Thông tin về việc
lựa chọn các bộ phận bảo vệ sản phẩm vật liệu mài cho các loại và các kích thước
khác nhau của các sản phẩm vật liệu mài.
d) Thông tin về các bộ
phận bảo vệ an toàn và các biện pháp bảo vệ, như trang bị bảo vệ cá nhân, chúng
có thể cần thiết trong khi làm sạch bằng tay các chỗ sứt mẻ của sản phẩm vật liệu
mài.
7.2.3
Kẹp chi tiết gia công
Thông tin sau về việc
kẹp chi tiết gia công và các thiết bị kẹp chi tiết gia công phải được cung cấp.
a) Đối với các thiết
bị kẹp chi tiết gia công được cung cấp cùng với máy: Thông tin về việc phải sử
dụng và bảo trì thiết bị kẹp chi tiết gia công như thế nào (như lịch trình bảo
trì và bôi trơn).
b) Đối với các thiết
bị kẹp chi tiết gia công có thể được sử dụng: Các khuyến nghị về việc kẹp chặt
chi tiết gia công, bao gồm cả thông tin về các ống kẹp hoặc các mâm cặp có thể
được sử dụng theo máy cùng với khuyến nghị cho sử dụng/bảo trì của nhà sản xuất
thiết bị kẹp chi tiết gia công.
c) Đối với việc thay
thế/thay thiết bị kẹp chi tiết gia công: Thông tin để cho phép các thiết bị kẹp
chi tiết gia công (như các mâm cặp, tấm gá bề mặt hoặc các ống kẹp) sẽ được chọn,
lắp, và/hoặc thay, ví dụ như dữ liệu liên quan đến bộ phận đó của thiết bị kẹp/giao
diện máy thuộc về máy hoặc các yêu cầu mất cân bằng đối với mâm cặp và tấm gá bề
mặt.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Thông tin phải được
đưa ra mà việc chỉnh sửa các thiết bị kẹp chi tiết gia công được cung cấp cùng
hoặc được lắp với máy có thể giảm hoặc thay đổi tốc độ trục chính cho phép lớn
nhất hoặc hiệu quả của các thiết bị này.
2) Thông tin phải được
đưa ra mà các thiết bị kẹp chi tiết gia công chỉ được chỉnh sửa trong các giới
hạn đã cho bởi nhà sản xuất máy mài và phù hợp với các khuyến nghị của nhà sản
xuất thiết bị kẹp.
3) Thông tin phải được
đưa ra về dụng cụ bổ sung thêm hoặc thay thế cho các thiết bị kẹp chi tiết gia
công (như các chấu cặp) chúng có thể làm giảm tốc độ cho phép lớn nhất của các
thiết bị này. Dụng cụ đó phải được ghi nhãn rõ ràng về tốc độ cho phép lớn nhất
giảm tính bằng vòng trên phút.
7.2.4
Các chức năng máy có thể truy cập được từ bảng điều khiển NC
Hướng dẫn sử dụng phải
mô tả lựa chọn đúng và sử dụng các chức năng máy có thể truy cập được từ bảng
điều khiển NC, như các hiệu chỉnh dụng cụ, truy cập chế độ, và các thay đổi chế
độ.
7.2.5
Khởi động lại
Thông tin phải được
cung cấp về quy trình khởi động lại. Đặc biệt, sau khi thay sản phẩm vật liệu
mài, người cài đặt máy phải nhập vào tốc độ lớn nhất của sản phẩm vật liệu mài.
Sau mỗi lần thay đổi chương trình, người vận hành phải nhập vào và/hoặc xác nhận
giá trị tốc độ vận hành lớn nhất và cả hai tốc độ phải được xác nhận giá trị bởi
người vận hành.
Người vận hành phải
nhập vào và/hoặc xác nhận giá trị tốc độ vận hành lớn nhất cho chi tiết gia công
cụ thể và tốc độ lớn nhất của chi tiết gia công.
7.2.6
Ồn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Mức áp suất âm
phát xạ theo trọng số A tại các trạm làm việc, khi mức này vượt quá 70 dB (A);
khi mức này không vượt quá 70 dB (A), thực tế này phải được biểu thị;
b) Mức áp suất âm
phát xạ tức thời theo trọng số C đỉnh tại các trạm làm việc, khi mức này vượt
quá 63 Pa (130 dB liên quan đến 20 µPa);
c) Mức công suất âm
theo trọng số A phát ra bởi máy, khi mức áp suất âm phát xạ theo trọng số A tại
các trạm làm việc vượt quá 80 dB (A).
Các giá trị này phải
là các giá trị đo được thực tế đối với máy đang được nói đến hoặc là các giá trị
được thiết lập trên cơ sở các phép đo thực hiện cho máy móc có thể so sánh được
về mặt kỹ thuật mà nó đại diện cho máy sẽ được chế tạo.
Trong trường hợp máy
rất lớn, thay vì mức công suất âm theo trọng số A, có thể biểu thị các mức áp
suất âm phát xạ theo trọng số A tại các vị trí quy định xung quanh máy.
Bất kể khi nào các
giá trị phát xạ âm được biểu thị, độ không đảm bảo quanh các giá trị này phải
được quy định. Các điều kiện vận hành máy trong khi đo và các phương pháp đo đã
sử dụng phải được mô tả.
Vị trí và giá trị của
áp suất âm lớn nhất phải được biểu thị.
Việc khai báo phải được
kèm thêm bằng một bản nêu phương pháp đo đã sử dụng và các điều kiện vận hành
áp dụng trong khi thử và các giá trị độ không đảm bảo K, sử dụng một mẫu dạng số
kép của khai báo được định nghĩa phù hợp với ISO 4871:
- K = 4 dB khi sử dụng
ISO 3746 hoặc ISO 11202 (cấp 3);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ví dụ: Đối với mức
công suất âm LWA = 83 dB(A) (giá trị đo được), độ không đảm bảo K =
4 dB(A) đối với các phép đo thực hiện theo ISO 3746.
CHÚ THÍCH: Một ví dụ
khác có thể xem trong TCVN 7011-5:2007 (ISO 230-5:2000), Phụ lục E.
Nếu độ chính xác của
các giá trị độ ồn phát ra đã khai báo cần được xác minh, các phép đo phải được
thực hiện bằng sử dụng cùng một phương pháp và cùng điều kiện vận hành giống
như cho các phép đo đã khai báo.
Khai báo độ ồn phải
được đưa ra cùng với tuyên bố sau:
“Các số liệu trích dẫn
là các mức phát xạ và không phải là các mức làm việc an toàn cần thiết. Trong
khi có sự tương quan giữa các mức phơi nhiễm và mức phát xạ, điều này không thể
chắc chắn sử dụng để xác định có hay không có thêm các phòng ngừa an toàn được
yêu cầu. Những yếu tố ảnh hưởng đến mức phơi nhiễm thực tế của lực lượng lao động
bao gồm cả đặc điểm của nhà xưởng và các nguồn gây ồn khác, nghĩa là số lượng
máy và các quá trình liền kề khác và thời gian mà người vận hành bị phơi nhiễm
với tiếng ồn. Hơn nữa, mức phơi nhiễm cho phép có thể khác nhau giữa các quốc gia.
Tuy nhiên, thông tin này sẽ cho phép người sử dụng máy thực hiện đánh giá tốt
hơn về các mối nguy hiểm và rủi ro”.
7.2.7
Rung
Trong trường hợp các
bộ phận phía trên của thân chịu các rung động, như các máy mài dẫn hướng bằng
tay, sổ tay hướng dẫn phải bao gồm các thông tin sau liên quan đến các rung động
được truyền bởi máy.
- Giá trị rung tổng
mà các bộ phận phía trên của thân chịu tác động nếu giá trị xác định được lớn
hơn 2,5 m/s2.
- Nếu giá trị rung tổng
mà các bộ phận phía trên của thân chịu tác động không vượt quá 2,5 m/s2,
giá trị này phải được biểu thị.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sổ tay hướng dẫn cũng
phải cung cấp thông tin sau:
a) Thông tin về các
biện pháp kỹ thuật để giảm rung;
b) Thông tin về trang
bị bảo vệ cá nhân, nếu thích hợp;
c) Các điều kiện vận
hành máy trong khi đo rung;
d) Các vị trí của bộ
chuyển đổi trong khi đo;
e) Các phương pháp đo
rung được sử dụng;
f) Tiêu chí theo đó sự
khai báo rung được thực hiện (như EN 12096).
7.2.8
Thiết bị vận chuyển phụ trợ
Nếu các thiết bị vận
chuyển phụ trợ được tích hợp trên máy, nhà sản xuất/nhà cung cấp thiết bị vận
chuyển phụ trợ phải cung cấp thông tin cần thiết để cho phép nhà sản xuất/nhà
cung cấp máy lắp đặt các thiết bị này cho sử dụng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thông tin phải được
đưa ra để cảnh báo rằng các bộ phận bảo vệ đã cho hoặc đã cung cấp với máy phù
hợp với Phụ lục A nhằm giảm thiểu rủi ro của sự văng ra và không loại bỏ chúng
hoàn toàn. Cũng như vậy, khoảng cách tối thiểu từ người vận hành đến các cửa sổ
quan sát phải được đưa ra.
Phải đưa ra khuyến
cáo rằng các chất gia công như nhôm hoặc magiê có thể gây ra các mối nguy hiểm
bổ sung, ví dụ như cháy, nổ hay các bụi có hại.
Phải đưa ra các hướng
dẫn về các kiểm tra cần thiết sau khi thay thế các chi tiết, tháo thiết bị hoặc
thay đổi phần mềm mà có thể ảnh hưởng đến các chức năng an toàn.
Phải đưa ra các thông
tin để chỉ ra rằng việc gia công các chi tiết gia công mất cân bằng có thể gây
ra mối nguy hiểm do văng ra và cách để giảm thiểu rủi ro bằng cách lắp đối trọng
cân bằng hoặc giảm tốc độ khi gia công.
Phải đưa ra thông tin
về quá trình gia công và các chế độ vận hành an toàn phù hợp với máy mài.
Thông tin về những rủi
ro còn lại có thể có, ví dụ thông qua các mối nguy hiểm cơ khí ở chế độ cài đặt
và chế độ gia công bằng tay, phải được đưa ra.
Nếu máy cung cấp chế độ
MSO 3 theo 5.2.7.5,
- Chi tiết của việc dự
định sử dụng và các biện pháp an toàn phải được nhà sản xuất/nhà cung cấp lập
thành tài liệu, và
- Nhà sản xuất/nhà
cung cấp máy phải quy định mức kỹ năng yêu cầu đối với người vận hành để vận
hành chế độ MSO 3.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Chi tiết về việc áp
dụng chế độ bảo dưỡng,
- Các kỹ năng yêu cầu
và mức kỹ năng đối với người vận hành để vận hành chế độ bảo dưỡng, và
- Tất cả các dụng cụ
và các thiết bị kẹp gia công (nếu áp dụng được) sẽ được tháo ra.
Thông tin phải được
đưa ra về các thông số chính mà người sử dụng phải xem xét để giảm mức phát xạ ồn,
như
a) Lựa chọn dụng cụ,
b) Kẹp chi tiết gia
công/dụng cụ, và
c) Bảo trì.
7.2.10
Hướng dẫn lắp đặt máy mài
Thông tin về móng máy
yêu cầu và cách lắp đặt và đỡ máy phải được cung cấp. Trên tất cả, việc vận
chuyển an toàn các bộ phận nặng của máy cỡ lớn phải được mô tả.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thông tin về các quy
trình làm sạch nhìn thấy trước phải được cung cấp. Tất cả các trang bị tiện ích
(ví dụ: chỗ dựa tay, chỗ để chân và/hoặc các bề mặt chống trơn trượt) phải được
mô tả và cách thức tiếp cận đến tất cả các phía/các bộ phận của máy phải được
giải thích.
Phụ lục A
(Quy
định)
Bộ phận bảo vệ sản phẩm vật liệu mài, vỏ
che khu vực gia công và các kết hợp của chúng
A.1 Tổng quan
Các yêu cầu dưới đây
áp dụng cho các bộ phận bảo vệ sản phẩm vật liệu mài, vỏ che khu vực gia công
và các kết hợp của chúng dùng cho sử dụng các sản phẩm vật liệu mài gắn kết và
các sản phẩm vật liệu mài siêu cứng.
A.2 Các thuật ngữ viết
tắt và các ký hiệu
As
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[mm2]
AT
Mặt cắt ngang quy đổi
trục của bulông quy đổi
[mm2]
D
Đường kính của diện
tích chịu cắt
[mm]
E
Tổng năng lượng
quay của sản phẩm vật liệu mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Etrans
Năng lượng tịnh tiến
của mảnh vỡ
[J]
E'trans
Năng lượng tịnh tiến
của một mảnh vỡ để tính toán các chi tiết cố
định của bộ phận bảo vệ sản phẩm vật liệu mài
[J]
Erol
Năng lượng quay của
một mảnh vỡ
[J]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tổn
thất năng lượng trong quá trình va đập
[J]
F
Lực va đập
[N]
Fm
Lực cắt trung bình
[N]
Fmax
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[N]
k
Hệ số va đập
[-]
ls
Chiều dài trục quy
đổi của bulông quy đổi
[mm]
m
Khối lượng của sản
phẩm vật liệu mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
mBr
Khối lượng của một
mảnh vỡ
[kg]
mSH
Khối lượng của bộ
phận bảo vệ sản phẩm vật liệu mài
[kg]
n
Số lượng các chi tiết
kẹp chặt
[-]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tỉ số của đường
kính lỗ và đường kính ngoài của sản phẩm vật liệu mài
[-]
ReH
Giới hạn chảy trên
[N/mm2]
Rm
Độ bền kéo
[N/mm2]
Rp0,2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[N/mm2]
s
Lượng dịch chuyển
[mm]
Sw
Khoảng cách cắt
[mm]
v
Vận tốc dài của một
sản phẩm vật liệu mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
vmax
Vận tốc dài lớn nhất
có thể có của một sản phẩm vật liệu mài trong trường hợp lỗi hỏng dẫn động trục
chính bánh mài
[m/s]
vs
Vận tốc vận hành lớn
nhất của một sản phẩm vật liệu mài
[m/s]
WD
Khả năng hấp thụ
năng lượng của bulông giảm khi va đập kéo
[J]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khả năng hấp thụ
năng lượng của chi tiết kẹp chặt thứ i
[J]
Ws
Khả năng hấp thụ năng
lượng của phần tử cắt khi va đập cắt
[J]
z
Số lượng các mảnh vỡ
sản phẩm vật liệu mài
[-]
α
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[°]

Một nửa góc của các
mảnh vỡ (đo bằng radian)
[-]
εB
Độ dãn dài giới hạn
[%]
εR
Độ dãn tỉ đối khi đứt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E
Mô đun đàn hồi
[N/mm2]
αm
Trung bình đại số của
giới hạn chảy trên ReH
hoặc giới hạn chảy quy ước 0,2 % Rp0,2
và độ bền kéo Rm
[N/mm2]
ρ
Khối lượng riêng
[g/cm3]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ bền cắt
[N/mm2]
A.3 Các yêu cầu đối
với các bộ phận bảo vệ sản phẩm vật liệu mài và các vỏ che khu vực gia công
A.3.1 Hình dạng của
các bộ phận bảo vệ sản phẩm vật liệu mài và các góc mở
A.3.1.1 Tổng quan
Các bộ phận bảo vệ sản
phẩm vật liệu mài phải giữ lại các mảnh vỡ một cách an toàn trong trường hợp sản
phẩm vật liệu mài bị gãy vỡ. Thông thường, sản phẩm vật liệu mài được che kín
hoàn toàn bởi bộ phận bảo vệ sản phẩm vật liệu mài. Góc mở là khác nhau đối với
các loại máy mài khác nhau và phải cung cấp tiếp cận duy nhất đến bộ phận của sản
phẩm vật liệu mài mà cần thiết cho quá trình gia công.
A.3.1.2 Bộ phận bảo
vệ sản phẩm vật liệu mài đối với mài chu vi
Các bộ phận bảo vệ sản
phẩm vật liệu mài trên các máy mài dùng để mài chu vi, cắt đứt, mài biên dạng,
phù hợp với Bảng 1, các số 1.3, 1.5, 1.10, 1.13, 1.14 phải che kín sản phẩm vật
liệu mài với một góc mở lớn nhất là 150° (xem các Hình A.1 và A.2).
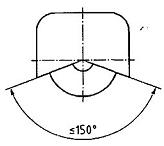
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
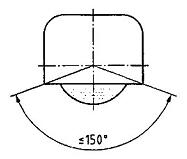
Hình
A.2
A.3.1.3
Bộ phận bảo vệ sản phẩm vật liệu mài đối với mài chu vi với
vận tốc dài v ≤
50 m/s trên các máy mài kiểu băng hoặc kiểu bệ đỡ (xem Bảng 1, số 1.1)
Góc mở của bộ phận bảo
vệ sản phẩm vật liệu mài không được vượt quá 90°, góc trên trục x không được vượt
quá 65° đối với sản phẩm vật liệu mài có đường kính ngoài D ≤ 250 mm, và không
được vượt quá 50° đối với sản phẩm vật liệu mài có đường kính ngoài D > 250
mm (xem Hình A.3).
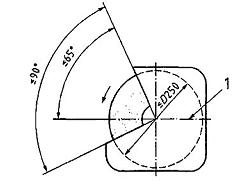
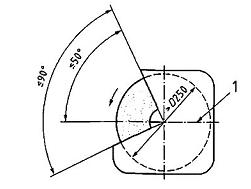
a)
đường kính ngoài D ≤ 250 mm
b)
đường kính ngoài D > 250 mm
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
A.3
Bộ phận bảo vệ sản phẩm
vật liệu mài đối với các sản phẩm vật liệu mài có đường kính ngoài D ≥ 125 mm
phải được thiết kế sao cho lượng mòn chu vi bề rộng của khe hở giữa sản phẩm vật
liệu mài và bộ phận bảo vệ sản phẩm vật liệu mài có thể được điều chỉnh đến giá
trị ≤ 5 mm. Ví dụ xem các Hình A.4 đến Hình A.9.
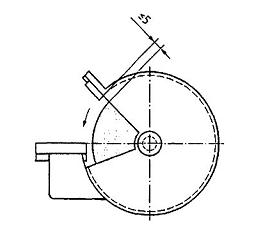
Hình
A.4
Hình
A.5
Hình
A.6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
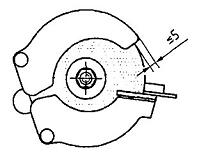
Hình
A.8
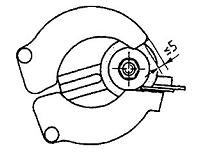
Hình
A.9
Khoảng cách phía bên
giữa sản phẩm vật liệu mài và bộ phận bảo vệ sản phẩm vật liệu mài không được
vượt quá 10 mm (xem Hình A.10).
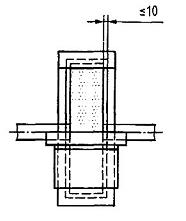
Hình
A.10
A.3.1.4 Bộ
phận bảo vệ sản phẩm vật liệu mài đối với mài chu vi với vận tốc dài v
> 50 m/s trên các máy mài
kiểu băng hoặc kiểu bệ đỡ (xem Bảng
1, số 1.1)
Các máy mài kiểu băng
hoặc kiểu bệ đỡ đối với các sản phẩm vật liệu mài có vs > 50 m/s
phải được trang bị bộ phận bảo vệ sản phẩm vật liệu mài và bộ phận bảo vệ bên
trong. Bộ phận bảo vệ bên trong bao che cho góc mở của bộ phận bảo vệ sản phẩm
vật liệu mài trong trường hợp sản phẩm vật liệu mài đang mài bị gãy vỡ (xem
Hình A.11 và A.12).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1 bộ phận bảo vệ sản
phẩm vật liệu mài
2 bộ phận bảo vệ bên
trong
3 chốt mang
4 vít kẹp
5 sản
phẩm vật liệu mài
Hình
A.11
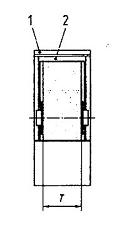
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 bộ phận bảo vệ bên
trong
Hình
A.12
Các yêu cầu và thiết
kế của bộ phận bảo vệ bên trong:
Biên dạng hình chữ U
tương thích với công tua bên trong của bộ phận bảo vệ dạng tròn. Góc định tâm
phải bằng 140°. Như một chức năng của đường kính ngoài của sản phẩm vật liệu
mài, các bề rộng của bánh mài dưới đây (T) phải được giám sát:
CHÚ THÍCH: Các kinh
nghiệm đã chỉ ra rằng một vận hành an toàn chỉ được đảm bảo nếu các tỉ số đường
kính/bề rộng dưới đây được tuân theo:
D ≥
500 mm T ≥
60 mm
D ≥
600 mm T ≥
50 mm
D ≥ 762 mm T ≥ 40
mm
Về phía bên trong của
phần đang quay của biên dạng hình chữ U, phải có các chốt mang.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dài thành của bộ
phận bảo vệ bên trong ít nhất phải bằng 3 mm, nhưng tối đa là 5 mm, vật liệu là
loại 1 đến 3 theo Bảng A.7.
Bộ phận bảo vệ bên
trong phải được bố trí sao cho khoảng cách giữa cạnh phía trong của bộ phận bảo
vệ và cạnh phía ngoài của bộ phận bảo vệ bên trong tối thiểu bằng 8 mm (xem
Hình A.11).
A.3.1.5 Bộ phận bảo
vệ sản phẩm vật liệu mài đối với mài mặt bên trên các máy mài kiểu băng hoặc kiểu
bệ đỡ (xem Bảng 1, số 1.2)
Bộ phận bảo vệ sản phẩm
vật liệu mài đối với các sản phẩm vật liệu mài mài mặt bên có hoặc không có
rãnh phải được thiết kế sao cho độ mở
- phía trên trục x
không vượt quá 0,4 D, và
- phía dưới trục x
không vượt quá 0,2 D.
Xem các Hình A.13 và
A.14.
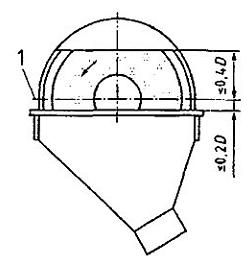
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
A.13
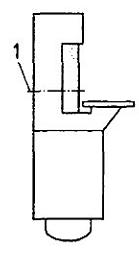
CHÚ
DẪN:
1 trục
x
Hình
A.14
Đối với các bộ phận bảo
vệ sản phẩm vật liệu mài cho các sản phẩm vật liệu mài có đường kính ngoài D ≤
200 mm, vỏ che phía trước nằm bên trên trục x là không cần thiết nếu phần theo
chu vi mở rộng qua phía ngoài mặt bao quanh của sản phẩm vật liệu mài một khoảng
ít nhất bằng 5 mm (xem các Hình A.15 và A.16).
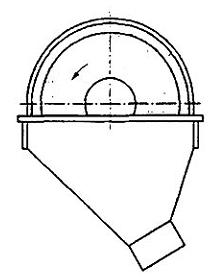
Hình
A.15
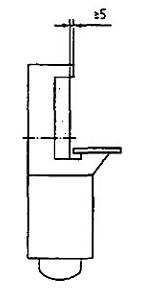
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A.3.1.6 Bộ
phận bảo vệ sản phẩm vật liệu mài đối với máy mài trụ trong (xem Bảng 1, số
1.9)
Đối với các ví dụ về
các thiết bị hoạt động một cách tự động để bảo vệ chống lại sự tiếp xúc với sản
phẩm vật liệu mài, như trong khi tháo bỏ chi tiết gia công, xem các Hình A.17 đến
Hình A.20.
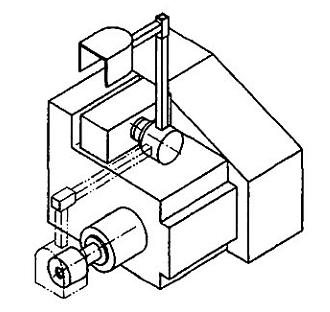
Hình
A.17
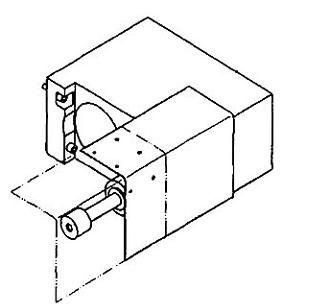
Hình
A.18
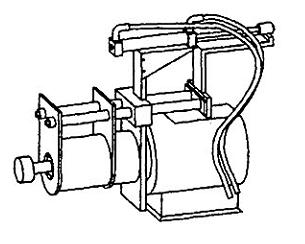
Hình
A.19
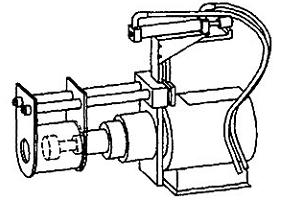
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong quá trình gia
công, sự văng ra của các mảnh vỡ sản phẩm
vật liệu mài phải được ngăn ngừa bằng vỏ che khu vực gia công phù hợp với
5.13.2.2.
A.3.1.7 Bộ phận bảo
vệ sản phẩm vật liệu mài đối với máy mài trụ ngoài (xem Bảng 1, số 1.7 và 1.8)
Góc mở tổng của bộ phận
bảo vệ sản phẩm vật liệu mài không được vượt quá 180°, độ mở phía trên trục x
không được vượt quá 60° (xem Hình A.21).
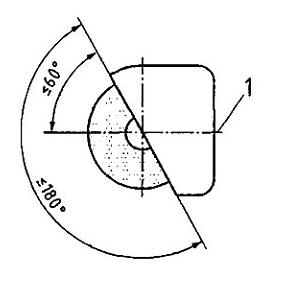
CHÚ DẪN:
1 trục
x
Hình
A.21
Bộ phận bảo vệ sản phẩm
vật liệu mài đối với các sản phẩm vật liệu mài có đường kính ngoài D ≥ 250 mm
phải được thiết kế sao cho lượng mòn theo chu vi của khe hở giữa sản phẩm vật
liệu mài và bộ phận bảo vệ sản phẩm vật liệu mài có thể được điều chỉnh đến giá
trị ≤ 5 mm (xem các Hình A.5 đến Hình A.7).
A.3.1.8 Bộ phận bảo
vệ sản phẩm vật liệu mài đối với mài mặt bên trên máy mài phẳng (xem Bảng 1, số
1.11)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
To
≤ 0,3 T đối
với T ≤ 50 mm
To
≥ 0,2 T đối với T > 50 mm
Xem Hình A.22.
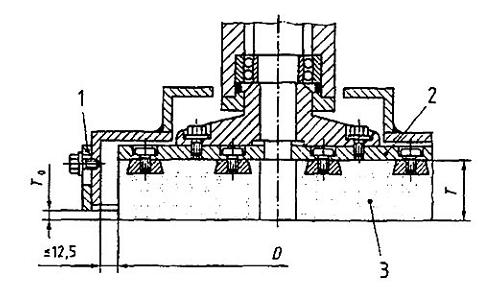
CHÚ
DẪN:
1 băng bộ phận bảo vệ
điều chỉnh được
2 đĩa thép lắp lẫn
được
3 sản phẩm vật liệu
mài
Hình
A.22
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các bộ phận bảo vệ sản
phẩm vật liệu mài cho các máy mài trục chính kép phải che kín hoàn toàn khu vực
gia công ngoại trừ các chỗ hở để gá lắp và tháo chi tiết gia công (xem các Hình
A.23 và A.24).
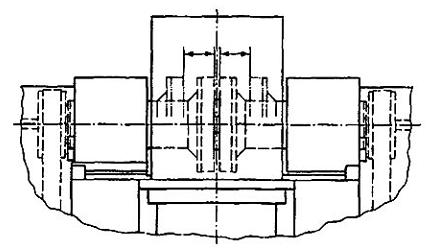
Hình
A.23
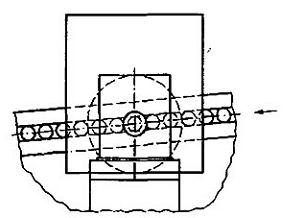
Hình
A.24
A.3.1.10
Bộ phận bảo vệ sản phẩm vật liệu mài đối với máy mài dụng cụ
(xem Bảng 1, số 1.6)
Kiểu bộ phận bảo vệ sản
phẩm vật liệu mài được sử dụng phải tùy thuộc vào hình dạng và vị trí của sản
phẩm vật liệu mài và thao tác gia công được thực hiện.
Góc mở của bộ phận bảo
vệ sản phẩm vật liệu mài không được vượt quá 180°. Bộ phận bảo vệ sản phẩm vật
liệu mài phải bao phủ toàn bộ bề rộng của sản phẩm vật liệu mài (xem các Hình
A.25 và A.26).
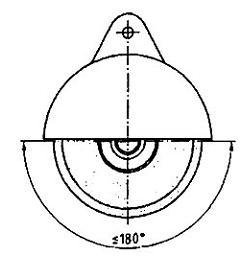
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
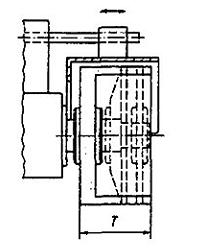
Hình
A.26
A.3.1.11
Bộ phận bảo vệ sản phẩm vật liệu mài đối với máy mài khung
xoay và máy mài cắt đứt khung xoay (xem Bảng 1, số 1.4)
Góc mở của bộ phận bảo
vệ sản phẩm vật liệu mài không được vượt quá 160° (xem Hình A.27).
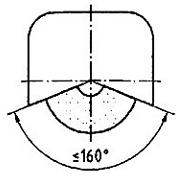
Hình
A.27
A.3.2 Chiều
dày thành và vật liệu
A.3.2.1 Tổng
quan
Các bộ phận bảo vệ sản
phẩm vật liệu mài phải có kích thước như cho trong các Bảng A.1 đến A.6 phụ thuộc
vào vật liệu sử dụng (xem Bảng A.7). Chiều dày thành quy định cho các kích thước
sản phẩm vật liệu mài và các vận tốc dài cho trong các bảng phải được xem là
các giá trị nhỏ nhất.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với các bánh mài
được gá lắp theo bộ, việc xác định kích thước chiều dày thành của bộ phận bảo vệ
phải xem xét sản phẩm vật liệu mài với năng lượng của các mảnh vỡ cao nhất (về
tính toán, xem A.4.2). Việc xác định kích thước của bộ phận bảo vệ phải dựa
trên 150 % giá trị năng lượng này cho các sản phẩm vật liệu mài gắn kết, hoặc
100 % cho các sản phẩm vật liệu mài siêu cứng.
Các nguyên tắc để xác
định chiều dày thành được mô tả trong A.4. Đối với các kích thước sản phẩm vật
liệu mài và các vận tốc dài không được liệt kê trong các bảng, thì chiều dày
thành có thể được xác định bằng quy trình đã mô tả. Chiều dày thành ít nhất phải
bằng 1,5 mm.
Đối với các kích thước
sản phẩm vật liệu mài và/hoặc các vận tốc dài mà năng lượng mảnh vỡ cao hơn
mong đợi so với các giá trị được lấy làm cơ sở cho các giá trị trong các bảng,
người thiết kế phải quy định các kích thước một cách riêng lẻ. Trong trường hợp
này, thiết kế phải cung cấp cho việc sử dụng hoặc các chi tiết hấp thụ năng lượng
bổ sung trong bộ phận bảo vệ sản phẩm vật liệu mài hoặc các bộ phận bảo vệ sản
phẩm vật liệu mài dày hơn.
A.3.2.2 Chiều dày
thành
Xem các Bảng A.1 đến
Bảng A.6.
Bảng
A.1 - Chiều dày thành cho bộ phận bảo vệ sản phẩm vật liệu mài bằng thép đối với
các sản phẩm vật liệu mài kết dính, trừ các bánh mài cắt đứt
Kích
thước tính bằng milimét
Vật
liệua
Vận
tốc dàid vmax
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bề
rộng của sản phẩm vật liệu mài
T
Đường
kính ngoài của sản phẩm vật liệu mài D
125
200
315
406
508
610
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
914
1067
1250
Chiều
dày thành nhỏ nhất b,c
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
32
25
1,5
1,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
3
2,5
4
3
4,5
3,5
5
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
7
5
8
6
8,5
6,5
50
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,5
3
2
4
3
5
3,5
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
8
6
9
6,5
10
7,5
11
8,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100
2,5
2
4
3
5
4
6,5
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
8,5
6,5
10
7,5
11,5
8,5
13
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
160
3
2,5
4,5
3,5
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
9
6,5
10
7,5
12
9
13,5
10,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11,5
17
13
1
200
3,5
2,5
5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
8
6
9,5
7
11
8
13
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
16,5
12,5
18,5
14
2
250
4
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
7,5
5,5
9
6,5
10,5
8
12
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
16
12
18
13,5
3
315
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
10
7
11,5
8,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
15,5
11,5
17,5
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
400
10,5
8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9,5
14
10,5
17
12,5
19
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13,5
10
15,5
11,5
18
13,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15,5
12
16,5
12,5
19,5
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
40
25
2,0
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
2
3,5
3
4,5
3,5
5,5
4
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
5,5
8
6
9
7
10,5
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
2
3,5
2,5
5
3,5
6
4,5
7
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
9
7
10,5
8
12
9
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100
3
2,5
4,5
3,5
6
4,5
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9
6,5
10
7,5
12
9
13,5
10
15
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
13
160
3,5
3
5
4
7
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9
6,5
10,5
8
12
9
14
10,5
16
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
13,5
20,5
15
1
200
4
3
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
9,5
7
11,5
8,5
13
10
15,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,5
13
19,5
14,5
22
16,5
2
250
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
5
8,5
6,5
10,5
8
12,5
9
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
12,5
19
14,5
21,5
16
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9,5
7
11,5
8,5
13,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15,5
11,5
18
13,5
20,5
15,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
400
12,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14,5
11
17
12,5
20
15
22,5
17
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16
12
18
13,5
21,5
16
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
12,5
19,5
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
50
25
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,5
3
2,5
4,5
3,0
5
3,5
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
8,5
6,5
9,5
7
11
8
12
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50
3
2
4
3
5,5
4,5
7
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
9
7
11
8
12,5
9,5
14
10,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11,5
100
3,5
2,5
5
4
7,5
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
10,5
8
12
9
14
10,5
16
12
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13,5
20
15
160
4,5
3
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
10,5
8
12,5
9
14
10,5
16,5
12,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
21,5
16
24
18
1
200
5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
9,5
7
11,5
8,5
13,5
10
15,5
11,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13,5
20,5
15,5
23
17,5
26
19,5
2
250
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
7
5,5
10
7,5
12
9
14,5
11
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12,5
19,5
14,5
22,5
17
25
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
315
11
8,5
13,5
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12
18
13,5
21,5
16
24,5
18,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
400
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
17
13
20
15
23,5
17,5
26,5
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18,5
14
21,5
16
25,5
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
15
23
17
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
63
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
2
3,5
3
5
4
6
4,5
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8,5
6,5
10
7,5
11,5
8,5
12,5
9,5
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50
3,5
2,5
5
3,5
6,5
5
8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9,5
7
11
8
13
9,5
14,5
11
16,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18,5
14
100
4,5
3,5
6
4,5
8,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
8
12
9
14
10,5
16,5
12,5
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
21
16
24
18
160
5
4
7
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
7,5
12,5
9
14,5
11
16,5
12,5
19,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22,5
17
25
19
28,5
21,5
1
200
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
11
8,5
13,5
10
16
12
18
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
21,5
16
24,5
18,5
27,5
20,5
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
4,5
8,5
6,5
12
9
14,5
11
17
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
15
23
17,5
26,5
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
315
13
10
16
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18,5
14
21,5
16
25,5
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
400
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13
20,5
15
23,5
17,5
27,5
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22
16,5
25,5
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23,5
17,5
27
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25
3
2,5
4,5
3,5
6
4,5
7,5
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
10
7,5
12
9
13,5
10
15
11,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13
50
4
3
5,5
4
8
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
11,5
8,5
13
10
15,5
11,5
17,5
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14,5
22
16,5
1
100
5
4
7,5
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,5
12,5
9
14,5
11
17
12,5
20
15
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
25,5
19
28,5
21,5
2
160
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
12
9
14,5
11
17,5
13
20
15,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,5
27
20
3
200
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
9,5
7
13
10
16
12
19
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
25,5
18
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
250
7,5
5,5
10,5
7,5
14,5
11
17,5
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
23,5
17,5
28
21
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
315
15,5
11,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
22
16,5
25,5
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
400
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20,5
15,5
24,5
18
28
21
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100
25
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
4
7,5
5,5
9
6,5
10,5
7,5
12
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
10,5
16
12
18
13,5
20
15
1
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
3,5
6,5
5
9,5
7
11,5
8,5
13,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15,5
11,5
18
13,5
20,5
15,5
23
17,5
26
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
100
6
4,5
8,5
6,5
12
9
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
13
20
15
23,5
17,5
26,5
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
160
7,5
5,5
10,5
7,5
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,5
13
20,5
15
23,5
17,5
27,5
21
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
200
8
6
11
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15,5
11,5
19
14
22
16,5
25,5
19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
125
25
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
6
4,5
8,5
6,5
10,5
7,5
12
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
16,5
12,5
19
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50
5,5
4
8
6
11
8
13,5
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12
18
13,5
21,5
16
24,5
18,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
100
7
5,5
10
7,5
14
10,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13
20
15
23,5
17,5
27,5
21
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
160
8,5
6,5
12
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12,5
20,5
15
24
18
27,5
21
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a
Ký hiệu vật liệu (xem bảng A.7).
b
tp Chiều dày thành của phần chu vi.
ts Chiều
dày thành của phần cạnh bên.
c
Xác định chiều dày thành (xem A.4.3).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng
A.2 - Chiều dày thành cho bộ phận bảo vệ sản phẩm vật liệu mài bằng thép đúc đối
với các sản phẩm vật liệu mài kết dính, trừ các bánh mài cắt đứt
Vật
liệua
Vận
tốc dàid vmax
m/s
Bề
rộng của sản phẩm vật liệu mài
T
Đường
kính ngoài của sản phẩm vật liệu mài D
125
200
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
406
508
610
762
914
1067
1250
Chiều
dày thành nhỏ nhất b,c
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
tp
ts
tp
ts
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25
2,5
2
3
2,5
4,5
3,5
5,5
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
7,5
5,5
8,5
6,5
10
7,5
11
8,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9,5
50
3
2,5
4
3
6
4,5
7
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
9,5
7
11
8,5
12,5
9,5
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16
12
100
4
3
5,5
4
7,5
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
10,5
8
12
9
14,5
11
16,5
12
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
20,5
15,5
160
4,5
3,5
6,5
4,5
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
8
12,5
9,5
14,5
11
17
13
19,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22
16,5
24,5
18,5
200
5
3,5
7
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
11,5
8,5
13,5
10
15,5
12
18,5
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16
23,5
18
26,5
20
250
5,5
4
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
8
12,5
9,5
15
11
17
13
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23
17
25,5
19,5
315
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11,5
8,5
13,5
10,5
16
12
18,5
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
25
400
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
11
17,5
13
20
15
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
27
20,5
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
26
19,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23,5
17,5
27,5
21
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
40
25
3
2
4
3
5,5
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
7,5
5,5
8,5
6,5
10
7,5
11,5
8,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
14,5
11
50
3,5
2,5
5
3,5
7
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
9,5
7
11
8,5
13
10
15
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
12,5
19
14
100
4,5
3,5
6,5
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
10,5
8
12,5
9,5
14,5
11
17
12,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14,5
21,5
16
24,5
18
160
5
4
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
8
12,5
9,5
15
11
17
13
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23
17
25,5
19,5
29
21,5
200
5,5
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
11
8,5
13,5
10
16
12
18,5
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
25
18,5
28
21
31,5
23,5
250
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9
6,5
12
9
14,5
11
17,5
13
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23,5
17,5
27
20
30,5
22,5
315
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13
10
16
12
19
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
25,5
19,5
29,5
22
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,5
13
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24
18
28
21
32
24
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
22,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
26
19,5
30,5
23
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24
18
27,5
21
32,5
24,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
50
25
3
2,5
4,5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
7,5
5,5
9
6,5
10
7,5
12
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
15,5
11,5
17
13
50
4
3
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
9,5
7,5
11,5
8,5
13
10
15,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,5
13
20
15
22
16,5
100
5
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
10,5
8
12,5
9,5
14,5
11
17
12,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
22,5
17
25,5
19
28,5
21,5
160
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9
6,5
12,5
9
15
11
17,5
13
20
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23,5
18
27
20
30
22,5
34
25,5
200
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
9,5
7
13,5
10
16
12
19
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16,5
25,5
19
29
22
33
24,5
37
27,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,5
5,5
10,5
8
14,5
11
17,5
13
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23,5
18
28
21
32
24
36
27
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
315
15,5
12
19
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
25,5
19
30
22,5
34,5
26
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
400
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24,5
18,5
28
21
33
25
38
25,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
26,5
20
30,5
23
36
27
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
28
21
32,5
24,5
38,5
29
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
63
25
4
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
7,5
5,5
9
6,5
10,5
8
12
9
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5
16
12
18
13,5
20,5
15,5
50
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
5
9,5
7
11,5
8,5
13,5
10
15,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
13,5
21
15,5
23,5
17,5
26,5
20
100
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
9
6,5
12
9
14,5
11
17,5
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
23,5
17,5
27
20
30
22,5
34
25,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,5
5,5
10,5
8
14,5
11
17,5
13
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24
18
28
21
32
24
36
27
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
200
8
6
11,5
8,5
16
12
19
14,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
26
19,5
30,5
23
35
26
39
29
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
250
12,5
9
17
13
20,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24,5
18,5
28
21
33
25
38
28,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
315
18,5
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
26,5
20
30,5
23
36
27
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
400
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24,5
18,5
29
21,5
33,5
25
39,5
29,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
31,5
23,5
36
27
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
33,5
25
39
29
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a
Ký hiệu vật liệu (xem bảng A.7).
b
tp Chiều dày thành của phần chu vi.
ts Chiều
dày thành của phần cạnh bên.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d
Vận tốc dài có thể có lớn nhất của sản phẩm vật liệu mài tính đến sai lỗi của
truyền động trục chính bánh mài (vận tốc được giám sát).
Bảng
A.3 - Chiều dày thành cho bộ phận bảo vệ sản phẩm vật liệu mài bằng gang cầu
graphite đối với các sản phẩm vật liệu mài kết dính, trừ các bánh mài cắt đứt
Kích
thước tính bằng milimét
Vật
liệua
Vận
tốc dàid
vmax
m/s
Bề
rộng của sản phẩm vật liệu mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường
kính ngoài của sản phẩm vật liệu mài D
125
200
315
406
508
610
Chiều
dày thành nhỏ nhất b,c
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
32
25
3,5
3
5
4
7
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
10
7,5
12
9
50
4,5
3,5
6,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9
7
11
8,5
13
10
15
11,5
100
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
8,5
6,5
12
9
14,5
11
17
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14,5
160
7
5,5
10
7,5
14
10,5
17
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
15
23
17,5
a
Ký hiệu vật liệu (xem bảng A.7).
b
tp Chiều dày thành của phần chu vi.
ts Chiều
dày thành của phần cạnh bên.
c
Xác định chiều dày thành (xem A.4.3).
d
Vận tốc dài có thể có lớn nhất của sản phẩm vật liệu mài tính đến sai lỗi của
truyền động trục chính bánh mài (vận tốc được giám sát).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kích
thước tính bằng milimét
Vật
liệua
Vận
tốc dàid
vmax
m/s
Bề
rộng của sản phẩm vật liệu mài
T
Đường
kính ngoài của sản phẩm vật liệu mài D
125
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
315
406
508
Chiều
dày thành nhỏ nhất b,c
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
6
40
10
2,5
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
4,5
3,5
5,5
4
6,5
5
20
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
3
6
4,5
7
5,5
8,5
6,5
32
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
5
3,5
7
5,5
8,5
6
5
10
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
3
2
4
3
5,5
4
6,5
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
20
3,5
2,5
5
3,5
7
5,5
8,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
7,5
32
4
6
6
4,5
8,5
6,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,5
12
9
63
10
3
2,5
4,5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
7,5
6
9
7
20
4
3
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8,5
6,5
10
7,5
12
9
32
5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
10
7,5
12
9
14
10,5
7
32
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
4
7
5,5
10
7,5
12
9
14
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
6,5
5
9
7
13
10
15,5
11,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
32
8
6
11
8
15,5
11,5
18,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22
16,5
40
10
6
4,5
8,5
6,5
12
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
11
17
12,5
20
7,5
6
11
8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
18,5
14
21,5
16
32
9
7
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18
13,5
22
16
26
19
a
Ký hiệu vật liệu (xem bảng A.7)
b
tp Chiều dày thành của phần chu vi.
ts Chiều
dày thành của phần cạnh bên.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d
Vận tốc dài có thể có lớn nhất của sản phẩm vật liệu mài tính đến sai lỗi của
truyền động trục chính bánh mài (vận tốc được giám sát).
Bảng A.5 - Chiều dày
thành cho bộ phận bảo vệ sản phẩm vật liệu mài bằng thép hoặc thép đúc đối với
các bánh mài cắt đứt kết dính
Kích
thước tính bằng milimét
Vật
liệua
Kích
thước của bánh mài cắt đứt
Đường
kính ngoài, D
150
250
350
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
600
800
1
000
1
250
1
500
1
800
Đường
kính lỗ H
16
32
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
40
60
60
100
100
127
203,2
Bề
rộng, T
3,2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
6
8
10
13
16
16
20
Vận
tốc dàid
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
m/s
Chiều
dày thành nhỏ nhất b,c
tp
ts
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
1
63
1,5
1,5
2
1,5
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
3
5,5
4
7
5,5
9,5
7
12
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13,5
10
17
13
2
80
1,5
1,5
2,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,5
2,5
5
4
6,5
5
8,5
6,5
11
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
10,5
16
12
20
15
3
100
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
2,5
4
3
6
4,5
7,5
5,5
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13,5
10
16,5
12,5
19
14,5
24
18
8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
63
2
1,5
3
2,5
4
3
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
5,5
10,5
8
13,5
10
17
13
19,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
24,5
18
80
2,5
2
4
3
5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
9
7
12,5
9,5
16
12
20
15
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,5
29
22
100
3
2
4,5
3,5
5,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8,5
6,5
10,5
8
14,5
11
19
14
24
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
27,5
20,5
34
25,5
a
Ký hiệu vật liệu (xem bảng A.7).
b
tp Chiều dày thành của phần chu vi.
ts Chiều
dày thành của phần cạnh bên.
c
Xác định chiều dày thành (xem A.4.3).
d
Vận tốc dài có thể có lớn nhất của sản phẩm vật liệu mài tính đến sai lỗi của
truyền động trục chính bánh mài (vận tốc được giám sát).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kích
thước tính bằng milimét
Vật
liệua
Vận
tốc dàid
vmax
m/s
Bề
rộng của sản phẩm vật liệu mài
T
Đường
kính ngoài của sản phẩm vật liệu mài D
150
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
300
400
500
600
750
Chiều
dày thành nhỏ nhất b,c
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
tp
ts
tp
ts
tp
ts
tp
ts
tp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
50
20
1,5
1,5
2
1,5
2
1,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
2,5
2
3
2
3
2,5
2
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
1,5
2,5
2
3
2
3
2,5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,5
3
4
3
8
1
63
20
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
1,5
2,5
2
3
2
3
2,5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,5
3
2
3
40
2,5
2
3
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
4
3
4
3
4,5
3,5
5
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
80
20
2,5
2
2,5
2
3
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5
4
3
4
3
4,5
3,5
2
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
2,5
3,5
2,5
4
3
4,5
3,5
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
4
5,5
4,5
8
1
100
20
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
2,5
3,5
3
4
3
4,5
3,5
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
4
2
3
40
3,5
2,5
4
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,5
5,5
4
5,5
4,5
6
4,5
6,5
5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
125
20
3
2,5
3,5
2
4
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,5
5
4
5,5
4
6
4,5
2
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
3
4,5
3,5
5,5
4
6
4,5
6,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7
5,5
7,5
5,5
8
1
140
20
3,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4
3
4,5
3,5
5
4
5,5
4,5
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,5
5
2
3
40
4,5
3,5
5
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
6,5
5
7
5,5
8
6
8,5
6,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
160
20
4
3
4,5
3,5
5
4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
6
4,5
6,5
5
7
5,5
2
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
4
5,5
4,5
6,5
5
7,5
5,5
8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8,5
6,5
9,5
7
8
1
180
20
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
3,5
5,5
4
6
4,5
7
5
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
6
2
3
40
5,5
4
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,5
8
6
9
6,5
9,5
7
10,5
7,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
200
20
4,5
3,5
5
4
6
4,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
7,5
5,5
8
6
8,5
6,5
2
3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
4,5
6,5
5
8
6
8,5
6,5
9,5
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
7,5
11
8,5
8
a
Ký hiệu vật liệu (xem bảng A.7).
b
tp Chiều dày thành của phần chu vi.
ts Chiều
dày thành của phần cạnh bên.
c
Xác định chiều dày thành (xem A.4.3).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng
A.7- Chọn vật liệu
Ký
hiệu vật liệu
Đặc
tính độ bền cơ học
Phù
hợp với
Rm
N/mm2
ReH
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
εB
%
1
Thép tấm cacbon cán
nguội chất lượng thương mại và kéo
ISO 3574
270
140
28
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
ISO 4997
ISO 6316
300
220
18
3
Thép dùng cho mục
đích kỹ thuật chung
ISO 1052
340
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
4
Thép cacbon đúc
dùng cho mục đích kỹ thuật chung
ISO 3755
450
230
22
5
Gang cầu graphite
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
400
250
15
6
Hợp kim nhôm rèn
ISO 6361-2
310
260
10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hợp kim nhôm đúc
ISO 3522
200
-
3
8
Thép tấm không gỉ
cán nóng
ISO 9444
520
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
9
Polycarbonate
-
60
E
= 2400 N/mm2
εR
> 80
A.3.3 Các bộ phận bảo
vệ sản phẩm vật liệu mài lắp ghép
A.3.3.1 Quy định
chung
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A.3.3.2 Các bộ phận
bảo vệ sản phẩm vật liệu mài được hàn
A.3.3.2.1 Bản vẽ
Biểu diễn các đường
hàn trong bản vẽ thiết kế phải phù hợp với ISO 2553.
A.3.3.2.2 Chuẩn bị
Chuẩn bị các bộ phận
để hàn phải phù hợp với các bản vẽ đã cung cấp. Điều đặc biệt quan trọng là khi
có các mối hàn thấu hoàn toàn thì thực hiện các quy trình hiệu chỉnh.
A.3.3.2.3 Nhân sự
Thợ hàn phải đạt được
sự công nhận trong các điều kiện quy định trong các tiêu chuẩn liên quan.
- Đối với các bộ phận
bảo vệ sản phẩm vật liệu mài bằng thép, yêu cầu chứng chỉ thử nghiệm theo TCVN
6700-1 (ISO 9606-1).
- Đối với các bộ phận
bảo vệ sản phẩm vật liệu mài bằng hợp kim nhôm, yêu cầu chứng chỉ thử nghiệm
theo TCVN 6700-2 (ISO 9606-2).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quá trình hàn và kim
loại hàn phải được chọn tính đến sự xem xét vật liệu cơ bản. Quy trình hàn phải
phù hợp với các yêu cầu của TCVN 8985 (ISO 15607) và TCVN 7506-1 (ISO 3834-1).
A.3.3.2.5 Kiểm tra
và thử nghiệm
Chất lượng của mối
hàn phải phải là mức chuẩn quy định trong TCVN 7472 (ISO 5817), Bảng 1 mức chất
lượng C (trung bình).
Sau khi hàn và xử lý
nhiệt sau hàn, phải kiểm tra các bộ phận bằng mắt. Đối với các bộ phận bảo vệ sản
phẩm vật liệu mài có chiều dày thành > 20 mm, phải thực hiện thử không phá hủy
các mối hàn.
CHÚ THÍCH: Không cho
phép bỏ qua 25 mm chiều dài đầu tiên và cuối cùng của mối nối giáp mép hoặc mối
hàn điền đầy do mong đợi là một số mối nối sẽ tương đối ngắn và tiêu chuẩn yêu
cầu phải được duy trì cho mối nối hoàn thiện.
A.3.4 Các tấm che
cho các máy mài kiểu băng hoặc kiểu bệ đỡ
Các kích thước tối
thiểu của bộ phận trong suốt của các tấm che hình chữ nhật, hình thang hoặc
hình tròn của các máy mài kiểu băng hoặc kiểu bệ đỡ trang bị các sản phẩm vật
liệu mài tính được cho trong Bảng A.8 và Hình A.28.
Các kích thước này được
cho là hàm số của đường kính danh nghĩa sản phẩm vật liệu mài D và cho bề rộng
sản phẩm vật liệu mài T bị giới hạn đến 0,15 D.
Khi T lớn hơn 0,15 D,
b1 min phải được nâng lên tỷ lệ với giá trị thực của T. Cạnh nhỏ hơn
b2 của các tấm che hình thang phải bằng ít nhất là 1,5 lần bề rộng sản
phẩm vật liệu mài T, với giá trị nhỏ nhất là 75 mm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
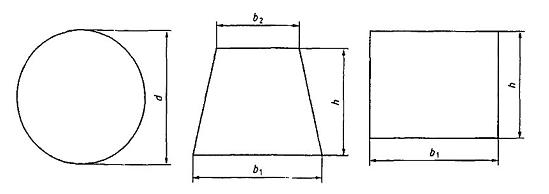
Hình
A.28
Bảng
A.8 - Kích thước của tấm che
Kích
thước tính bằng milimét
Đường
kính ngoài của sản phẩm vật liệu mài
D
b1
min
h
b2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100/200
75
60
75
75
200
80
70
80
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
230/250
100
80
80
95
300
125
100
80
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
356
140
110
100
130
406/457
150
115
100
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
508
200
150
100
170
610
200
175
100
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
762
200
175
100
182
A.3.5 Các vỏ che khu
vực gia công
A.3.5.1 Vùng
trải rộng
Vùng trải rộng là
vùng của một máy mài ở đó các mảnh vỡ bị phân tán từ sản phẩm vật liệu mài (dụng
cụ) bị vỡ ra có thể thấy trước được.
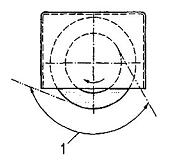
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
vùng trải rộng
Hình
A.29
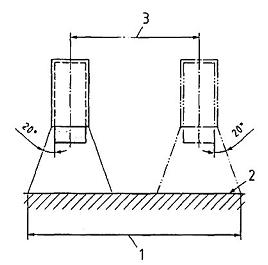
CHÚ DẪN:
1 vùng trải rộng
2 vỏ che khu vực gia
công
3 khoảng cách hành
trình di chuyển
Hình
A.30
Vùng trải rộng tương ứng
gần bằng với bề rộng lớn nhất của sản phẩm vật liệu mài được chỉ định cho máy
mài cộng với một vùng phát sinh về hai phía từ góc nhỏ nhất 20° đến các mặt bên
tự do của sản phẩm vật liệu mài (xem Hình A.30). Các mặt bên tự do là các mặt mà
không bị che bởi bộ phận bảo vệ hoặc bởi các bích lắp.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A.3.5.2 Chiều dày
thành và vật liệu
A.3.5.2.1 Chiều dày
thành và vật liệu của vỏ che khu vực gia công trên máy mài có bộ phận bảo vệ sản
phẩm vật liệu mài
Tấm thép
Trong vùng trải rộng,
chiều dày thành bằng 0,2 lần tp phù hợp với các Bảng A.1, A.5 hoặc
A.6, nhưng ít nhất phải bằng 1,5 mm. Vật liệu 1, 2, 3 hoặc 8 của Bảng A.7.
Polycarbonate
Trong vùng trải rộng,
chiều dày thành bằng 0,5 lần tp phù hợp với Bảng A.1, nhưng ít nhất
phải bằng 3 mm. Vật liệu 9 của Bảng A.7.
A.3.5.2.2 Chiều dày
thành và vật liệu của vỏ che khu vực gia công trên máy mài không có bộ phận bảo
vệ sản phẩm vật liệu mài
Tấm thép
Trong vùng trải rộng,
chiều dày thành phù hợp với các Bảng A.1, A.5 hoặc A.6, tuy nhiên chiều dày
thành bên ngoài vùng trải rộng có thể bằng 0,2 lần tp phù hợp với
các Bảng A.1, A.5 hoặc A.6 nhưng không được nhỏ hơn 1,5 mm. Vật liệu 1, 2, 3 hoặc
8 của Bảng A.7.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong vùng trải rộng,
chiều dày thành bằng 2,5 lần tp phù hợp với các Bảng A.1, A.5 hoặc
A.6 nhưng không nhỏ hơn 3 mm. Bên ngoài vùng trải rộng chiều dày ít nhất là 3
mm. Vật liệu 9 của Bảng A.7.
CHÚ THÍCH: Các khảo
sát mở rộng về thép tấm và polycarbonate đã tiết lộ rằng với mối quan hệ chiều
dày thành tpc = 2,5 tthép, gần bằng các giá trị gây ra đối
với khả năng chịu va đập (tpc = chiều dày polycarbonate, tthép
= chiều dày tấm thép).
A.3.6 Sự gắn chặt các
ô cửa quan sát trên các vỏ che khu vực gia công
Các ô cửa quan sát
trên các vỏ che khu vực gia công phải được gắn với phần ở bên trong của vỏ che
bằng kẹp chặt hoặc bằng gắn keo.
Để bảo đảm tác dụng bảo
vệ của ô cửa quan sát, yêu cầu có sự che phủ đủ của ô cửa qua sát với kết cấu tấm
thép bao quanh. Các giá trị tối thiểu sau phải được quan sát:
a) Máy mài có bộ phận
bảo vệ sản phẩm vật liệu mài và vỏ che khu vực gia công, vị trí của ô cửa quan
sát ở bên ngoài vùng mở rộng (xem các Hình A.29 và A.30) - che phủ tối thiểu là
10 mm (xem Hình A.31);
b) Máy mài có bộ phận
bảo vệ sản phẩm vật liệu mài và vỏ che khu vực gia công, vị trí của ô cửa quan
sát nằm trong vùng mở rộng (xem các Hình A.29 và A.30) - che phủ tối thiểu là
15 mm, kể từ cỡ kích thước ô cửa quan sát bằng 500 mm thì che phủ tối thiểu phải
là 35 mm (xem Hình A.31);
c) Máy mài không có bộ
phận bảo vệ sản phẩm vật liệu mài nhưng có vỏ che khu vực gia công, vị trí của
ô cửa quan sát ở bên ngoài vùng mở rộng (xem các Hình A.29 và A.30) - che phủ tối
thiểu là 15 mm (xem Hình A.31);
d) Máy mài không có bộ
phận bảo vệ sản phẩm vật liệu mài nhưng có vỏ che khu vực gia công, vị trí của
ô cửa quan sát nằm trong vùng mở rộng (xem các Hình A.29 và A.30) - nhà sản xuất
phải cung cấp bằng chứng của sự thích hợp của việc gắn ô cửa qua sát để chứa
các mảnh vỡ sản phẩm vật liệu mài. Đối với các phương pháp kiểm tra xác nhận,
xem các Phụ lục B và C.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1 che
phủ
2 ô
cửa quan sát
3 khung
4 tấm
thép
5 profile
khung
Hình
A.31
Các tấm che bằng
polycarbonate cần được bảo vệ chống lại các ảnh hưởng già hóa, như bằng bổ sung
một tấm che an toàn bằng kính hướng về phía gia công và một tấm che bằng nhựa
hướng về phía tiếp cận. Các cạnh của các tấm che phải được bít kín. Thời gian
phục vụ giới hạn của các tấm che bằng polycarbonate phải được chỉ ra trong sổ
tay hướng dẫn.
CHÚ THÍCH: Các ô cửa
quan sát bằng polycarbonate được bảo vệ tất cả xung quanh chỉ thể hiện mất mát
khả năng chịu va đập ở viền, trong khi đường cong đồ thị thể hiện rằng khả năng
chịu va đập của polycarbonate không được bảo vệ bị giảm đáng kể (xem Hình
A.32).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ
DẪN:
Y khả năng chịu va đập
tính bằng %
t tuổi thọ tính bằng
năm
Hình
A.32 - Đường cong già hóa của polycarbonate không được bảo vệ (các điểm thử
nghiệm lấy trung bình) (Nguồn: IFA, St. Augustin, Đức [01])
A.3.7 Kiểm tra xác
nhận độ bền, thử nghiệm
A.3.7.1 Bộ phận bảo
vệ sản phẩm vật liệu mài
Các bộ phận bảo vệ sản
phẩm vật liệu mài không tuân theo các quy định kỹ thuật thiết lập ở A.3.2 phải
được thử để kiểm tra xác nhận độ bền của chúng. Phép thử phải được tiến hành
phù hợp với các phương pháp sau:
a) Gá lắp bộ phận bảo
vệ;
b) Bộ phận bảo vệ phải
được gá lắp cho phép thử sao cho vị trí của nó và các chi tiết lắp ghép tương ứng
với mục đích sử dụng của nó trên máy mài;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Sự gãy vỡ sản phẩm
vật liệu mài phải được khởi đầu tại tốc độ vận hành lớn nhất dự định hoặc tốc độ
quay cho phép bằng bắn đạn vào sản phẩm vật liệu mài hoặc bằng quy trình thích
hợp khác. Đạn phải đập vào sản phẩm vật liệu mài gần với thiết bị kẹp (bích);
e) Phép thử phải được
thực hiện với ba sản phẩm vật liệu mài kế tiếp nhau sử dụng cùng một bộ phận bảo
vệ.
Đủ độ bền được xác nhận
nếu bộ phận bảo vệ và các chi tiết kẹp chặt của nó vẫn còn thực hiện chức năng
hoạt động mà không thể hiện bất kỳ vết nứt nhìn thấy nào khi được kiểm tra bằng
một phương pháp phát hiện vết nứt đã được công nhận, như bằng thẩm thấu thuốc
nhuộm hoặc phát hiện vết nứt bằng hạt từ. Các biến dạng và hư hỏng bề mặt nhỏ
có thể được chấp nhận. Các thiết bị để cố định, như thiết bị kẹp, bu lông phải
vẫn còn thực hiện chức năng làm việc mà không có hư hỏng có thể phát hiện.
A.3.7.2 Vỏ
che khu vực gia công
Các vỏ che khu vực
gia công không tuân theo các yêu cầu của A.3.5.2 phải được thử để kiểm tra xác
nhận độ bền của chúng hoặc khả năng chịu va đập của chúng đối với các mảnh vỡ sản
phẩm vật liệu mài. Đối với các phương pháp thử, xem các Phụ lục B và C. Đối với
việc tính toán các chiều dày thành như cung cấp trong A.3.5.2, các giá trị xác
định được trong việc kiểm tra xác nhận riêng lẻ có thể được sử dụng.
A.4 Tiêu chí để thiết
kế bộ phận bảo vệ sản phẩm vật liệu mài và phương tiện gắn chặt của chúng
A.4.1 Tổng quan
Năng lượng của các mảnh
vỡ gây ra do bánh mài gãy vỡ là tiêu chí cơ bản để thiết kế bộ phận bảo vệ sản
phẩm vật liệu mài và phương tiện gắn chặt, do năng lượng của các mảnh vỡ được
truyền:
- trực tiếp hoặc gián
tiếp (bởi sự văng ra của các mảnh vỡ va chạm) vào bộ phận bảo vệ sản phẩm vật
liệu mài,
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- truyền qua dụng cụ chỉnh
sửa bánh mài, nó có thể phóng vào bộ phận bảo vệ sản phẩm vật liệu mài, gián tiếp
vào ụ trục chính và khung máy.
Các phương pháp để
tính toán năng lượng của các mảnh vỡ sản phẩm vật liệu mài và để xác định các
chiều dày thành của bộ phận bảo vệ sản phẩm vật liệu mài và thiết kế phương tiện
gắn chặt cho bộ phận bảo vệ sản phẩm vật liệu mài được mô tả trong các điều dưới
đây.
A.4.2 Năng lượng của
các mảnh vỡ sản phẩm vật liệu mài
Việc tính toán năng
lượng va đập được truyền trong trường hợp gãy vỡ sản phẩm vật liệu mài từ các mảnh
vỡ bắn vào bộ phận bảo vệ sản phẩm mài chỉ có thể thực hiện bằng phép tính gần
đúng. Các giá trị của nó phụ thuộc vào các mảnh vỡ khác về cách gãy vỡ của sản
phẩm vật liệu mài.
Năng lượng của sản phẩm
vật liệu mài quay là
 (A.1)
(A.1)
và được chứa trong
các mảnh vỡ làm năng lượng tịnh tiến và năng lượng quay. Giả thiết là các mảnh
vỡ sinh ra bằng nhau về kích cỡ, áp dụng công thức sau:
E = z x (Etrans
+ Erot) (A.2)
Năng lượng tịnh tiến
của một mảnh vỡ là
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(A.3)
Đối với một nửa góc của
các mảnh vỡ α = 67°, năng lượng tịnh tiến đạt được giá trị cực đại của nó:

(A.4)
Năng lượng quay của một
mảnh vỡ được tính bằng:
 (A.5)
(A.5)
CHÚ THÍCH: Xem A.2 đối
với các ký hiệu.
A.4.3 Xác định chiều
dày thành của các bộ phận bảo vệ sản phẩm vật liệu mài
Mô hình để tính toán
chiều dày thành của bộ phận bảo vệ sản phẩm vật liệu mài là không có sẵn. Do
đó, việc xác định các giá trị chiều dày thành trong các Bảng A.1 đến A.6 một phần
là dựa trên kinh nghiệm và một phần dựa trên các kết quả thử thực nghiệm sẵn
có. Quy trình như mô tả dưới đây.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dày thành và
năng lượng mảnh vỡ yêu cầu liên quan đến cơ sở của các bảng chiều dày thành
trong các quy định quốc gia của Đức, Anh và Pháp khi tiêu chuẩn EN 13218:2002
được xây dựng. Năng lượng mảnh vỡ đoán trước cho các sản phẩm vật liệu mài được
liệt kê trong các bảng chiều dày thành này đã được tính toán bằng sử dụng các
công thức đã nêu ở trên. Giá trị tương ứng từ các bảng đối với chiều dày thành
của bộ phận bảo vệ sản phẩm vật liệu mài đã được chỉ định cho giá trị năng lượng
đã tính này. Chiều dày thành được trình bày trong sơ đồ là một hàm số của năng
lượng mảnh vỡ với vật liệu bộ phận bảo vệ sản phẩm vật liệu mài là thông số.
Sơ đồ đã thể hiện sự
tương ứng xem xét được giữa các yêu cầu. Tuy nhiên, nó giải thích là trong tất
cả các Bảng đã xem xét, các giá trị năng lượng đã chỉ định cho các giá trị chiều
dày thành thể hiện sự phân tán rộng.
Để chỉ định chiều dày
thành một cách rõ ràng đối với năng lượng mảnh vỡ, các biến đổi hiện ra được tính
gần đúng bằng các hàm bù, bổ sung bằng sử dụng các nghiên cứu thực nghiệm và
các kinh nghiệm với các chiều dày thành vẫn được sử dụng theo thói quen.
Quy trình thực nghiệm
này dẫn đến các mối quan hệ dưới đây giữa chiều dày thành tp của phần
theo chu vi của bộ phận bảo vệ sản phẩm vật liệu mài và năng lượng mảnh vỡ Etrans
của sản phẩm vật liệu mài đối với các vật liệu bộ phận bảo vệ khác nhau phù hợp
với Bảng A.7:
Tấm thép:
Tấm đúc: 
Gang: 
Hợp kim nhôm rèn: 
Hợp kim nhôm đúc: 
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các giá trị năng lượng
cho trong ngoặc đơn là các giá trị giới hạn; không có kinh nghiệm về khả năng
áp dụng của các công thức trên đối với các giá trị cao hơn.
Các chiều dày thành
cho trong các Bảng A.1 đến A.6 đã được xác định bằng các hàm tính gần đúng này.
Các giả thiết sau được lấy làm cơ sở để tính toán năng lượng mảnh vỡ phù hợp với
công thức (A.4):
Các Bảng A.1 Sản phẩm
vật liệu mài loại 1 hoặc 41 phù hợp với ISO 525 đến A.4:
Q = 0,2 đối với D ≤
508 mm
Q = 0,4 đối với D ≥
610 mm
Q = tỉ số của đường
kính lỗ H và đường kính ngoài D của sản phẩm vật liệu mài
Một nửa góc của mảnh
vỡ α = 67°
Khối lượng riêng của
sản phẩm vật liệu mài ρ = 2,4 g/cm3
Bảng A.6: Bột mài đặc
biệt loại 1A1 phù hợp với ISO 6104
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Q = tỉ số của đường
kính lõi (D-2X) và đường kính ngoài D của sản phẩm vật liệu mài
Một nửa góc của mảnh
vỡ α = 15°
Khối lượng riêng của
tiết diện sản phẩm vật liệu mài ρ = 8,6 g/cm3 (chất kết dính kim loại)
Sự loại trừ các sai số
đối với lõi
Sự loại trừ các sai số
đối với lõi của sản phẩm vật liệu mài đặc biệt chỉ được phép nếu sản phẩm vật
liệu mài tương ứng với các yêu cầu của EN 13236 hoặc tương ứng với các yêu cầu
có thể so sánh được.
Dựa trên các dữ liệu
cho trong các bảng của tiêu chuẩn quốc gia và kinh nghiệm có trước, tỉ số ts/tp
= 0,75 được giả thiết làm cơ sở để tính toán các chiều dày thành ts
của các phần mặt bên của bộ phận bảo vệ sản phẩm vật liệu mài. Các giá trị chiều
dày thành được xác định bằng tính toán được làm tròn đến các giá trị milimét trọn
vẹn hoặc một nửa trong các Bảng.
Quy trình này cũng áp
dụng được cho việc xác định kích thước của các bộ phận bảo vệ sản phẩm vật liệu
mài đối với các kích thước sản phẩm vật liệu mài và các vận tốc dài không được
liệt kê trong các Bảng A.1 đến A.6 và đối với các sản phẩm vật liệu mài có khối
lượng riêng khác so với các giá trị cho ở trên. Các giới hạn của các mối quan hệ
công thức-biến số phụ thuộc phải được giám sát.
A.4.4 Thiết kế
phương tiện gắn chặt các bộ phận bảo vệ sản phẩm vật liệu mài
Để đơn giản hóa các vấn
đề, chỉ có năng lượng tịnh tiến của mảnh vỡ được đưa vào tính toán đối với việc
thiết kế phương tiện gắn chặt. Tuy nhiên, vì các lý do an toàn, việc tính toán
được thực hiện với vận tốc dài vượt quá vận tốc dài vận hành lớn nhất 30 %. Do
đó, công thức (A.4) được điều chỉnh cho tính toán này như sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(A.6)
Tuy nhiên, có thể được
được đưa vào tính toán đó là trong trường hợp ứng suất xung của khối lượng
tĩnh, tổn thất năng lượng có thể xảy ra do biến dạng dẻo:

(A.7)
Hệ số va đập k thay đổi
giữa k = 0 (va đập dẻo) và k = 1 (va đập đàn hồi). Hệ số va đập k có thể giảm
xuống trong các giới hạn nhất định bởi các vật liệu và các phần tử có khả năng
biến dạng dẻo ví dụ như nhựa polyuretan giãn nở cứng hoặc các ống tròn thành mỏng,
chúng được tích hợp vào bộ phận bảo vệ sản phẩm vật liệu mài làm lớp lót. Các
thử nghiệm thực tế đã chỉ ra, ví dụ như hệ số va đập k = 0,75. Chiều dày của
các phần tử biến dạng ít nhất phải bằng chiều dày của sản phẩm vật liệu mài. Tỉ
số của chiều dày lớp lót và chiều dày thành của bộ phận bảo vệ sản phẩm vật liệu
mài (các Bảng A.1 đến A.5) nên bằng khoảng 4:1 đối với độ bền của polyuretan
giãn nở bằng 180 N/cm2. Tuy nhiên nên tránh các vật cản cứng trong bộ
phận bảo vệ sản phẩm vật liệu mài, như các vách thành tạo sự ổn định được hàn.
Các thiết bị an toàn
để chứa đựng cũng được kết nối với máy mài sao cho các bộ phận này vẫn còn kết
nối trong trường hợp sản phẩm vật liệu mài bị gãy vỡ. Phải đảm bảo rằng khả
năng hấp thu năng lượng của tổng số n các phần tử kẹp cố định lớn hơn giá trị
năng lượng được xác định bằng phương pháp tính toán, tức là điều kiện
(A.8)
Phải được thỏa mãn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong trường hợp ứng
suất va đập kéo, thì sử dụng các bu lông quy đổi dạng trục. Khả năng hấp thu
năng lượng của một bu lông quy đổi dạng trục hình trụ, tức là một vít có độ đàn
hồi cao (chất lượng vật liệu 8.8, 10.9 hoặc tương đương), được tính gần đúng bằng
công thức (A.9):
 (A.9)
(A.9)
Với công thức (A.10):

(A.10)
Ví dụ như ReH
bằng Rp0,2
Ứng suất va đập cắt
Nếu có thể được, các
vít kẹp cố định không được chịu ứng suất cắt gây ra bởi
năng lượng mảnh vỡ, do khả năng hấp thu năng lượng là rất nhỏ trong các điều kiện
này. Nếu tích hợp phương tiện gắn chặt đặc biệt, phải bảo đảm rằng diện tích cắt
đã đưa ra là đủ lớn. Khả năng hấp thu năng lượng của một phần tử chịu cắt gần bằng
Ws
= Fm x sW (A.11)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
 (A.12)
(A.12)
với lực cắt lớn nhất
 (A.13)
(A.13)
khoảng cách cắt là
sw
= 0,3 x d (A.14)
Phụ lục B
(Tham
khảo)
Thử va đập cho bộ phận bảo vệ - Thử gãy
vỡ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ lục này quy định
các thử nghiệm cho bộ phận bảo vệ sử dụng trên máy mài để giảm thiểu các rủi ro
của việc các bộ phận hoặc chi tiết gia công bị văng ra khỏi khu vực gia công.
Phụ lục này áp dụng
cho các vật liệu của bộ phận bảo vệ cũng như áp dụng cho bộ phận bảo vệ hoàn chỉnh.
B.2 Phương pháp thử
B.2.1 Nguyên lý
Phương pháp thử này
áp dụng cho các máy hoạt động có sản phẩm vật liệu mài nhưng không có bộ phận bảo
vệ sản phẩm vật liệu mài và mô phỏng lại mối nguy hiểm của việc văng ra của các
mảnh vỡ sản phẩm vật liệu mài. Phép thử thể hiện khả năng chịu/độ bền của các bộ
phận bảo vệ và/hoặc các vật liệu bộ phận bảo vệ chống lại sự xuyên thấu và sự
đánh bật ra khỏi vị trí.
Trong phương pháp thử
này, sự cố nguy hiểm được mô phỏng lại bằng sự nổ vỡ được kích hoạt theo dự định
sản phẩm vật liệu mài sử dụng trên máy.
B.2.2 Điều kiện thử
a) Trong phép thử
này, sự gãy vỡ một sản phẩm vật liệu mài được kích hoạt tại tốc độ ít nhất bằng
1,2 lần tốc độ trục chính lớn nhất có thể có của máy mài liên quan. Nếu giới hạn
an toàn của tốc độ lớn nhất cho đường kính sản phẩm vật liệu mài liên quan theo
5.12 b) 5) được bảo đảm, phép thử có thể được thực hiện với tốc độ lớn nhất giới
hạn ở trên nhân với 1,2.
CHÚ THÍCH: Vận tốc
dài của sản phẩm vật liệu mài được giả thiết cao hơn 20 % tốc độ trục chính lớn
nhất có thể có hoặc vận tốc dài do tốc độ trục chính lớn nhất bị giới hạn một
cách an toàn. “Hệ số an toàn” này bao phủ nội dung sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Tính không an toàn
do vận tốc dài tăng khi các bộ truyền động trục chính đang tắt bởi các trễ do
các khoảng thời gian được yêu cầu bởi quá trình xử lý tín hiệu trong hệ thống
điều khiển;
- “Va đập ở tâm”
không là trường hợp tới hạn nhất của ứng suất;
- Số lượng nhỏ các thử
nghiệm va đập yêu cầu đối với việc xác định khả năng chịu va đập;
- Tính không an toàn
trong việc xác định tốc độ trục chính của thiết bị thử.
b) Một sản phẩm vật
liệu mài phải được sử dụng, loại (hình dạng, độ cứng, độ xốp) và khối lượng của
nó tương ứng với các sản phẩm vật liệu mài dự định cho sử dụng trên máy mài. Phải
sử dụng sản phẩm vật liệu mài có tiềm tàng nguy hiểm cao nhất.
c) Mẫu thử phải được
bố trí hướng kính theo chiều bay xung quanh sản phẩm vật liệu mài.
d) Do năng lượng tịnh
tiến của mảnh vỡ là lớn nhất, nếu khối lượng của mảnh vỡ gần bằng một phần ba
khối lượng của sản phẩm vật liệu mài, các mảnh vỡ gần bằng một phần ba tổng khối
lượng của sản phẩm vật liệu mài cần được tạo ra. Điều này có thể đạt được bằng
việc chuẩn bị sản phẩm vật liệu mài với các gia công cắt thô đã định.
e) Khoảng cách từ các
mẫu thử đến trục chính bánh mài nên xấp xỉ tương ứng với khoảng cách giữa sản
phẩm vật liệu mài và bộ phận bảo vệ trên máy mài thực.
f) Số lượng các thử
nghiệm: Cũng như các chiều bay và do vậy các vị trí va đập của các mảnh vỡ sản phẩm
vật liệu mài là trùng nhau, nó phải được thử (ví dụ bằng chụp ảnh tốc độ cao),
nếu một mẫu thử bị đập bởi ít nhất 1/3 mảnh vỡ trên bề mặt. Nếu không có va đập
như vậy được thực hiện, phép thử phải được lặp lại. Để tăng xác suất của các va
đập, vài mẫu thử cho mỗi phép thử cần được bố trí theo chiều bay.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thiết bị thử (xem
Hình B.1) chủ yếu bao gồm một trục chính vận hành bằng năng lượng có thiết bị kẹp
sản phẩm vật liệu mài, nó tăng tốc sản phẩm vật liệu mài đến tốc độ hoặc vận tốc
dài tương ứng.
Tốc độ phải được điều
khiển bằng đo lường.
Ngoài ra, trang bị thử
gồm có một thiết bị, nó kích hoạt sự nổ vỡ của sản phẩm vật liệu mài, ví dụ như
một vật nặng rơi. Thiết bị thử cũng bao gồm một khung để gá đặt các mẫu thử.
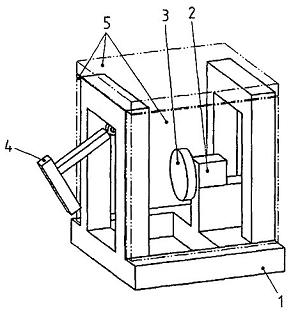
CHÚ DẪN:
1 khung
2 trục chính
3 sản phẩm vật liệu
mài
4 thiết bị tạo gãy vỡ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
B.1 - Ví dụ thiết bị thử để thử va đập
B.2.4 Mẫu thử
Cả mẫu vật liệu và bộ
phận bảo vệ sẵn sàng cho sử dụng đều có thể làm các mẫu thử.
Các mẫu thử chịu va đập
phải tương ứng với vật liệu và kết cấu của bộ phận bảo vệ của máy mài tại vùng
yếu nhất của nó.
Nếu giao diện giữa
hai chi tiết của bộ phận bảo vệ được thử, các mẫu thử phải biểu lộ các giao diện
liên quan, chúng phải được bố trí trên trang thiết bị thử theo cách sao cho các
mảnh vỡ sản phẩm vật liệu mài đập một cách trực tiếp vào bên cạnh giao diện.
Với các ô cửa quan
sát, không chỉ khả năng chịu va đập thuần túy phải được thử. Hệ số quyết định
khác là sự gắn chặt của ô cửa quan sát vào kết cấu thành xung quanh.
Do đó, các ô cửa quan
sát sẽ thử phải được gá lắp trên một khung tương ứng với kết cấu của bộ phận bảo
vệ của máy mài tương tự theo cách mà chúng được gá lắp trên máy thực tế (đặc biệt
về sự phủ chồng vật liệu và các chi tiết kẹp cố định).
Do các ô cửa quan sát
lớn hơn phình ra nhiều hơn so với các ô cửa quan sát nhỏ hơn trong khi va đập
và do đó đòi hỏi sự phủ chồng nhỏ nhất khác, các phép thử phải được thực hiện với
các ô cửa quan sát, mà các kích thước bên ngoài của chúng xấp xỉ tương ứng với
các kích thước bên ngoài của các ô cửa quan sát được sử dụng trên máy mài thực
tế. Sai lệch ± 15 % là chấp nhận được.
B.3 Kết quả
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
B.3.1 Các hư hỏng có
thể là:
a) Oằn/phình ra (biến
dạng vĩnh cửu không có vết nứt);
b) Vết rạn li ti (chỉ
nhìn thấy trên một bề mặt);
c) Vết nứt xuyên (nứt
nhìn thấy được từ bề mặt này sang bề mặt khác);
d) Xuyên thủng (đạn
thử xuyên thủng vật thử);
e) Cửa sổ của bộ phận
bảo vệ tuột khỏi gá kẹp của nó;
f) Bộ phận bảo vệ tuột
khỏi giá đỡ nó.
B.3.2 Đánh giá
Phép thử là đạt nếu
không có vết nứt xuyên hoặc xuyên thủng trên vật thử và không có hư hỏng loại
e) và f) theo B.3.1.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Báo cáo thử phải quy
định tối thiểu các thông tin sau:
a) Thời gian, địa điểm
thử, và tên của đơn vị thử;
b) Khối lượng, kích
thước và độ bền của sản phẩm vật liệu mài và các vận tốc tạo gãy vỡ và vận tốc
dài;
c) Thiết kế, vật liệu
và kích thước của vật thử;
d) Sự kẹp chặt hoặc
gá đặt vật thử vào phương tiện thử;
e) Kết quả thử cùng với
sự chỉ thị của các hình ảnh hư hỏng.
Phụ lục C
(Tham
khảo)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C.1 Tổng quan
Phụ lục này quy định
các thử nghiệm cho bộ phận bảo vệ sử dụng trên máy mài để giảm thiểu các rủi ro
của việc các bộ phận hoặc chi tiết gia công bị văng ra khỏi khu vực gia công.
Phụ lục này áp dụng
cho các vật liệu của bộ phận bảo vệ cũng như áp dụng cho bộ phận bảo vệ hoàn chỉnh.
C.2 Phương pháp thử
C.2.1 Nguyên
lý
Phương pháp thử này
áp dụng cho các máy hoạt động có sản phẩm vật liệu mài nhưng không có bộ phận bảo
vệ sản phẩm vật liệu mài và mô phỏng lại mối nguy hiểm của việc văng ra của các
mảnh vỡ sản phẩm vật liệu mài. Phép thử thể hiện khả năng chịu/độ bền của các bộ
phận bảo vệ và/hoặc các vật liệu bộ phận bảo vệ chống lại sự xuyên thủng và sự
đánh bật ra khỏi vị trí.
Trong phương pháp thử
này, sự cố nguy hiểm được mô phỏng lại bằng sự va đập của đạn thử trên bộ phận
bảo vệ, năng lượng va đập của nó tương ứng với năng lượng tịnh tiến của một mảnh
vỡ sản phẩm vật liệu mài góc 134°.
C.2.2 Điều kiện thử
a) Để xác định năng
lượng của đạn, sản phẩm vật liệu mài dự định để sử dụng trên máy sẽ biểu lộ tiềm
năng nguy hiểm cao nhất phải được lấy làm cơ sở.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Đối với việc
tính toán năng lượng va đập yêu cầu của đạn, vận tốc dài của sản phẩm vật liệu
mài được giả thiết cao hơn 20 % tốc độ trục chính lớn nhất có thể có hoặc vận tốc
dài do tốc độ trục chính lớn nhất bị giới hạn một cách an toàn. “Hệ số an toàn”
này bao phủ:
- Các phân tán tính
chất về vật liệu của vật liệu làm mẫu hoặc bộ phận bảo vệ;
- Tính không an toàn
do vận tốc dài tăng khi các bộ truyền động trục chính đang tắt bởi các trễ do
các khoảng thời gian được yêu cầu bởi quá trình xử lý tín hiệu trong hệ thống
điều khiển;
- “Va đập ở tâm”
không là trường hợp tới hạn nhất của ứng suất;
- Số lượng nhỏ các thử
nghiệm va đập yêu cầu đối với việc xác định khả năng chịu va đập.
c) Khối lượng của đạn
phải gần bằng khối lượng của mảnh vỡ 134° của sản phẩm vật liệu mài được quy định
dưới a). Đường kính của đạn cần xấp xỉ tương ứng với bề rộng của sản phẩm vật
liệu mài liên quan.
d) Vận tốc yêu cầu của
đạn được tính toán từ năng lượng tịnh tiến xác định dưới b) và khối lượng theo
c) bằng công thức 
với
v = vận tốc của đạn =
vận tốc va đập
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
m = khối lượng của đạn
phù hợp với c).
C.2.3 Trang thiết bị
thử
Trang thiết bị thử gồm
có một súng, đạn và giá đỡ bộ phận bảo vệ sẽ được thử.
C.2.3.1 Súng
Súng có thể bao gồm một
bình khí nén với một nòng súng có bích (xem Hình C.1). Khí nén có thể được xả
ra bằng một van để tăng tốc cho đạn hướng vào vật thử. Khí súng được cấp bởi một
máy nén khí. Vận tốc của đạn có thể có thể được điều khiển bằng áp lực của khí.
Cụm dẫn động hoặc tạo lực đẩy phải cho phép gia tốc của đạn đạt đến vận tốc va
đập đã cho với sai số ± 5 %.
Vận tốc của đạn được
đo ở gần miệng súng bằng một vận tốc kế phù hợp, như bằng cảm biến độ gần hoặc
tế bào quang điện.
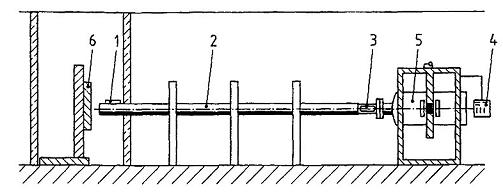
CHÚ DẪN:
1 vận
tốc kế
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3 đạn
4 bằng điều khiển
5 bình khí nén
6 vật
thử
Hình
C.1 - Trang thiết bị để thử va đập
C.2.3.2 Đạn
Hình dạng, khối lượng
và kích thước của đạn tiêu chuẩn được cho trong Hình C.2 và Bảng C.1.
Đặc tính kỹ thuật của
vật liệu, khối lượng và hình dạng đạn được thực hiện dựa trên cơ sở sau:
- vật liệu đạn tương ứng
với vật liệu sản phẩm vật liệu mài quy định trong C.2.2 a);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- mặt đầu đạn như quy
định trong Hình C.2 và Bảng C.1.
Nếu các thông số của
đạn đã xác định tương ứng với các đạn tiêu chuẩn từ Bảng C.1, thì có thể sử dụng
các đạn tiêu chuẩn. Nếu không thì các hình học của đạn mà được làm giảm đi hoặc
tăng lên một cách phù hợp phải được quy định.
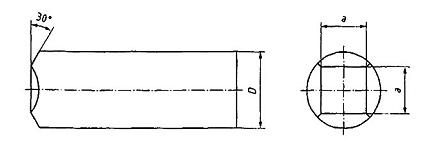
CHÚ THÍCH: Đạn thử được
làm cứng đạt  HRC
trên chiều sâu tối thiểu 0,5 mm.
HRC
trên chiều sâu tối thiểu 0,5 mm.
Hình
C.2 -
Đạn thử
Bảng
C.1- Khối lượng và kích thước của đạn
Khối
lượng
m
kg
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D
mm
Mặt
đầu của đạn
a
x a
mm
x mm
30
19
x 19
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19
x 19
40
25
x 25
0,625
50
30
x 30
1,25
30
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2.5
50
30
x 30
60
38
x 38
70
45
x 45
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vận tốc của đạn phải
được đo tại một điểm mà ở đó đối tượng không còn được tăng tốc nữa (nghĩa là
sau khi thoát khỏi nòng súng hoặc trong nòng súng bên ngoài giảm áp phù hợp). Vận
tốc cần được đo trên một khoảng cách cố định sử dụng các cảm biến độ gần, các tế
bào quang điện hoặc thiết bị tương đương khác.
C.2.3.4 Gá đỡ bộ phận
bảo vệ khi thử
Phép thử được tiến
hành với bộ phận bảo vệ và/hoặc mẫu vật liệu bộ phận bảo vệ. Giá đỡ bộ phận bảo
vệ phải tương đương với bộ phận bảo vệ đang gá lắp trên máy. Để thử các vật liệu
bộ phận bảo vệ, có thể sử dụng các mẫu, được cố định trên một khung với một lỗ
mở bên trong kích thước 450 mm x 450 mm. Khung phải đủ cứng vững. Việc gá lắp mẫu
phải là bằng kẹp chặt bị động.
C.2.4 Quy trình thử
Để đánh giá cấp độ khả
năng chịu của bộ phận bảo vệ, đạn thử phải được bắn trực tiếp vào mẫu vật liệu
và sự va đập phải xảy ra tại tâm của mẫu thử, theo phương vuông góc với bề mặt
đến mức có thể. Đối với phép thử các bộ phận bảo vệ máy thực, thì sự va đập phải
tại vùng yếu nhất của bộ phận bảo vệ.
C.3 Kết quả
Sau khi va đập, các
hư hỏng tìm thấy trên bộ phận bảo vệ hoặc vật liệu phải được đánh giá như sau:
C.3.1 Các hư hỏng có
thể là:
a) Oằn/phình ra (biến
dạng vĩnh cửu không có vết nứt);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Vết nứt xuyên (nứt
nhìn thấy được từ bề mặt này sang bề mặt khác);
d) Xuyên thủng (đạn
thử xuyên thủng vật thử);
e) Cửa sổ của bộ phận
bảo vệ tuột khỏi gá kẹp của nó;
f) Bộ phận bảo vệ tuột
khỏi giá đỡ nó.
C.3.2 Đánh giá
Phép thử là đạt nếu
không có vết nứt xuyên hoặc xuyên thủng trên vật thử và không có hư hỏng loại
e) và f) theo C.3.1.
C.4 Báo cáo thử
Báo cáo thử phải quy
định tối thiểu các thông tin sau:
a) Thời gian, địa điểm
thử, và tên của đơn vị thử;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Nhà sản xuất máy,
kiểu, đường kính lớn nhất, tốc độ trục chính lớn nhất, khối lượng và kích thước
của sản phẩm vật liệu mài, sai lỗi được mô phỏng lại bởi va đập;
d) Thiết kế, vật liệu
và kích thước của vật thử;
e) Chiều của chấn động,
điểm va đập của đạn;
f) Kết quả thử.
Phụ lục D
(Quy
định)
Phương pháp kẹp sản phẩm vật liệu mài và
các yêu cầu an toàn đối với thiết bị kẹp dụng cụ
D.1 Tổng quan
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D.2 Phương pháp kẹp
Các ví dụ phương pháp
kẹp là:
- Bằng bích. Xem các
Hình D.7 đến D.15;
- Bằng đai ốc chèn
vào. Xem các Hình D.13 đến D.15;
- Bằng vòng kẹp hoặc
chấu kẹp dụng cụ tại mặt ngoài của sản phẩm vật liệu mài. Xem Hình D.16;
- Bằng trám xi măng
vào tấm mặt sau. Xem các Hình D.17 và D.18;
- Bằng các mảnh gá lắp
trên đồ gá kẹp. Xem các Hình D.19 và D.20.
D.3 Yêu cầu chung
Các thiết bị kẹp phải
truyền mô men vận hành yêu cầu lớn nhất tại áp lực kẹp nhỏ nhất. Phải thỏa mãn
các yêu cầu chung sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Lực kẹp phải được
phân bố đều trên toàn bộ vùng kẹp. Các vùng tiếp xúc phải phẳng và không có ba
via. Độ đồng tâm so với trục quay nên ≤ 0,02 mm;
- Phải luôn có một đường
cắt chân ở đường kính bên trong của vùng kẹp. Đường cắt chân này tối thiểu phải
bằng 1 mm, đối với các sản phẩm vật liệu mài có H > 0,2 D thì tối thiểu bằng
4 mm;
- Thiết bị kẹp phải
được ghi nhãn phù hợp với D.4.4.
D.4 Thiết kế bích
D.4.1 Lực kẹp và mô
men siết
Thiết kế của các kích
thước có thể được thực hiện một cách thành công bằng phương pháp mô hình phần tử
hữu hạn (FEM) hoặc các phương pháp tương đương. Như một lựa chọn khác cho thiết
kế, D.4.2 đưa ra một số hướng dẫn có thể được sử dụng.
D.4.2 Đường kính kẹp
ngoài, bề rộng hướng kính và độ bao phủ
Quy định kỹ thuật của
đường kính ngoài DF của các bích phải được thực hiện theo các Bảng
D.1 đến D.3 là một hàm số của sản phẩm vật liệu mài, kiểu máy và tốc độ vận
hành lớn nhất. Ngoài ra, phải đảm bảo là ít nhất 1/6 bề dày hướng kính M của sản
phẩm vật liệu mài (Hình D.1) được bao phủ bởi bích kẹp (R ≥ 0,17 M). Đối với
các bích có rãnh thẳng, vùng tiếp xúc góc phải ít nhất có bề rộng R bằng 1/6 đường
kính bích (R ≥ 0,17 DF), (Hình D.2).
Đối với thiết kế các
bích moay ơ (Hình D.1), cũng xem TCVN 12170 (ISO 666).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kiểu
máy
Sản
phẩm vật liệu mài
Vận
tốc vận hành lớn nhất
vs
m/s
Đường
kính ngoài của bích
DF
mm
Tên
gọi
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chất
kết dính
Máy mài tĩnh tại
Bánh mài phẳng,
bánh mài đĩa và đĩa nhỏ, bánh mài hình cốc
H ≤
0,2 D
Tất cả
Tất cả
≥
0,33 D
H > 0,2 D
≥ H
+ 2(0,17 M)a
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H = lỗ của sản phẩm
vật liệu mài
M = bề rộng hướng
kính của sản phẩm vật liệu mài 
a Xem
TCVN 12170 (ISO 666).
Bảng
D.2 - Các đường kính bích cho các sản phẩm vật liệu mài kết dính và cho các sản
phẩm vật liệu mài đặc biệt với lõi thủy tinh (trừ các bánh mài cắt đứt)
Kiểu
máy
Sản
phẩm vật liệu mài
Vận
tốc vận hành lớn nhất
vs
m/s
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
DF
mm
Tên
gọi
Kích
thước tính bằng mm
Chất
kết dính
Máy mài cắt đứt
tĩnh
Bánh mài cắt đứt phẳng
D ≤
800
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 63
≥ 0,2D
80, 100
≥ 0,25
D
125
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D > 800
BF
≤ 63
≥ 0,2D
80,
100, 125
≥ 0,33
D
Bánh mài cắt đứt hạ
tâm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
BF
≤ 100
≥
0,25 D
Ít nhất
H + 2(0,17 M)
Máy mài cắt đứt kiểu
khung xoay
Bánh mài phẳng và cắt
đứt hạ tâm
D ≤
600
BF
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng
D.3 - Các đường kính bích cho các bánh mài cắt đứt bột mài đặc biệt với lõi kim
loại
Kiểu
máy
Sản
phẩm vật liệu mài
Vận
tốc vận hành lớn nhất
vs
m/s
Đường
kính ngoài của bích
DF
mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kích
thước tính bằng mm
Chất
kết dính
Máy mài cắt đứt
tĩnh
Bánh mài cắt đứt thẳng
D ≤
600
G, M
≤ 200
≥ 0,18
D,
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 140
ít nhất 41
600 <
D ≤ 1500
M
≤
125
≥ 0,18
D
D > 1500
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
ít nhất 270
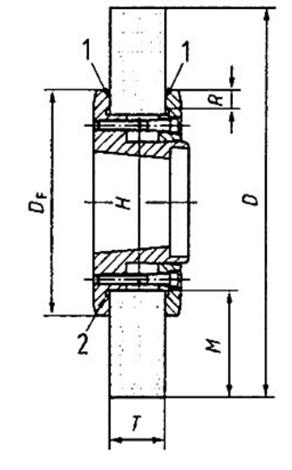
CHÚ DẪN:
1 bàn
đệm mềm
2 đường
cắt chân
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
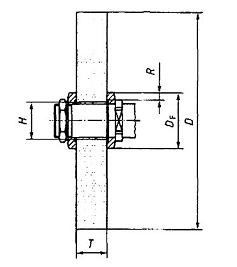
Hình
D.2 - Bích kẹp để gá lắp các sản phẩm vật liệu mài có lỗ nhỏ (H
≤ 0,2D)
D.4.3 Độ cứng vững
D.4.3.1 Tổng
quan
Các bích phải có đủ độ
cứng vững để bảo đảm sự phân bố đồng đều của lực trên toàn bộ vùng tiếp xúc khi
được kẹp. Một bích được xem là đủ cứng vững nếu vùng kẹp của nó song song với bề
mặt nằm dưới khi lực thử Fc tác dụng vào (λ
≤ 0,005). Quy trình thử được mô tả trong D.4.3.2. Các bích tuân theo TCVN 12170
(ISO 666) được xem là có đủ độ cứng vững, do đó không yêu cầu phép đo độ cứng vững
trong trường hợp này.
D.4.3.2 Phương pháp
đo độ cứng vững
Lực thử đặt vào phải
có giá trị Fc tương ứng với lực kẹp FE do nhà sản xuất
tính toán và xem là tính chất của sản phẩm vật liệu mài.
Thực hiện phép đo:
a) Đặt bích lên bàn
đo (sai lệch độ phẳng cho phép 0,01/100), vùng tiếp xúc đang tiếp xúc với bàn
đo.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Sử dụng một vòng đệm
nhẵn cung cấp cho một vùng tiếp xúc tương tự với vùng tiếp xúc của đai ốc hoặc
hệ thống nhiều vít để kẹp bích (xem các chú thích),
- Tác dụng lực thử Fc
- Giảm lực đến giá trị
tải đặt trước tương ứng với 1/10 lực thử và thiết lập đồng hồ so về 0.
Đối với các bích moay
ơ được kẹp chặt bằng hệ thống nhiều vít, tải phải được truyền đến bích bằng các
chốt đặt vuông góc với các vít.
d) Ghi lại giá trị đại
số của dịch chuyển C1 và C2 được chỉ thị bởi các đồng hồ
so, với Fc là lực thử (Hình D.3).
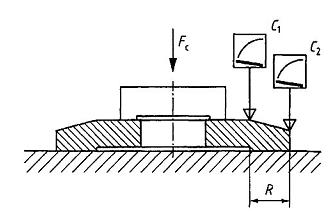
Hình
D.3 - Bố trí phép thử
e) Thôi tác dụng lực
thử trong khi vẫn duy trì tải đặt trước. Các kim đo đồng hồ so cần quay trở về
vị trí ban đầu của chúng.
f) Tiến hành ba lần
đo, mỗi lần cách nhau 120°.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66

(C1,
C2 và R tính bằng milimét).
D.4.4 Ghi
nhãn các bích
Đối với các sản phẩm
vật liệu mài có đường kính ngoài D > 200 mm, các bích phải mang các chỉ thị
thông tin dưới đây, chúng vẫn phải nhìn thấy được sau khi gá lắp sản phẩm vật
liệu mài:
- Đường kính ngoài lớn
nhất của sản phẩm vật liệu mài D;
- Bề rộng lớn nhất và
nhỏ nhất của sản phẩm vật liệu mài T;
- Đường kính của lỗ sản
phẩm vật liệu mài H.
D.5 Thiết bị để gá lắp
các sản phẩm vật liệu mài bằng chi tiết kẹp chặt lồng ghép
D.5.1 Chi
tiết lồng ghép có ren trung tâm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường kính ngoài DF
của các bích đỡ phải ít nhất bằng 0,33 D của đường kính ngoài lớn nhất của
sản phẩm vật liệu mài dùng để gá lắp các bánh mài phẳng và hình cốc côn (Hình
D.4).
Hình
D.4 - Bánh mài hình cốc
Các ống kẹp dùng để gá
lắp sản phẩm vật liệu mài với trục chính bằng thép được chèn vào phải mang các
chỉ thị trên đường kính kẹp và chiều dài của trục chính nằm trong bộ phận kẹp.
Chúng phải đảm bảo đủ độ đồng tâm của trục chính được kẹp. Yêu cầu này được xem
là thỏa mãn nếu dung sai độ đảo cho phép theo Bảng D.4 không bị vượt quá khi sử
dụng quy trình thử được mô tả trong D.5.2.
D.5.2 Phương pháp
xác định dung sai độ đảo cho các ống kẹp
Sau khi gá lắp ống kẹp
vào trong một trục chính thử, một trục thử có dung sai h5 được gá lắp vào ống kẹp
này (Hình D.5).
Dung sai độ đảo của
trục thử được xác định tại khoảng cách l (chiều dài thử) so với vị trí kẹp,
như bằng một đồng hồ so, và được so sánh với giá trị thử tương ứng.
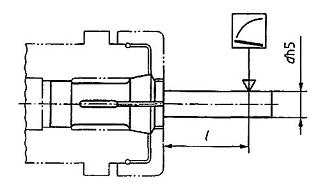
Hình
D.5 - Trục thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường
kính kẹp
Chiều
dài thử
Dung
sai độ đảo cho phép
mm
mm
mm
Lớn
hơn 1,6 đến bằng 3
10
0,02
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16
0,02
Lớn
hơn 6 đến bằng 10
25
0,02
Lớn
hơn 10 đến bằng 18
40
0,03
D.5.3 Chi tiết lồng
ghép cho các sản phẩm vật liệu mài loại 2, 35, 36, 37 (xem EN 12413) và các sản
phẩm vật liệu mài so sánh được
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
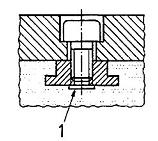
CHÚ DẪN:
1 đầu mút của bu
lông không được chạm tới đáy của đai ốc
Hình
D.6 - Sự bố trí đai ốc và bu lông đúng
Các Hình D.7 đến D.9
thể hiện các ví dụ đối với việc kẹp giữ các sản phẩm vật liệu mài.
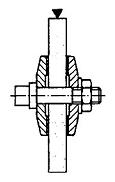
Hình
D.7
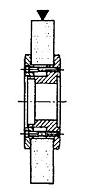
Hình
D.8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
D.9
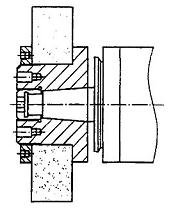
Hình
D.10
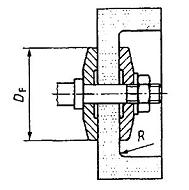
Hình
D.11
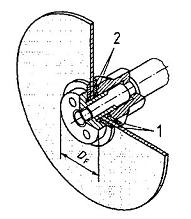
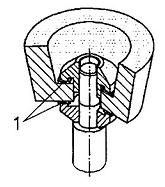
CHÚ DẪN:
1 các
lớp trung gian
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1
các lớp trung gian
Hình
D.12
Hình
D.13
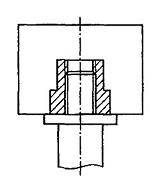
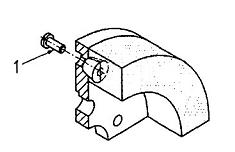
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 đầu mút của bu
lông không được chạm tới đáy của sản phẩm vật liệu mài
Hình
D.14
Hình
D.15
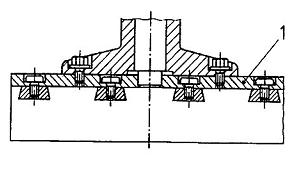
CHÚ DẪN:
1 tấm
mặt sau
Hình
D.16
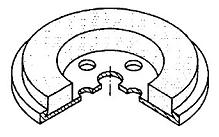
Hình
D.17
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1 tấm
mặt sau
2
keo dính
Hình
D.18
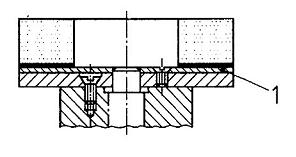
CHÚ
DẪN:
1 keo
dính
Hình
D.19
Các Hình D.20 và D.21
là các ví dụ về sản phẩm vật liệu mài ghép mảnh.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
D.20
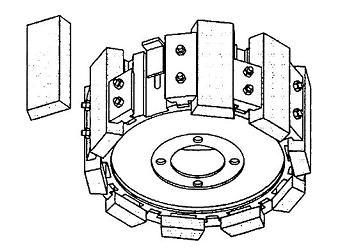
Hình
D.21
Phụ lục E
(Tham
khảo)
Giảm độ ồn
Danh mục dưới đây bao
gồm các ví dụ về các biện pháp để giảm phát xạ ồn ở giai đoạn thiết kế. Nó
không có nghĩa là đề cập hết mọi khía cạnh. Nhà sản xuất có thể sử dụng các biện
pháp lựa chọn khác để kiểm soát ồn với cùng hiệu quả hoặc hiệu quả lớn hơn.
Phát xạ ồn có thể được
giảm đi bằng:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sử dụng các dụng cụ
được cân bằng và đủ giá đỡ dụng cụ, như bằng các bích có độ cứng vững cao và đường
kính ngoài lớn.
- Ngăn ngừa sự truyền
rung động
Nếu không thể tránh
được rung động bằng các biện pháp về kết cấu, thì sự truyền của chúng vào môi
trường phải được giảm đi bằng sự cách ly phần tử rung sử dụng các bộ cách rung.
- Giảm dòng lưu thông
tiếng ồn
Bằng các bộ hấp thụ
âm đối với các chất khí tại cửa ra hoặc các xử lý thích thoát (như sử dụng
không khí nén cho điều khiển khí nén).
Sử dụng các vòi nhiều
lỗ cho không khí nén, như cho sự thổi khí của các thiết bị kẹp dụng cụ và chi
tiết gia công.
- Ngăn ngừa sự nhiễu
động (chảy rối)
Thiết kế khí động học
của các bộ phận quay nhanh, như các bề mặt khép kín, nếu có thể được, ngăn ngừa
sự sinh ra của các nhiễu động và sự tạo thành các tiếng đanh rít của hầu hết
các tần số cao.
- Giảm sự lan truyền
âm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hiệu quả của các vỏ
che sẽ bị giảm một cách đáng kể bởi các lỗ hở, như các lỗ không khí vào và ra,
các lỗ hở để tháo lắp.
Sự lan truyền âm cũng
có thể được giảm đi bằng các vỏ che không gian. Các vật liệu hấp thụ ồn được sử
dụng cho các bề mặt bên trong của các vỏ che máy xung quanh nguồn ồn, như tại
các bề mặt bên trong của máy bao xung quanh trục chính ổ bi.
Phụ lục F
(Tham
khảo)
Xác định phát xạ ồn
F.1 Phương pháp
Thông tin chung và
các quy trình đo cơ bản để xác định mức áp suất âm và mức công suất âm trên máy
công cụ được nêu trong TCVN 7011-5 (ISO 230-5).
Do hệ số hiệu chỉnh
theo môi trường K2, mức công suất âm sẽ được xác định bằng phương
pháp mặt phẳng phản xạ phù hợp với ISO 3744 hoặc ISO 3746. Mức áp suất âm tại
các trạm gia công sẽ được xác định phù hợp với ISO 11201, ISO 11202 hoặc ISO
11204. Việc xác định mức áp suất âm sẽ bị ảnh hưởng tại vị trí mà nằm trong
vùng lân cận trực tiếp của máy, nó đã được nêu trong sổ tay hướng dẫn là vị trí
để sử dụng của người vận hành.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các điều kiện vận
hành cho các phép đo ồn vẫn chưa được quy định cho các máy mài được đề cập
trong tiêu chuẩn này. Các điều kiện này sẽ được nêu sau trong một phụ lục đặc
biệt cho tiêu chuẩn này. Cho đến khi các quy định kỹ thuật này có sẵn, nhà sản
xuất sẽ mô tả chi tiết các điều kiện vận hành và các sản phẩm vật liệu mài và
các chi tiết gia công được sử dụng khi công bố các giá trị phát xạ ồn.
Có thể hữu ích khi thực
hiện phép đo phát xạ ồn dưới vài điều kiện vận hành điển hình. Cho đến khi có sẵn
các quy định kỹ thuật thích hợp trong các tiêu chuẩn, các phép đo ít nhất là
nên được thực hiện trong chế độ vận hành “không tải”, dưới các điều kiện sau:
- Tốc độ vận hành của
sản phẩm vật liệu mài lớn nhất;
- Tốc độ của các trục
cao nhất có thể có;
- Áp suất hoặc dòng
dung dịch trơn nguội lớn nhất;
- Công suất hút lớn
nhất.
Ngoài ra
- Tất cả các thiết bị
phụ (như băng tải phoi, hệ thống dung dịch trơn nguội, hệ thống thủy lực và bôi
trơn) nên được đưa vào hoạt động trong khi đo, và
- Tất cả các thiết bị
bảo vệ, đặc biệt là các thiết bị được thiết kế để giảm phát xạ ồn và được cung
cấp kèm theo máy, phải được lắp đặt trong khi thực hiện phép đo và phải ở trong
vị trí “bảo vệ”.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Các giá trị
phát xạ âm có thể đạt được cho các máy mài quy định bởi tiêu chuẩn này hiện tại
có thể chưa được công bố, cho đến bây giờ, chưa có biên bản ghi chép, tập hợp
và đánh giá một cách có hệ thống các khai báo độ ồn phù hợp với ISO 11689 được
thực hiện.
Phụ lục G
(Quy
định)
Yêu cầu đối với máy mài dùng để mài các
vật liệu sinh ra bụi dễ cháy và nổ
G.1 Thiết bị cho mài
ướt
Máy phải được trang bị
các thiết bị dùng để cung cấp nước hoặc các chất lỏng gia công kim loại phù hợp
khác trực tiếp vào điểm gia công. Kích thước của mạch chất lỏng gia công kim loại
phải đảm bảo rằng có đủ chất lỏng gia công kim loại tại điểm gia công ở thời điểm
bất kỳ.
Sự khởi động của trục
chính bánh mài phải được ngăn chặn nếu sự cung cấp chất lỏng gia công kim loại
không thực hiện đúng chức năng.
Trong chế độ MSO 1,
quá trình gia công phải được dừng lại theo cách thích hợp nếu sự cung cấp chất
lỏng gia công kim loại không đủ.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1 chất lỏng gia công
kim loại
2 chi
tiết gia công
3 chậu
thu gom
Hình
G.1 - Quá trình mài ướt
G.2 Thiết bị cho mài
khô có sự rơi lắng ướt bằng sự làm ẩm tức thời
Máy phải được trang bị
các thiết bị dùng để làm ẩm bụi sinh ra bằng nước hoặc các chất lỏng gia công
kim loại phù hợp khác trực tiếp vào sau điểm mài sao cho bụi được tụ lại, rơi
xuống và thu gom ở đó. Kích thước của mạch chất lỏng gia công kim loại phải đảm
bảo rằng có đủ lượng chất lỏng tại thời điểm bất kỳ để phun ướt.
Sự khởi động của trục
chính bánh mài phải được ngăn chặn nếu sự cung cấp chất lỏng gia công kim loại
không thực hiện đúng chức năng.
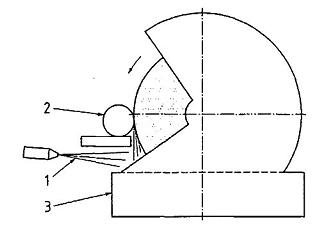
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 chất lỏng gia công
kim loại
2
chi tiết gia công
3 chậu
thu gom
Hình
G.2 - Mài khô có sự rơi lắng ướt bằng sự làm ẩm tức thời
G.3 Trang thiết bị
cho mài khô có sự rơi lắng bằng hệ thống thu gom kiểu ướt
Máy phải được trang bị
các thiết bị dùng để hút bụi mài khô sinh ra trực tiếp tại điểm gia công và hệ thống
phù hợp dùng cho việc rơi lắng ẩm bụi đã được hút.
Vùng gia công của máy
phải được thiết kế và kết cấu sao cho ngăn ngừa các tích tụ bụi.
Hệ thống thu gom kiểu
ướt phải đảm bảo đủ làm ẩm bụi bằng nước rửa. Phải ngăn ngừa sự đông lại và sự
tích tụ bụi bên trong hệ thống thu gom. Sự tích tụ của hỗn hợp hydro/không khí
gây nguy hiểm phải được ngăn ngừa ngay cả khi hệ thống thu gom ngừng hoạt động.
Sự khởi động của trục
chính bánh mài phải được ngăn chặn nếu sự hút hoặc sự rơi lắng ướt không thực
hiện đúng chức năng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong khi dựng lắp
các thiết bị hút, vận tốc không khí bằng 20 m/s phải được lấy làm cơ sở cho việc
chụp bắt và vận chuyển an toàn bụi mài.
Các quạt hút phải được
đặt ở phía không khí sạch và phải tiếp tục làm việc sau khi dùng máy mài miễn
là cần thiết để tránh trầm tích của bụi mài trong đường ống.
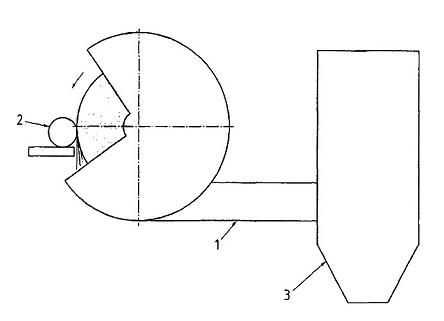
CHÚ DẪN:
1 hút
2 chi tiết gia công
3 hệ thống thu gom
kiểu lưới
Hình
G.3 - Mài khô với sự rơi lắng ướt của bụi mài
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(Tham
khảo)
Các biện pháp sử dụng các chất lỏng gia
công kim loại dễ cháy
H.1 Lựa chọn các chất
lỏng gia công kim loại phát xạ thấp
Các chất lỏng gia
công kim loại chứa nhiều hơn 15 % dầu có thể dẫn đến các mối nguy hiểm cháy hoặc
cháy bùng.
Thông qua việc lựa chọn
các chất lỏng gia công kim loại phát xạ thấp không hòa tan được trong nước, sự
hình thành các son khí và hơi ở bên trong máy có thể được giảm xuống. Các chất
lỏng gia công kim loại phát xạ thấp được đặc tính hóa bởi các tính chất dưới
đây:
- Sự chuẩn bị trên cơ
sở các dầu khoáng hóa hơi thấp hoặc các este tổng hợp và/hoặc các chất lỏng đặc
biệt;
- Sự bổ sung của các
chất phụ gia chống mù sương.
Trong Bảng H.1, các đặc
tính khuyến nghị để lựa chọn các chất lỏng gia công kim loại phát xạ thấp là một
hàm số của các cấp độ nhớt và quá trình gia công đã cho.
Bảng
H.1 - Đặc tính của các chất lỏng gia công kim loại không hòa tan được trong nước
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp
độ nhớt theo ISO 3448:1992
Độ
nhớt ở 40 °C
mm2/s
Điểm
chớp cháy theo ISO 2592 (phương pháp cốc hở Cleveland)
°C
Tổn
thất do sự hóa hơi ở 25 °C (phương pháp Noack)
%
Quá
trình gia công (ví dụ)
Giảm
các mối nguy hiểm cháy và nổi
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
ISO
VG 5
4,14
- 5,06
>
120
<
85
Mài
khôn, mài mòn
ISO
VG 7
6,12
- 7,48
>
145
<
80
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
ISO
VG 10
9
- 11
>
155
<
60
Khoan
sâu
ISO
VG 15
13,5
- 16,5
>
190
<
25
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
ISO
VG 22
19,8
- 24,2
>
200
<
15
Khoan
ISO
VG 32
28,8
- 35,2
>
210
<
13
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
ISO
VG 46
41,4
- 50,6
>
220
<
11
Cán
ren
Chuốt
Về nguyên tắc, khuyến
nghị lựa chọn chất lỏng gia công kim loại có tổn thất hóa hơi thấp nhất và điểm
chớp cháy cao nhất tại vận tốc theo yêu cầu của quá trình gia công, nó nên là
cao nhất có thể được.
H.2 Đệm bít kín khuất
khúc chịu được ngọn lửa
Sự phun ra của ngọn lửa
vào vùng vận hành hầu hết có thể được ngăn chặn một cách hoàn toàn bằng sử dụng
các đệm bít kín khuất khúc phù hợp tại các cửa của máy công cụ. Các đệm bít kín
khuất khúc với nhiều thay đổi hướng của đường đi ngọn lửa và các bề rộng khe hở
lớn nhất ≤ 2 mm cung cấp cho các kết quả tốt.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Các khe hở thu hẹp
lại trong trường hợp tăng áp suất đột ngột trong không gian bên trong máy;
- Bề rộng khe hở tại
các điểm thu hẹp tối đa là 2 mm;
- Thay đổi chiều dòng
chảy ít nhất là 2 x 180°;
- Khả năng điều chỉnh
của các khe hở;
- Không sử dụng các vật
liệu dễ cháy;
- Chiều của đầu ra
không hướng trực tiếp vào người vận hành;
- Bảo vệ các điểm chịu
cắt và nghiền bằng cách thích hợp (như bảo vệ cạnh).
Đệm bít kín khuất
khúc thể hiện trên Hình H.1 thực hiện theo nguyên lý thay đổi đa chiều được kết
nối theo chuỗi và sự mở rộng của các ngọn lửa đi vào.
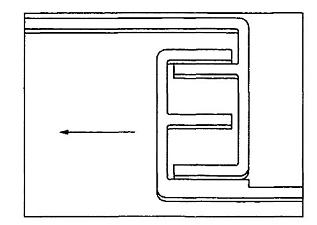
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H.3 Ngăn chặn các ngọn
lửa đi vào hệ thống hút
Sử dụng một tấm ngăn ở
phía trước của lỗ mở hút kết hợp với một bộ bắt giữ ngọn lửa phù hợp trong đường
hút có thể ngăn chặn sự lan truyền ngọn lửa vào trong hệ thống hút (trung tâm).
Bộ bắt giữ ngọn lửa
thể hiện trên Hình H.2 thực hiện theo nguyên lý thay đổi đa chiều và sự mở rộng
của các ngọn lửa đi vào.
CHÚ DẪN:
a không
khí cung cấp
b các thay đổi chiều
c sự mở rộng
d các thay đổi chiều
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
H.2 - Sơ đồ nguyên lý của bộ bắt giữ ngọn lửa trong đường hút
H.4 Định kích thước
của các bề mặt giảm áp
Tùy thuộc vào khả
năng chịu áp của vỏ che khu vực gia công, việc tích hợp một thiết bị giảm áp có
thể là cần thiết để hạn chế áp suất nổ vào phạm vi không nguy hiểm và vào các
ngọn lửa thoát ra trực tiếp đi vào chiều không nguy hiểm (như một thiết bị giảm
áp trên đỉnh trên của máy).
Sự cần thiết của thiết
bị giảm áp và kích thước của bề mặt giảm áp có thể được xác định bằng Hình H.3.
Với mục đích này, thể tích của vỏ che khu vực gia công được đưa vào phần bên phải.
Từ giao điểm với đường biểu diễn áp suất nổ giảm bớt lớn nhất pred
trong vỏ che khu vực gia công, đường nằm ngang đi theo giao điểm với đường biểu
diễn áp suất phản hồi tĩnh pstat của thiết bị giảm áp đã chọn. Khi
đó bề mặt giảm áp được yêu cầu có thể nhìn thấy trên trục x. Các lỗ hở trên vỏ
tự nhiên, như các lỗ hở không khí cung cấp, có thể được tính đến với giả thiết
áp suất phản hồi tĩnh bằng 0 mbar.
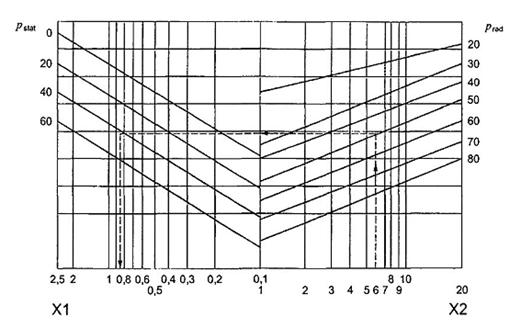
CHÚ DẪN:
pstat
áp suất phản hồi tĩnh, tính bằng mbar
pred áp suất
nổ giảm bớt lớn nhất, tính bằng mbar
X1 bề mặt
giảm áp, tính bằng m2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Hình H.3
có hiệu lực đối với mức nạp bằng 5 %.
Hình
H.3 - Giảm áp suất nổ - Toán đồ để ước lượng bề mặt yêu cầu
Phụ lục I
(Tham
khảo)
Các ví dụ đối với sự tích hợp các hệ thống
hút và chữa cháy khi sử dụng các chất lỏng gia công kim loại dễ cháy
Việc giám sát hệ thống
cung cấp chất lỏng gia công kim loại và hệ thống hút là thiết yếu để thực hiện
chức năng an toàn của máy.
Các biện pháp an toàn
sau khi phát hiện cháy phụ thuộc vào loại hệ thống hút (trung tâm hoặc cục bộ):
a) Đối với hệ thống
hút tự động trung tâm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Sự triệt tiêu ngọn
lửa đi vào hệ thống hút bằng một nắp kín hoặc bằng thiết bị cửa sập van (van
không khí xả thải); sự thâm nhập của các hạt đánh lửa vào trong các đường ống của
hệ thống hút không thể ngăn chặn được;
3) Kích hoạt tức thời
quá trình chữa cháy;
4) Dừng sự cung cấp
chất lỏng gia công kim loại;
5) Khả năng có thể có
của vận hành liên tục hệ thống hút trung tâm.
b) Đối với hệ thống
hút cục bộ (thường sử dụng trên đỉnh của máy)
1) Dừng tức thời các
quá trình gia công (có hoặc không có việc thu dụng cụ được điều khiển);
2) Dừng hệ thống hút
cục bộ;
3) Kích hoạt tức thời
quá trình chữa cháy;
4) Dừng sự cung cấp
chất lỏng gia công kim loại.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1: Nếu yêu
cầu một hệ thống chữa cháy tự động ở máy mài, Hình I.1 chỉ ra một ví dụ về sự
tương tác của các hệ thống điều khiển của máy mài và hệ thống chữa cháy.
CHÚ THÍCH 2: Các biện
pháp an toàn này để ngăn ngừa cháy và bảo vệ là không đủ đối với gia công các vật
liệu dễ cháy như magie và titan. Đối với loại vật liệu này phải áp dụng các biện
pháp đặc biệt.
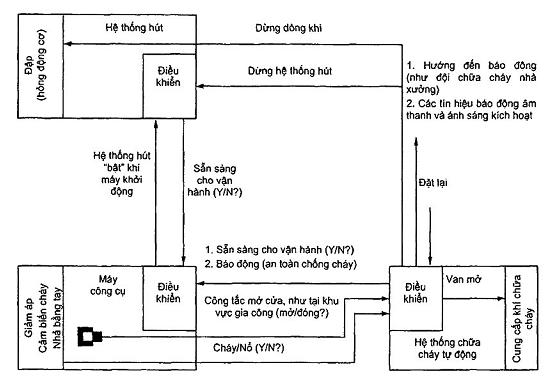
Hình
I.1 - Ví dụ về sự tương tác
giữa điều khiển máy mài và điều khiển hệ thống chữa cháy
Phụ lục J
(Tham
khảo)
An toàn chức năng - Ví dụ đối với việc
giám sát giới hạn tốc độ quay của trục chính bánh mài
J.1 Tổng quan
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
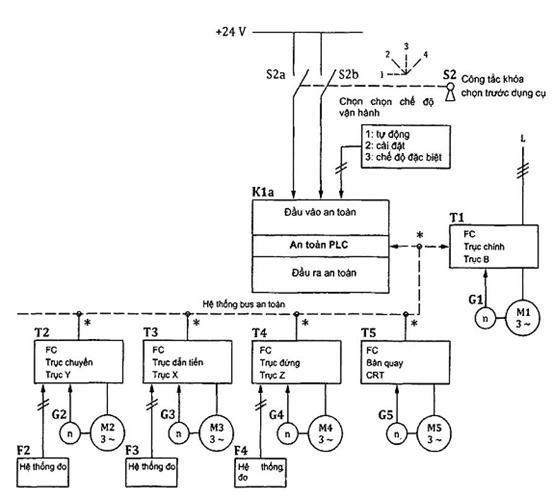
Hình
J.1 - Ví dụ về sơ đồ đi dây điện cơ bản
J.2 Chức năng an
toàn
PLC (K1a) và FC Tn
an toàn là một cụm kỹ thuật kết hợp. Trạng thái hai kênh đạt được bằng sự kết hợp
của PLC (K1a) an toàn với một FC Tn kế tiếp nhau. Nằm trong số các
chức năng khác, các chức năng an toàn STO, các cam an toàn SLS được tích hợp, đối
với mỗi loại trong số chúng nhà sản xuất hệ thống điều khiển chỉ thị PL, loại
và PFH.
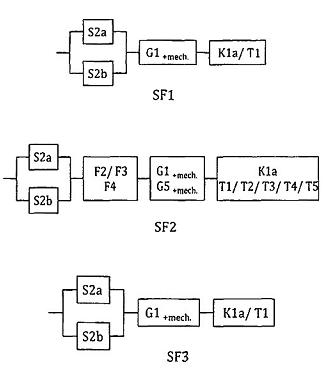
CHÚ DẪN:
SF1 giới hạn tốc độ
quay của trục chính bánh mài
SF2 giới hạn vận tốc
dài của sản phẩm vật liệu mài (SUG) đối với sự giảm đường kính sản phẩm vật liệu
màia
SF1 giới hạn của SUGb
lớn nhất là một hàm số của dụng cụ đã chọn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b
SUG: Vận tốc dài của sản phẩm vật liệu mài.
Hình
J.2 - Ví dụ các sơ đồ khối liên quan đến an toàn
J.3 Tính toán xác suất
sai hỏng
a) Đối với tất cả các
chức năng an toàn: đủ các biện pháp dựa trên các sai hỏng do nguyên nhân thông
thường (CCF) ít nhất là 65 điểm: Sự chia tách (15), bảo vệ chống lại quá áp,
v.v (15) và các điều kiện môi trường (25 + 10).
b) Sự khởi động của
công tắc chọn trước dụng cụ S2 không được kích hoạt chuyển động. Công tắc chọn
trước có mã hóa gấp bốn lần và nó được đọc vào PLC an toàn thông qua hai kênh.
c) Giá trị B10d cho
công tắc chọn trước bằng 106 chu kỳ đóng ngắt2). Đối với
một chu kỳ vận hành mỗi 4 h trong 240 ngày trên 16 h, nop = 960 chu
kỳ/năm và MTTFd = 10 416 năm kết quả cho một tiếp xúc điện từ trường
(ví dụ như S2a). Với DC = 99 % bằng kiểm tra tính hợp lý, PFH đối với hệ thống
con của công tắc chọn trước dụng cụ là 2,47 x 10-9/h.
d) Đối với các trục
cơ khí (gồm cả ổ trục) G1mech và G5mech giữa mô tơ và bộ
mã hóa, giả thiết loại trừ lỗi hỏng. Nhà sản xuất phải cung cấp sự kiểm tra xác
nhận độ bền mỏi (cũng xem IEC 61800-5-2:2007-07, Bảng D.19).
e) Đối với các bộ mã
hóa trục quay G1 và G5, PFH = 2,6 x 10-9 và loại 31) được
công bố bởi nhà sản xuất.
f) Các hệ thống đo
tuyến tính F2 - F4 có giá trị FIT bằng 1500 h1) tương ứng với giá trị
MTTFd khoảng 152 năm. Giả thiết DC bằng 90 %, như hệ thống đo tuyến
tính được tích hợp vào mạch điều khiển và sự phát hiện lỗi hỏng trung bình được
cho bởi PLC K1a an toàn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
h) Các bộ chuyển đổi
tần số T1 - T5 được điều khiển các mô đun với PFH bằng 4,8 x 10-9/h1)
mỗi cái. Các bộ chuyển đổi tần số sắp đặt các chức năng an toàn đã tích hợp được
sử dụng để điều khiển chuyển động của các trục và các trục chính (ví dụ SOS, SLS,
SS1).
i) Đối với tính toán
hệ thống con K1a/T1 (xem SF1 và SF3), phương pháp được cho bởi nhà sản xuất đã
được sử dụng. Nó đã dẫn đến kết quả tổng PFH cho các hệ thống con bằng 3,34 x
10-7/h.
j) Đối với tính toán
hệ thống con K1a/T1/T2/T3/T4/T5 (xem SF2), phương pháp được cho bởi nhà sản xuất
đã được sử dụng. Nó đã dẫn đến kết quả tổng PFH cho các hệ thống con bằng 5,14 x
10-7/h.
k) Đối với SF1, đã
tính PL = d và PFH = 3,84 x 10-7/h.
I) Đối với SF2, đã
tính PL = d và PFH = 9,32 x 10-7/h.
m) Đối với SF3, đã
tính PL = d và PFH = 3,84 x 10-7/h.
Phụ lục K
(Tham
khảo)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
K.1 Tổng quan
5.2.7.5 mô tả các
yêu cầu an toàn cơ bản để cho phép thực thi chạy chương trình tự động trong khi
các bộ phận bảo vệ mở. Do các ứng dụng là rất khác nhau, các biện pháp bảo vệ
hoàn toàn chỉ có thể được mô tả bằng ví dụ. Khi sử dụng chế độ MSO 3 cho các ứng
dụng khác, mức an toàn cho trong ví dụ ít nhất cần đạt được.
K.2 Ví dụ 1: Điều
khiển chạy chương trình NC mới trong khi vận hành cài đặt
K.2.1 Tình huống
Một máy mài dụng cụ
điều khiển CNC dùng để gia công tự động dao phay đang được cài đặt. Bổ sung vào
trục chính mài, trên đó có thể gá lắp ba dụng cụ mài, có một cảm biến đo trong
không gian gia công. Hơn nữa, thiết bị phụ để đỡ chi tiết gia công có thể được
sử dụng. Để chứng tỏ một chương trình viết mới sẽ được bắt đầu cho lần đầu tiên
ở chi tiết gia công. Một lượng dịch xấp xỉ 5 mm được cài đặt giữa chi tiết gia
công và dụng cụ. Trong khi chạy chương trình lần đầu, người cài đặt điều khiển
các chuyển động của dụng cụ mài và đảm bảo rằng các trục đang chuyển động không
va vào nhau. Do hình học của chi tiết gia công phức tạp, người cài đặt cần có
năng lực đánh giá chạy chương trình tổng thể từ các viễn cảnh khác nhau. Vì các
viễn cảnh khác nhau này, nên việc sử hệ thống camera sẽ không có khả năng thực
hiện (xem Hình K.1).
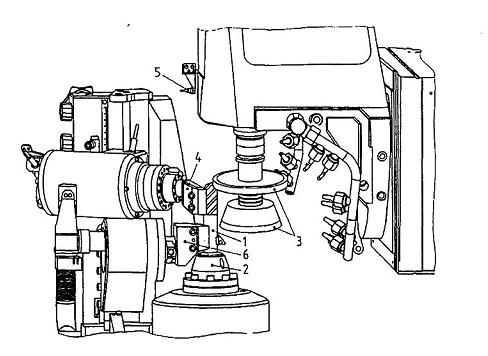
CHÚ DẪN:
1 chi
tiết gia công (phay ngón)
2 mâm cặp
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4 giá đỡ sau
5 cảm biến đo
6 giá đỡ hình máng
Hình
K.1 - Máy mài dụng cụ
Trong khi chạy chương
trình, người cài đặt có thể giảm các tốc độ của các trục bằng bộ dẫn động cho đến
khi dừng lại. Dung dịch trơn nguội được khóa lại trong quá trình vận hành cài đặt.
Sản phẩm vật liệu mài được quay ở 500 min-1 (< 16 m/s) để đảm bảo
độ đảo đồng trục của trục chính. Không cần thiết gia công chi tiết gia công.
K.2.2 Sự thực hiện
các yêu cầu an toàn
Để cài đặt máy với
các chuyển động tự động trong khi các bộ phận bảo vệ mở, chế độ MSO 3 được chọn
bằng bộ lựa chọn chế độ tách riêng (công tắc phím bấm).
Sản phẩm vật liệu mài
được quay ở 500 min-1 (< 16 m/s) để đảm bảo độ đảo đồng trục của
trục chính. Do vậy, rủi ro bởi sự tiếp xúc với sản phẩm vật liệu mài được giảm
đến mức rủi ro cho phép được.
Để ngăn ngừa các mối
nguy hiểm do các chuyển động của trục, các trục lúc ban đầu ở trạng thái dừng
an toàn hoặc dừng vận hành an toàn khi MSO 3 được chọn và các bộ phận bảo vệ mở.
Chỉ khi cơ cấu cho phép kích hoạt được khởi động, các trục được chuyển mạch từ
dừng an toàn/dừng vận hành an toàn sang một trạng thái mà chuyển động được cho
phép với vận tốc giảm (< 2 m/min).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bằng việc điều khiển
bằng tay, tốc độ của trục có thể được cài đạt liên tục từ 0 m/min (dừng) cho đến
2 m/min.
Để ngăn ngừa rơi vào
máy, đường biên thấp nhất của cửa mở cho người vận hành lớn hơn 1100 mm, theo
ISO 13857.
Các mối nguy hiểm do
các chất nguy hiểm hoặc các mối nguy hiểm cháy do mù sương dung dịch trơn nguội
là không hiện hữu do không cần thiết cung cấp dung dịch trơn nguội và do vậy được
đóng lại.
Mức ồn là dưới 75 dB
(A) do không thực hiện gia công. Liên quan đến các mối nguy hiểm về điện, sinh
vật học, nhiệt, và ecgônômi, cũng như các mối nguy hiểm do rung, lỗi nguồn cấp
năng lượng, bức xạ, vượt quá tốc độ hoặc lỗi điều khiển, áp dụng các yêu cầu
cho trong Điều 5.
K.3 Ví dụ 2: Định vị
trí của một thanh ray profin trên bàn mang chi tiết gia công di động được và chỉnh
sửa bánh mài đã tạo profin
K.3.1 Tình huống
Một máy mài phẳng CNC
khép kín yêu cầu chế độ MSO 3. Máy mài phẳng này sẽ được sử dụng để thực hiện
mài tự động các thanh ray profin (xem Hình K.2 và K.3).
Hình
K.2 - Mài profin
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
K.3 - Mài profin
Trước khi bắt đầu tự
quá trình mài, bộ phận, tức là thanh ray profin đã
được gia công thô, sẽ được căn chỉnh một cách chính xác trên bàn mang chi tiết
gia công di động được. Loại thao tác này cũng được gọi là “tạo ren”. Với mục
đích này, bàn máy mang chi tiết gia công phải thực hiện một dao động tự động để
di chuyển dọc theo toàn bộ chiều dài của thanh ray và để cho phép kiểm tra sự định
vị trí chính xác của chi tiết gia công. Không có khả năng quan sát cạnh công
tua giữa thanh ray profin và bánh mài qua ô cửa quan sát của bộ phận bảo vệ
đóng kín do không có khả năng nhìn thấy từ vị trí của người vận hành. Đây là lý
do tại sao người vận hành phải nghe khi anh ta đang mài profin trong khi dao động
dù bánh mài có ăn vào một cách đồng đều trên tất cả các phía không. Quá trình
này là rất khó khăn và đòi hỏi nhiều sự tập luyện, đặc biệt khi thanh ray
profin có một lớp phủ bằng nhựa, chúng chỉ tạo ra âm thanh hiếm khi có thể nghe
rõ được trong khi vận hành mài. Khi người vận hành nghe được rằng không có sự
ăn vào đồng đều trên toàn bộ chiều dài của thanh ray profin được thực hiện, sự
dao động tự động của trục được dừng lại với sự điều khiển/override và vị trí của
thanh ray profin được điều chỉnh chính xác bởi người vận hành.
Khi có quá trình gia
công khác trên máy mà các chuyển động tự động của trục với các bộ phận bảo vệ mở
yêu cầu chế độ MSO 3. Quá trình này là sự chỉnh sửa chính xác công tua bánh mài
đã tạo profin (xem Hình K.4 và K.5).
Hình
K.4 - Dụng cụ chỉnh sửa xoay được
Hình
K.5 - Dụng cụ chỉnh sửa xoay được
Sự chỉnh sửa được thực
hiện bằng các chuyển động tự động được lập trình của dụng cụ chỉnh sửa tay
xoay. Trong quá trình các chuyển động, người vận hành sẽ kiểm tra xem công tua
mục tiêu đã lập trình có tương ứng với công tua thực của bánh mài hay không.
Người vận hành thực hiện việc này bằng cách lắng nghe các thay đổi trong các
hình ảnh âm thanh trong khi vận hành chỉnh sửa.
K.3.2 Sự thực hiện
các yêu cầu an toàn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bánh mài có thể quay
với vận tốc dài lớn nhất bằng 16 m/s. Tốc độ quay của bánh chỉnh sửa bằng kim
cương được mạ điện có giá trị lớn nhất là 2400 min-1. Với đường kính
bằng 125 mm, điều này tương ứng với vận tốc dài gần bằng 16 m/s. Như vậy sẽ giảm
được rủi ro gây bởi sự tiếp xúc với bánh mài hoặc bởi các bộ phận gây vỡ trong
trường hợp bánh mài bị vỡ.
Khi bộ phận bảo vệ mở,
các trục được giữ bằng việc khởi động cơ cấu cho phép kích hoạt từ trạng thái dừng
an toàn/dừng vận hành an toàn trong một chuyển động có vận tốc giảm an toàn
< 2 m/min đối với dụng cụ chỉnh sửa tay xoay, và < 5 m/min đối với trục
dao động của bàn máy mang chi tiết gia công (khoảng cách dịch chuyển > 1 m).
Khi cơ cấu cho phép kích hoạt không được khởi động hoặc khi nút bấm bị nhả ra
hoặc bị ấn xuyên qua, thì sẽ thực hiện theo dừng an toàn/dừng vận hành an toàn
tức thời.
Trong khi một tay đặt
trên nút bấm cho phép kích hoạt, tay còn lại khởi động điều khiển để điều khiển/khống
chế bằng tay hoặc cũng để điều khiển núm xoay điện tử. Do đó cả hai tay bị ràng
buộc và không thể tiếp cận vào khu vực nguy hiểm.
Tốc độ dao động của
bàn máy mang chi tiết gia công hoặc tốc độ trục của dụng cụ chỉnh sửa tay xoay có
thể thay đổi một cách gần như liên tục với sự khống chế bằng tay, tuy nhiên
không lớn hơn tốc độ giảm bớt an toàn.
Một trục đơn lẻ có thể
được dịch chuyển (điều chỉnh tinh), tốt hơn quá trình gia công, bằng núm xoay
điện tử.
Các mối nguy hiểm gây
ra bởi dung dịch trơn nguội được giảm đi nhiều nhất đến mức có thể bằng việc giới
hạn sự cung cấp các dung dịch trơn nguội đến một lượng tối thiểu theo yêu cầu một
cách tuyệt đối. Một lượng nhỏ dung dịch trơn nguội là cần thiết để tránh xảy ra
sự đốt cháy, khi dịch chuyển bởi tai nạn đi vào vật liệu trong khi cài đặt. Khi
dung dịch trơn nguội mà nó không thể tránh được bắn tóe vào vùng kín phía bên
trái của máy, việc hút cũng diễn ra. Sự tiếp xúc của người vận hành với dung dịch
trơn nguội hoặc với mù sương dung dịch trơn nguội là không chắc xảy ra nhiều
hơn.
Do tốc độ được giảm
và sự loại bỏ vật liệu nhỏ, mức âm là nhỏ hơn 70 dB (A). Liên quan đến các mối
nguy hiểm về điện, sinh vật học, nhiệt, và ecgônômi, cũng như các mối nguy hiểm
do rung, lỗi nguồn cấp năng lượng, bức xạ, vượt quá tốc độ hoặc lỗi điều khiển,
áp dụng các yêu cầu quy định trong Điều 5.
Thư
mục tài liệu tham khảo
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[2] TCVN 7011-5:2007
(ISO 230-5:2000), Quy tắc kiểm máy công cụ - Phần 5: Xác định tiếng ồn do
máy phát ra
[3] ISO 525, Bonded
abrasive products - Generaf requirements
[4] TCVN 12170 (ISO
666), Máy công cụ - Lắp bánh mài bằng bích có mayơ
[5] ISO 2592, Determination
of flash and fire points -
Cleveland open cup method
[6] ISO 3448:1992, Industrial
liquid lubricants - ISO viscosity
classification
[7] ISO 6103, Bonded
abrasive products - Permissible unbalances of
grinding wheels as delivered -
Static testing
[8] ISO 6104, Superabrasive
products - Rotating grinding tools
with diamond or cubic boron nitride -
General survey, designation and multilingual nomenclature
[9] ISO 11201, Acoustics
- Noise emitted by machinery
and equipment - Determination of emission
sound pressure levels at a work station and at other specified positions in an
essentially free field over a reflecting plane with negligible environmental
corrections
[10] ISO/TR 11688-1, Acoustics
- Recommended practice for
the design of low-noise machinery ana equipment -
Part 1: Planning
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[12] ISO 16156:2004, Machine-tools
safety - Safety requirements for the
design and construction of
work holding chucks
[13] ISO 20643, Mechanical
vibration - Hand-held and hand-guided
machinery - Principles for evaluation
of vibration emission
[14] IEC 61029-2-4, Safety
of transportable motor-operated electric tools -
Part 2-4: particular requirements for bench grinders
[15] IEC 61029-2-10, Safety
of transportable motor-operated electric tools - Part 2-10: Particular
requirements for cutting-off grinders
[16] EN 12096, Mechanical
vibration - Declaration and
verification of vibration emission values
[17] EN 12198-1, Safety
of machinery - Assessment and reduction of
risks arising from radiation emitted by machinery. Part 1: General principles
[18] EN 12198-2, Safety
of machinery - Assessment and reduction of
risks arising from radiation emitted by machinery -
Part 2: Radiation emission measurement procedure
[19] EN 12198-3, Safety
of machinery - Assessment and reduction of
risks arising from radiation emitted by machinery -
Part 3: Reduction of radiation by attenuation or screening
[20] EN 12413, Safety
requirements for bonded abrasive products
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[22] EN 13236, Safety
requirements for superabrasive products
[23] ISO 1052, Steels
for general engineering purposes
[24] ISO 1083, Spheroidal
graphite cast irons - Classification
[25] ISO 3522, Aluminium
and aluminium alloys -
Castings - Chemical composition and
mechanical properties
[26] ISO 3574, Cold-reduced
carbon steel sheet of commercial and drawing qualities
[27] ISO 3755, Cast
carbon steels for general engineering purposes
[28] ISO 4997, Cold-reduced
carbon steel sheet of structural quality
[29] ISO 6316, Hot-rolled
steel strip of structural quality
[30] ISO 6361-2, Wrought
aluminium and aluminium alloys -
Sheets, strips and plates -
Part 2: Mechanical properties
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[32] ISO 13851:2002,
Safety of machinery - Two-hand control devices -
Functional aspects and design principles
[33] ISO 15534-1, Ergonomic
design for the safety of machinery -
Part 1: Principles for determining the dimensions required for openings for
whole-body access into machinery
[34] ISO 15534-2, Ergonomic
design for the safety of machinery -
Part 2: Principles for determining the dimensions required for access openings
[35] ISO 3744, Acoustics
- Determination of sound
power levels and sound energy levels of noise sources using sound pressure -
Engineering methods for an essentially free field over a reflecting plane
[36] ISO 3746, Acoustics
- Determination of sound
power levels and sound energy levels of noise sources using sound pressure -
Survey method using an enveloping measurement surface over a reflecting plane
[37] ISO 9241 (all
parts), Ergonomics of human-system interaction
[38] ISO 11202, Acoustics
- Noise emitted by machinery
and equipment - Determination of emission
sound pressure levels at a work station and at other specified positions
applying approximate environmental corrections
[39] ISO 11204, Acoustics
- Noise emitted by machinery
and equipment - Determination of emission
sound pressure levels at a work station and at other specified positions
applying accurate environmental corrections
[40] ISO 13854, Safety
of machinery - Minimum gaps to avoid
crushing of parts of the human body
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[42] ISO 14159, Safety
of machinery - Hygiene requirements for the
design of machinery
[43] EN 614-1, Safety
of machinery - Ergonomic design principles
- Part 1: Terminology and
general principles
[44] EN 614-2, Safety
of machinery - Ergonomic design principles
- Part 2: Interactions
between the design of machinery and work tasks
[45] EN 894-1, Safety
of machinery - Ergonomics requirements for
the design of displays and control actuators - Part 1: General principles for
human interactions with displays and control actuators
[46] EN 894-2, Safety
of machinery - Ergonomics requirements for
the design of displays and control actuators -
Part 2: Displays
[47] EN 894-3, Safety
of machinery - Ergonomics requirements for
the design of displays and control actuators -
Part 3: Control actuators
[48] EN 894-4, Safety
of machinery - Ergonomics requirements,
for the design of displays and control actuators -
Part 4: Location and arrangement of displays and control actuators
[49] EN 1005-1, Safety
of machinery - Human physical performance -
Part 1: Terms and definitions
[50] EN 1005-2, Safety
of machinery - Human physical performance -
Part 2: Manual handling ol machinery and component parts of machinery
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[52] EN 1005-4, Safety
of machinery - Human physical performance -
Part 4: Evaluation of working postures and movements in relation to machinery
[53] CR 1030-1, Hand-arm
vibration - Guidelines for vibration hazards reduction - Part 1: Engineering
methods by design of machinery
1)
Hiện có TCVN 7383-1:2004 (ISO 12100-1:2003) An
toàn máy - Khái niệm cơ bản, nguyên tắc chung cho thiết kế - Phần 1: Thuật ngữ,
phương pháp luận cơ bản; TCVN 7383-2:2004 (ISO 12100-2:2003) An toàn máy - Khái
niệm cơ bản,
nguyên tắc chung cho thiết kế - Phần 1: Nguyên tắc kỹ thuật.
2)
Các giá trị B10d hoặc MTTFd dựa
trên dữ liệu của nhà sản xuất.
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất