TIÊU CHUẨN
QUỐC GIA
TCVN
10685-5:2018
ISO
1927-5:2012
VẬT LIỆU CHỊU LỬA KHÔNG ĐỊNH HÌNH -
PHẦN 5: CHUẨN BỊ VÀ XỬ LÝ VIÊN MẪU THỬ
Monolithic (unshaped) refractory products -
Part 5: Preparation and treatment of test pieces
Lời
nói đầu
TCVN
10685-5:2018 hoàn toàn tương đương
với ISO 1927-5:2012.
TCVN
10685-5:2018 do Viện Vật liệu xây
dựng - Bộ Xây dựng biên soạn, Bộ Xây dựng đề nghị, Tổng cục Tiêu chuẩn Đo lường
Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
Bộ
tiêu chuẩn TCVN 10685 (ISO 1927), Vật liệu chịu lửa không định hình, bao gồm
các phần sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
TCVN 10685-2:2018 (ISO 1927-2:2012), Phần 2: Lấy mẫu thử;
-
TCVN 10685-3:2018 (ISO 1927-3:2012), Phần 3: Đặc tính khi nhận mẫu;
-
TCVN 10685-4:2018 (ISO 1927-4:2012), Phần 4: Xác định độ lưu động của hỗn hợp
bê tông chịu lửa;
-
TCVN 10685-5:2018 (ISO 1927-5:2012), Phần 5: Chuẩn bị và xử lý viên mẫu thử;
-
TCVN 10685-6:2018 (ISO 1927-6:2012), Phần 6: Xác định các tính chất cơ lý.
Bộ
ISO 1927:2012 còn có các phần sau:
-
Part 7: Tests on pre-formed shapes (Phần 7: Thử nghiệm trên các sản phẩm định
hình trước);
-
Part 8: Determination of complementary properties (Phần 8: Xác định các tính chất
hoàn thiện).
VẬT LIỆU CHỊU LỬA KHÔNG ĐỊNH HÌNH - PHẦN 5: CHUẨN BỊ VÀ XỬ LÝ VIÊN MẪU THỬ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 Phạm vi áp dụng
Tiêu
chuẩn này quy định các phương pháp chuẩn bị và xử lý (dưỡng, sấy, nung) viên mẫu
thử từ vật liệu chịu lửa không định hình.
Các
phương pháp thử này được áp dụng cho bê tông sít đặc, bê tông cách nhiệt, hỗn hợp
đầm với bốn loại thành phần hóa như định nghĩa trong TCVN 10685-1 (ISO 1927-1).
Tiêu
chuẩn quy định kích thước của viên mẫu thử và mô tả quá trình chuẩn bị hỗn hợp,
phương pháp đúc, lưu giữ và xử lý sau của mẫu thử.
2 Tài liệu viện dẫn
Các
tài liệu viện dẫn sau là cần thiết khi áp dụng tiêu chuẩn này. Đối với tài liệu
ghi năm công bố chỉ áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi
năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu
có).
TCVN
10685-1 (ISO 1927-1), Vật liệu chịu lửa không định hình - Phần
1: Giới thiệu và phân loại;
TCVN
10685-2 (ISO 1927-2), Vật liệu chịu lửa không định hình - Phần
2: Lấy mẫu thử;
TCVN
10685-4 (ISO 1927-4), Vật liệu chịu lửa không định hình - Phần
4: Xác định độ lưu động của bê tông;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3 Kích thước viên mẫu thử
Dạng
A: Dài: 230 mm; rộng: 114 mm; cao: 64 mm;
Dạng
B: Dài: 230 mm; rộng: 64 mm; cao: 54 mm;
Dạng
C: Dài: 230 mm; rộng: 64 mm; cao: 64 mm;
Dạng
D: Dài: 160 mm; rộng: 40 mm; cao: 40 mm.
Chiều
rộng của viên mẫu thử khi thử nghiệm là chiều cao trong quá trình chuẩn bị mẫu.
Ghi lại phương pháp đúc mẫu trong quá trình chuẩn bị mẫu và đánh dấu bề mặt nén
của mẫu thử dạng C và dạng D để nhận dạng.
Lựa
chọn dạng viên mẫu thử đối với mỗi loại vật liệu được chỉ ra trong Bảng 1, các
viên mẫu thử từ các loại vật liệu như: bê tông sít đặc kiềm tính, hỗn hợp đầm,
hỗn hợp bịt kín lỗ tháo lò cao, hỗn hợp đầm rung khô, viên mẫu thử có đường
kính 50 mm, cao (50 ± 1) mm đều được chấp nhận và có thể chuẩn bị bằng thiết bị
đầm cát.
Mẫu
dạng C
quy định là mẫu trọng tài giữa các phòng thí nghiệm.
Bảng 1 - Dạng mẫu thử nghiệm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bê tông chịu lửa sít đặc
Kích thước hạt lớn nhất nhỏ hơn 15 mm
Dạng A
Dạng B, C hoặc D
Thí nghiệm trực tiếpb
x
Các thí nghiệm khác
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kích thước hạt lớn nhất lớn
hơn 15 mm
Thí nghiệm trực tiếp
x
xa
Các thí nghiệm khác
Bê tông cách nhiệt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vật liệu đầm
Hỗn hợp đầm
x
x
Hỗn hợp dẻo
x
a Đối với những vật liệu này, mẫu dạng B và C được chuẩn bị bằng
cách cắt từ mẫu dạng A.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4 Thiết bị, dụng cụ
4.1
Thiết bị chia mẫu. Thiết bị chia mẫu dạng máng phải phù hợp với kích thước hạt
lớn nhất của vật liệu hoặc xẻng dùng trong phương pháp chia tư. Khe máng chia
ít nhất lớn hơn 2,5 lần kích thước hạt lớn nhất của vật liệu.
4.2
Máy trộn, bao
gồm các bộ phận sau:
4.2.1
Cối trộn. Cối trộn đối xứng quanh trục
A, có dung tích chứa từ 15L đến 30L. Cả cối trộn và cánh trộn (mục 4.2.2) được chế tạo từ vật liệu không phản ứng với vật liệu thí nghiệm.
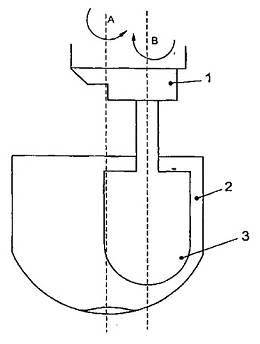
CHÚ DẪN:
1.
Trục truyền động
2.
Cối trộn
3.
Cánh trộn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.2.2
Cánh trộn, có
hình dạng phù hợp với đường kính trong của cối trộn. Bán kính quét phải đảm bảo
để khoảng cách giữa cánh trộn với thành cối trộn và đáy cối trộn ít nhất rộng bằng
kích thước hạt lớn nhất của vật liệu. Đối với các sản phẩm có kích thước hạt lớn
nhất nhỏ hơn hoặc bằng 6 mm thì khoảng cách giữa cánh trộn và thành cối trộn là
6 mm. Đối với các sản phẩm có cỡ hạt lớn hơn (đến 25 mm), cánh trộn cách thành
cối trộn 25 mm.
Cánh
trộn quay tròn xung quanh trục A với tốc độ từ 40 r/min đến 65 r/min, đồng thời
xoay quanh trục B theo hướng ngược lại với tốc độ từ 120 r/min đến 145 r/min.
Đối
với bê tông cách nhiệt trộn ở tốc độ thấp, cánh trộn quay tròn quanh trục A (trục
đối xứng với cối trộn) với tốc độ từ 15 r/min đến 25 r/min, đồng thời xoay
quanh trục B (trục đối xứng với cánh trộn) theo hướng ngược lại với tốc độ từ
50 r/min đến 80 r/min.
4.3
Bàn rung, dạng
phẳng, đặt nằm ngang và thực hiện dao động theo phương thẳng đứng ở tần số 50
Hz. Bàn rung có khả năng thiết lập một biên độ kép 0,5 mm với độ chính xác ±
0,05 mm cho toàn bộ quá trình. Có bộ phận điều chỉnh tự động biên độ kép theo
khối lượng của khuôn và vật liệu.
4.4 Máy
đầm khí nén, có một đế đầm phù hợp
với chiều rộng của khuôn và bề mặt làm việc nhẵn, phẳng, kích thước (52 x 25)
mm đối với mẫu dạng B và (62 x 25) mm đối với mẫu dạng C.
Chọn
thiết bị có khối lượng và tần số phù hợp để thu được mẫu có khối lượng thể tích
dạng mộc theo quy định, ghi lại các thông số này trong báo cáo kết quả.
4.5
Máy đầm cát, được
mô tả trong 8.2.1, TCVN 10685-3 (ISO 1927-3).
4.6 Máy
ép thủy lực, được trang bị khuôn
phù hợp để tạo hình kích thước viên mẫu thử theo yêu cầu. Máy ép có khả năng đặt
lực ép tối thiểu 10 MPa lên bề mặt khuôn mẫu.
CHÚ
THÍCH: Máy ép thủy lực chỉ nên sử dụng để tạo hình mẫu thử từ hỗn hợp dẻo.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.8
Khuôn không thấm nước, được chế tạo từ những vật liệu không phản ứng với vật liệu
thí nghiệm và có khả năng tháo được.
Khi
tạo mẫu bằng máy đầm khí nén, khuôn phải cứng để không bị cong vênh trong quá
trình đầm.
CHÚ
THÍCH 1: Khuôn được làm bằng thép hoặc các vật liệu tương tự để chịu được áp lực
từ máy đầm.
Kích
thước bên trong của khuôn bằng kích thước của mẫu thử. Bề mặt (230 x 64) mm (dạng
A, C) và (230 x 54) mm (dạng B) là bề mặt ngang trong quá trình đúc mẫu. Các
kích thước này cho phép sai lệch ± 0,5 mm. Nếu sử dụng khuôn có nhiều ngăn,
kích thước của khuôn sẽ tương ứng với số mẫu thử được chuẩn bị.
Để
đổ đầy tràn khuôn, cần có một vành chặn cho tất cả các loại vật liệu không định
hình. Vành chặn này được làm thon nhẹ ở phần trên. Đối với đúc mẫu bê tông,
vành chặn còn có chức năng kẹp chặt khuôn vào bàn rung. Khuôn mẫu, vành chặn, kẹp
phải có đủ độ cứng để chịu được sự rung động, biên độ và tần số quy định của
thiết bị khi hoạt động.
CHÚ
THÍCH 2: Khuyến cáo bề mặt bên trong của khuôn được quét nhẹ một lớp dầu.
4.9
Hai cân, một
cái có thể cân tới 25 kg, độ chính xác ± 10 g và cái còn lại có khả năng cân 5
kg, độ chính xác ± 1 g.
4.10
Dao thép, có
kích thước (500 x 30 x 5) mm dùng để cạo phần đầy tràn trên khuôn sau khi đúc mẫu.
4.11
Thùng dưỡng ẩm, có
khả năng duy trì độ ẩm tương đối lớn hơn hoặc bằng 90 % và điều chỉnh nhiệt độ
trong khoảng (27 ± 2) °C.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.13
Lò nung, nung
bằng điện hoặc gas với sự sai lệch phân bố nhiệt độ trong khoang nung là ± 10oC và có bộ phận điều chỉnh tốc độ nâng nhiệt tự động.
4.14
Đồng hồ bấm giây
4.15 Nhiệt
kế.
4.16
Hộp silicon
carbide, có nắp
đậy với kích thước chứa được hai hoặc bốn viên mẫu thử dạng B hoặc C),
khoảng cách giữa các viên mẫu, giữa viên mẫu với thành, đáy và đỉnh hộp
khoảng 20 mm.
4.17 Nước,
nước sạch tinh khiết
5 Chuẩn bị mẫu thử bê tông
5.1 Bê
tông sít đặc
5.1.1
Chuẩn bị vật liệu để tạo hình
Rút
gọn lượng vật liệu bằng máng chia mẫu hoặc xẻng (xem 4.1) để thu được cỡ mẻ
theo yêu cầu cho thử nghiệm và trộn đồng nhất trước khi sử dụng. Cỡ mẻ phụ
thuộc vào số mẫu thử cần chuẩn bị theo
TCVN 10685-2 (ISO 1927-2).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Có
thể sử dụng nước hoặc chất lỏng khác (do nhà sản xuất cung cấp) để trộn, nhiệt
độ trong khoảng (27 ± 2) °C.
Xác
định lượng chất lỏng trộn hoặc bằng phương pháp xác định độ lưu động theo TCVN
10685-4 (ISO 1927-4) hoặc sử dụng hàm lượng theo khuyến cáo của nhà
sản xuất. Đổ lượng vật liệu khô theo yêu cầu vào trong cối và trộn trong vòng 30 s
để đồng nhất. Sau khi tạo một hốc miệng phễu ở giữa đống vật
liệu khô, đổ từ từ chất lỏng với độ chính xác 0,1 g trên 100 g vật liệu khô vào
hốc và bắt đầu trộn. Thời gian cho chất lỏng vào nhỏ hơn 1 min.
Chú ý tỷ lệ, E, giữa lượng nước và
khối lượng vật liệu khô (mL/g).
Trộn
mẻ vật liệu trong vòng 2 min đối với bê tông thông thường và trộn 4 min với bê
tông có chất keo tán. Nếu cần thiết, dừng máy sau khi trộn được một nửa thời gian
để gạt các vật liệu dính ở các cạnh của cánh trộn.
CHÚ
THÍCH 1: Thời gian trộn ướt không được ít hơn 2 min và không được quá 8 min, phụ
thuộc vào loại sản phẩm hoặc theo hướng dẫn của nhà sản xuất.
CHÚ
THÍCH 2: Bê tông có chất keo tán thời gian trộn thường dài hơn bê tông thông
thường, thời gian trộn tối thiểu là 4 min. Ghi nhiệt độ của mẻ trộn trước khi tạo
hình.
5.1.2
Tạo hình mẫu thử
5.1.2.1 Đúc
bằng phương pháp đầm rung
Hỗn
hợp chuẩn bị theo 5.1.1 được đúc bằng phương pháp đầm rung. Tổng thời gian chuẩn
bị hỗn hợp và đúc mẫu thử không quá 12 min.
Cho
từ từ hỗn hợp đã trộn vào khuôn có gắn với vành chặn, rung hỗn hợp theo thời
gian và biên độ nêu trong Bảng 2. Khi kết thúc quá trình rung, vật liệu ngang bằng
với vành chặn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại vật liệu
Loại bê tông
Tổng thời gian rung
(min)
Biên độ kép
(mm)
Bê
tông sít đặc hệ alumo- silicat và đặc biệt
Loại
bê tông thường
1
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại
bê tông có chất keo tán và chất kết dính hóa học
≤ 5
0,50 a
Bê
tông sít đặc kiềm tínhb
4
0,50 a
Bê
tông sít đặc chứa carbon
Loại
bê tông thường
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,50
Loại
bê tông có chất keo tán và chất kết dính hóa học
≤ 5
0,50 a
a Có thể
thay thế biên độ kép cho các vật liệu này theo sự thỏa thuận giữa các bên và ghi
lại trong báo cáo.
b Đối với
bê tông sit đặc kiềm tính, có thể sử dụng máy đầm cát để chuẩn bị mẫu thử (xem
6.1.2.2).
Kiểm
tra biên độ kép của bàn rung trong quá trình đúc mẫu và cân chỉnh nếu cần thiết.
Tháo vành chặn ra và dùng dao thép gạt ngang bằng giữa bề mặt khuôn và vật liệu.
Tháo khuôn khỏi bàn rung.
5.1.2.2 Đúc mẫu bằng
phương pháp tự chảy
Hỗn
hợp chuẩn bị theo 5.1.1 được đúc bằng phương pháp tự chảy. Tổng thời gian chuẩn
bị hỗn hợp và tạo mẫu thử không quá 10 min.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2
Bê tông cách nhiệt
5.2.1
Chuẩn bị vật liệu để tạo hình
5.2.1.1
Nguyên tắc
Rút
gọn lượng vật liệu đến khối lượng theo yêu cầu bằng máng chia mẫu hoặc xẻng (xem 4.1) để thu được
cỡ mẻ theo yêu cầu cho thử nghiệm và trộn hoàn toàn trước khi sử dụng. Cỡ mẻ phụ thuộc vào số mẫu thử cần chuẩn bị theo TCVN 10685-2
(ISO 1927-2).
Trong
trường hợp vật liệu gồm một số thành phần được cung cấp dưới dạng riêng biệt, đầu
tiên trộn đều từng thành phần, sau đó trộn các thành phần lại với
nhau, hoặc trộn theo hướng dẫn của nhà sản xuất. Trước khi tạo
hình mẫu thử, ổn định vật liệu ở nhiệt độ (27 ± 2) °C trong 24 h.
Có
thể sử dụng nước hoặc chất lỏng khác (do nhà sản xuất cung cấp) để trộn, nhiệt
độ trong khoảng (27 ± 2) °C.
Khi
tạo hình bê tông bằng phương pháp đầm rung, xác định lượng chất lỏng sử dụng
qua độ lưu động theo TCVN 10685-4 (ISO 1927-4). Khi tạo hình bê tông bằng
phương pháp chọc, sử dụng lượng chất lỏng theo hướng dẫn của nhà sản xuất. Trộn chất lỏng
với độ chính xác 0,2 g nước trên 100 g khối lượng vật liệu khô.
Đổ lượng vật liệu
theo yêu cầu vào cối trộn trộn với tốc độ thấp (xem 4.2) và trộn trong vòng 30
s để đồng nhất. Tạo một hốc miệng phễu ở giữa đống vật liệu khô
và tiến hành theo 5.2.1.2 hoặc 5.2.1.3.
Phương pháp tạo hình (chọc hoặc đầm
rung) theo hướng dẫn của nhà sản xuất và theo thí nghiệm kiểm tra độ lưu động
[TCVN 10685-4 (ISO 1927-4)].
5.2.1.2
Trộn bằng tay (để đúc mẫu bằng chọc hoặc đầm rung)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tổng
thời gian trộn 5 min.
CHÚ
THÍCH: Trộn bằng tay được khuyên dùng với vật liệu cốt liệu nhẹ.
5.2.1.3
Trộn bằng máy (để đúc mẫu bằng chọc hoặc đầm rung)
Đổ
nước trộn từ từ vào trong hốc miệng phễu giữa đống vật liệu và bắt đầu trộn
ngay lập tức.
Ghi
tỷ lệ, E, giữa khối lượng nước và khối lượng vật liệu khô (mL/g).
Trộn
trong vòng từ 2 min đến 6 min, tùy theo hướng dẫn sử dụng của nhà sản xuất. Nếu cần thiết, dừng máy
trộn sau khi trộn 2 min để gạt các vật liệu dính ở các cạnh của cánh trộn.
5.2.2 Tạo
hình mẫu thử
5.2.2.1
Đúc mẫu bằng phương pháp chọc
Hỗn
hợp đã chuẩn theo hướng dẫn trong 5.2.1.1 và 5.2.1.2 hoặc 5.2.1.3 được đúc mẫu
bằng phương pháp chọc. Tổng thời gian trộn và tạo mẫu không vượt quá 10 min. Độ
lưu động của bê tông tươi phải đảm bảo có thể biến dạng mà không cần tác động lực,
không quá chảy vì dễ xảy ra sự phân lớp.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tiếp
tục cho vật liệu vào làm đầy khuôn và thực hiện các quá trình như trên. Sau khi
đúc xong, tháo vành chặn, dùng dao thép gạt ngang bằng bề mặt vật liệu với
khuôn (xem 4.10) và làm mịn bề mặt không cần thêm nước.
Cân
khối lượng khuôn và mẫu ngay sau khi đúc, P2.
5.2.2.2
Đúc mẫu bằng phương pháp đầm rung
Hỗn
hợp đã chuẩn bị theo hướng dẫn trong 5.2.1.1 và 5.2.1.2 hoặc 5.2.1.3 được đúc mẫu
bằng phương pháp đầm rung. Tổng thời gian trộn và tạo mẫu không vượt quá 10
min.
Cân
khối lượng khuôn rỗng P1, đo thể tích danh nghĩa Vm của khuôn. Gắn khuôn và vành chặn vào bàn rung. Đặt
biên độ kép của bàn rung 0,75 mm. Kiểm tra biên độ trong quá trình đúc mẫu và
hiệu chỉnh nếu cần thiết.
Rung
hỗn hợp trong vòng 1 min. Trong quá trình rung, thêm vật liệu vào khuôn để vật
liệu ngang bằng với bề mặt của vành chặn và tiếp tục rung đến khi hoàn thiện.
Tháo vành chặn và dùng dao thép gạt ngang bề mặt vật liệu với khuôn.
Cân
khối lượng khuôn và mẫu ngay sau khi đúc, P2.
5.2.3
Tính khối lượng thể tích sau sấy
Tính
khối lượng thể tích ở dạng mộc, VR, bằng kilôgam trên mét khối
(kg/m3), theo công thức sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
trong
đó:
P1 là khối lượng của khuôn rỗng, tính bằng kilôgam
(kg);
P2
là khối lượng của khuôn và mẫu sau khi đúc, tính bằng kilôgam (kg);
Vm
là thể tích của khuôn, tính bằng
mét khối (m3);
E là phần trăm của nước theo khối lượng.
Có
thể tính khối lượng thể tích sau sấy, khối lượng thể tích sau nung đến 400 °C
theo TCVN 7949-2 (ISO 5016).
6 Chuẩn bị mẫu thử từ hỗn hợp đầm, hỗn hợp bịt kín lỗ lò
cao, hỗn hợp đầm khô
6.1
Hỗn hợp đầm
6.1.1
Chuẩn bị vật liệu để tạo hình
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trước
khi tạo hình mẫu thử, ổn định vật liệu ở nhiệt độ (27 ± 2) °C trong 24 h.
Khi
hỗn hợp đầm được cung cấp dưới dạng sử dụng ngay, không cần chuẩn bị vật liệu để
tạo hình, nhưng nếu cần thiết có thể trộn vào một ít chất lỏng sau khi được sự
đồng ý của bên cung cấp.
Khi
hỗn hợp đầm được cung cấp dưới dạng khô, trộn vật liệu khô trong vòng 30 s, cho
từ từ chất lỏng vào trong vòng 20 s. Tiếp tục trộn trong vòng từ 2 min đến 6
min. Lượng chất lỏng sử dụng và thời gian trộn theo hướng dẫn của nhà sản xuất.
Nếu cần thiết, dừng máy sau khi trộn 1 min để gạt các vật liệu dính ở các cạnh
của cánh trộn. Ghi lượng nước và thời gian trộn.
6.1.2
Tạo hình mẫu thử
6.1.2.1
Đúc mẫu bằng thiết bị đầm khí nén
Hỗn
hợp đầm được chuẩn bị theo hướng dẫn trong 6.1.1 được đầm thành nhiều lớp bằng
thiết bị đầm khí nén.
Khối
lượng vật liệu phải đảm bảo chiều cao mẫu thử, cao hơn từ 5 mm đến 15 mm so với
bề mặt khuôn. Tính tổng khối lượng vật liệu từ khối lượng thể tích dạng mộc do
nhà sản xuất đưa ra và thể tích khuôn gắn với vành khung. Đối với mẫu Dạng B và
C, số
lớp đầm là 4 lớp. Khối lượng cho mỗi lớp bằng 1/4 tổng khối lượng.
Đổ
từ từ lớp vật liệu đầu tiên vào trong khuôn. Bắt đầu đầm với máy đầm khí nén ở
một đầu và kết thúc quá trình đầm phẳng về phía đầu bên kia của lớp vật liệu,
sau đó đầm theo hướng ngược lại đến điểm ban đầu. Lặp lại quá trình này cho đến
khi lớp vật liệu đạt được độ chặt cần thiết.
Làm
nhám bề mặt của lớp vừa được đầm bằng dụng cụ thích hợp để thu được bề mặt bám
tốt đối với lớp đầm tiếp theo. Lặp lại quá trình này để thu được bốn lớp đầm
theo yêu cầu.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tháo
khuôn và lấy mẫu thử. Sử dụng hai miếng đỡ áp vào các mặt để nâng mẫu và sau đó
di chuyển mẫu để đo và cân. Cân khối lượng với độ chính xác tới 1 g, đo kích
thước hình học với độ chính xác 0,1 mm. Tính khối lượng thể tích mẫu ở dạng mộc.
6.1.2.2
Đúc mẫu bằng thiết bị đầm cát
Thiết
bị này được áp dụng cho tất cả các loại vật liệu đầm. Hỗn hợp đã chuẩn bị theo
hướng dẫn trong 6.1.1 được đầm một lớp bằng thiết bị đầm cát.
Nếu
nhà sản xuất không đưa ra hàm lượng nước sử dụng thì chọn trong khoảng từ 6 % đến
8 % để tạo hình mẫu thử hình trụ bằng cách đầm 40 lần. Nếu yêu cầu số lần đầm
khác, số lần đầm (n) được xác định bằng sự chênh lệch về chiều cao của hình trụ
sau (n-10) lần đầm so với sau (n) lần đầm phải nhỏ hơn 2 %. Trong trường hợp
này, nêu số lần đầm trong báo cáo thí nghiệm.
Chiều
cao của mẫu thử phải đạt 50 mm ± 1 mm, nếu không đạt, lặp lại quá trình thử
nghiệm để thu được khối lượng thể tích dạng mộc theo yêu cầu.
6.2
Hỗn hợp dẻo
6.2.1 Chuẩn
bị vật liệu để tạo hình
Trước
khi chuẩn bị mẫu, ổn định vật liệu ở nhiệt độ (27 ± 2) °C trong 24 h, thực hiện
cẩn thận để tránh độ ẩm bay hơi trong thời gian đó.
Trong
trường hợp hỗn hợp dẻo được cung cấp dưới dạng sử dụng ngay, lượng vật liệu để
tạo hình sẽ lấy từ các miếng nhỏ được chia thủ công từ tâm của khối thành các
phần nhỏ có kích thước tối đa 25 mm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.2.2
Tạo hình mẫu thử
6.2.2.1
Đúc mẫu bằng thiết bị đầm khí nén
Hỗn
hợp dẻo đã chuẩn bị theo hướng dẫn trong 6.2.1 được đầm nhiều lớp bằng thiết bị
đầm khí nén.
Khối
lượng vật liệu phải đảm bảo để chiều cao mẫu thử lớn hơn từ 5 mm đến 15 mm so với
bề mặt khuôn. Tính tổng khối lượng vật liệu từ khối lượng thể tích dạng mộc do
nhà sản xuất đưa ra và thể tích khuôn gắn với phễu rót. Đối với dạng B và C, số lớp đầm là
hai hoặc ba lớp. Khối lượng cho mỗi lớp bằng 1/2 hoặc 1/3 tổng khối lượng.
Điền
vật liệu dẻo cho lớp đầu tiên ở dạng phẳng vào trong khuôn. Bắt đầu quá trình đầm
với máy đầm khí nén ở một đầu và kết thúc các bước đầm phẳng về phía đầu bên
kia của lớp vật liệu, sau đó đầm theo hướng ngược lại đến điểm ban đầu. Lặp lại
quá trình này cho đến khi lớp vật liệu đạt được độ chặt cần thiết.
Làm
nhám bề mặt của lớp vừa được đầm bằng dụng cụ thích hợp để thu được bề mặt bám
tốt đối với lớp đầm tiếp theo. Lặp lại quá trình này để thu được hai hoặc
ba lớp đầm theo yêu cầu.
Sau
khi đầm lớp cuối cùng, tháo vành khung, dùng dao thép gạt ngang bề mặt vật liệu
với khuôn theo kiểu chuyển động cưa nhẹ nhàng và tạo bề mặt trơn phẳng.
Trước khi tháo khuôn, để thời gian đóng
rắn theo hướng dẫn của nhà sản xuất.
Tháo
khuôn và lấy mẫu thử. Sử dụng hai miếng đỡ áp vào các mặt để nâng mẫu và sau đó
di chuyển mẫu để đo và cân. Cân khối lượng với độ chính xác tới 1
gam, đo kích thước hình học với độ chính
xác 0,1 mm. Tính khối lượng thể tích mẫu
ở dạng mộc.
Ghi
rõ số chu kỳ, khối lượng của máy đầm và số lớp đầm (hai lớp hoặc ba lớp) trong
báo cáo thí nghiệm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hỗn
hợp đã chuẩn bị theo hướng dẫn trong 6.1.1 được đầm một lớp bằng máy ép thủy lực.
Điền
vật liệu dẻo vào khuôn và đặt áp lực đủ để có mẫu thử được nén chặt gần với khối
lượng thể tích mộc theo yêu cầu của nhà sản xuất. Áp lực không được cao
quá vì sẽ khiến cho một phần vật liệu bị ép thoát ra khỏi khuôn vào khoảng trống giữa pít tông
và thành khuôn.
Để
loại trừ không khí có thể kẹt bên trong mẫu, ban đầu khi gia tải thì giảm bớt
áp lực sau đó tăng dần đến áp lực đã được chọn. Đẩy mẫu thử ra khỏi khuôn và lấy
mẫu. Nếu cần thiết, sử dụng hai tấm đỡ áp vào các mặt để nâng mẫu, sau
đó di chuyển mẫu để đo và cân.
Cân
khối lượng với độ chính xác 1 g, đo kích thước hình học với độ chính xác 0,1
mm. Tính khối lượng thể tích mẫu dạng mộc. Nếu khối lượng thể tích không gần với
giá trị quy định của nhà sản xuất, lặp lại quy trình thí nghiệm với áp lực
khác. Ghi áp lực sử dụng trong báo cáo kết quả.
6.3
Hỗn hợp bịt kín lỗ tháo lò cao
6.3.1
Chuẩn bị nguyên liệu đề tạo hình
Trước
khi tạo hình, ổn định vật liệu để thử nghiệm ở nhiệt độ từ 36 °C đến 44 °C
trong 12 h. Khi hỗn hợp được cung cấp ở dạng sử dụng ngay, nó thường ở dạng
các mẫu thử khi nhận.
Trong
trường hợp hỗn hợp dẻo cung cấp dưới dạng sử dụng ngay, lượng vật liệu để tạo
hình sẽ lấy từ các khối được chia bằng tay từ tâm của khối, thành các phần nhỏ
có kích thước tối đa là 25 mm. Vật liệu thí nghiệm sẽ tương ứng với tổng số phần
của khối được chia từ tâm của khối.
6.3.2
Tạo hình mẫu thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đúc
mẫu được thực hiện bằng cách đầm 10 lần vào khuôn hình trụ để thu được mẫu thử
có chiều cao (50 ± 1) mm.
6.4
Hỗn hợp đầm rung khô
6.4.1
Chuẩn bị vật liệu để tạo hình
Trước
khi tạo hình mẫu thử, ổn định vật liệu ở nhiệt độ (27 ± 2) °C trong 24 h.
Sử
dụng thiết bị chia mẫu dạng máng và chọn khối lượng mẫu đủ để chuẩn bị tất cả
các mẫu thử theo yêu cầu. Đối với những sản phẩm chứa nhựa hoặc chất đóng rắn hữu
cơ, thực hiện kiểm tra sơ bộ tính tháo khuôn và tính kết dính của mẫu thử. Nếu
cần thiết, thêm 1,5 % nhựa đóng rắn nhiệt. Đổ sản phẩm và nhựa vào trong cối trộn
và trộn trong vòng 3 min với tốc độ thấp (xem 4.2).
CHÚ
THÍCH: Nhiệt độ của nước và bê tông phù hợp với nhiệt độ môi trường thử nghiệm
trong nước.
6.4.2
Tạo hình mẫu thử
Hỗn
hợp đầm đã chuẩn bị theo 6.4.1 được đầm một lớp bằng thiết bị đầm cát (xem 4.5)
trong khuôn nửa lõi phù hợp.
Đổ
từ từ vật liệu đầy vào khuôn đã được lắp ráp và bôi trơn. Để tránh sự phân lớp
của mẫu, sử dụng khối lượng được xác định bằng các thí nghiệm kiểm tra trước,
chiều cao của mẫu thử sau khi đầm phải đạt (50 ± 2) mm. Sau đó đặt tấm ép lên
trên bề mặt vật liệu trong khuôn và đặt khuôn dưới máy đầm cát, đầm 20 lần liên
tục.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhấc
khuôn khỏi tủ sấy, làm nguội ở (27 ± 2) °C và tháo khuôn.
Chiều
cao của mẫu thử sau sấy là (50 ± 2) mm.
Lưu
giữ mẫu trong bình hút ẩm để tránh hút ẩm ngược trở lại để đo và xử lý nhiệt.
CHÚ
THÍCH: Nhiệt độ của nước và bê tông phù hợp với nhiệt độ môi trường thử nghiệm
trong nước.
7 Xử lý mẫu thử
7.1
Bê tông chịu lửa
7.1.1
Bảo dưỡng mẫu thử
Khi
đúc mẫu xong, lưu giữ khuôn mẫu thử ở môi trường có độ ẩm ít nhất 90 %, trong
thùng dưỡng ẩm hoặc túi nhựa kín, nhiệt độ duy trì ở (27 ± 2) °C. Sau khi lưu
24 h, tháo mẫu ra khỏi khuôn, lưu thêm 24 h dưới cùng điều kiện. Đối với vật liệu
chứa manhêdi (xem TCVN 10685-1 (ISO 1927-1), Điều 5.2) thời gian lưu mẫu không
quá 12 h và sấy mẫu thử ngay lập tức.
CHÚ
THÍCH: Nhiệt độ của nước và bê tông phù hợp với nhiệt độ môi trường thử nghiệm
trong nước.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sau
khi bảo dưỡng mẫu thử theo 7.1.1, sấy mẫu thử đến khối lượng không đổi trong tủ
sấy ở nhiệt độ (110 ± 5) °C với thời gian tối thiểu là 16 h.
Đảm
bảo các mặt của mẫu thử tiếp xúc với khí nóng để hơi nước thoát ra không bị cản
trở. Sau khi sấy, làm nguội mẫu đến nhiệt độ thường trong tủ sấy để tránh sự hút ẩm
trở lại.
Đối
với mẫu thử không nung, thực hiện thí nghiệm ngay sau khi sấy và làm nguội.
Đối
với bê tông chịu lửa sít đặc và cách nhiệt không có chất kết dính thủy hóa, nhà
sản xuất có thể quy định điều kiện bảo dưỡng và sấy khác, quy định này được sự
chấp thuận giữa các bên và nêu trong bản báo cáo.
7.2
Hỗn hợp đầm và hỗn hợp dẻo
7.2.1
Sản phẩm hệ alumô-silicát, sản phẩm đặc biệt và sản phẩm chứa
carbon
7.2.1.1
Bảo dưỡng mẫu thử
Sau
khi đúc mẫu xong, để thời gian đóng rắn như quy định của nhà sản xuất, tháo
khuôn và lưu mẫu thử trong 24 h tại nhiệt độ (27 ± 2) °C trong môi trường
không khí tĩnh trên tấm kim loại đục lỗ.
CHÚ
THÍCH: Nhiệt độ của nước và bê tông phù hợp với nhiệt độ môi trường thử nghiệm
trong nước.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sau
khi bảo dưỡng mẫu theo 7.2.1.1, sấy mẫu trong tủ sấy (xem 4.12) ở nhiệt độ (110
± 5) °C với thời gian tối thiểu là 24 h (đến khối lượng không đổi).
Sau
khi sấy, làm nguội mẫu đến nhiệt độ phòng, chú ý bảo quản để tránh hút ẩm trở lại
trước khi nung.
Đối
với mẫu không nung, thực hiện thí nghiệm ngay sau khi sấy và làm nguội.
7.2.1.3
Lựa chọn khác
Trong
một số trường hợp đặc biệt (ví dụ nguyên liệu với chất liên kết phosphat) nhà sản
xuất có thể chỉ định các điều kiện bảo dưỡng và sấy khác, điều kiện này phải được
sự thỏa thuận giữa các bên và nêu trong báo cáo kết quả.
7.2.2 Sản
phẩm kiềm tính (bao gồm hỗn hợp đầm kiềm tính có chất liên kết carbon)
7.2.2.1 Không
gia nhiệt
Đối
với những sản phẩm không gia nhiệt, tiến hành thí nghiệm ngay sau khi tạo mẫu,
không qua quá trình bảo dưỡng và sấy mẫu.
7.2.2.2
Gia nhiệt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 3 - Tốc độ nâng nhiệt để gia nhiệt
Mô tả
Tốc độ nâng nhiệt,
°C/min
Chất kết dính keo hữu cơ
Chất kết dính nhựa đường
Nhiệt
độ phòng đến 80 °C
2 đến 5
-
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,5
-
140
°C đến 200 °C
1 đến 2
-
Nhiệt
độ phòng đến 300 °C
-
1 đến 2
Thời
gian lưu nhiệt
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 h tại (300 ± 10) °C
Làm
nguội
Tự nhiên
Tự nhiên
8 Nung mẫu thử
8.1 Bê
tông chịu lửa
8.1.1
Nguyên tắc
Nhiệt
độ nung tuân theo sự thỏa thuận giữa các bên, hoặc là bội số của 100 °C (khi
nhiệt độ nung không lớn hơn 800 °C) hoặc là bội số của 50 °C (khi nhiệt độ nung
lớn hơn 800 °C).
CHÚ
THÍCH: Có thể sử dụng một trong hai quy trình nung, hoặc nung trong
môi trường ôxy hóa hoặc nung trong môi trường khử, lựa chọn theo hướng dẫn của
nhà sản xuất.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quy
trình nung này áp dụng cho cả bê tông sít đặc và bê tông cách nhiệt.
Chuyển
mẫu ra khỏi lò sấy, bảo quản tránh sự hút ẩm ngược trở lại. Sau khi làm nguội,
đặt mẫu vào lò nung theo phương nằm ngang để bề mặt đáy của mẫu tiếp xúc với
lò. Tránh tác động trực tiếp của bức xạ nhiệt trong lò điện hoặc ngọn lửa từ vòi đốt
trong lò nung gas lên mẫu thử. Để khí nóng lưu thông dễ dàng,
không đặt mẫu thử chồng lên nhau, mẫu thử phải đặt cách nhau ít nhất 20 mm và
cách thành lò ít nhất 50 mm. Tốc độ nâng nhiệt được nêu trong Bảng 4.
Bảng 4 - Tốc độ nâng nhiệt để nung bê tông
Nhiệt độ nung,
°C
Mô tả
Tốc độ nâng nhiệt,
°C/min
Bê tông thông thường
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bê tông cách nhiệt
Không
cao hơn 1250°C
Từ
nhiệt độ phòng đến 600 °C
5 đến 10
2 đến 5
5 đến 10
Trên
600 °C đến nhiệt độ thấp hơn 50 °C so với nhiệt độ nung
4 đến 10
5 đến 10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ở 50 °C còn lại
1 đến 2
1 đến 2
1 đến 2
Cao
hơn 1250
°C
Trên
600 °C đến 1250°C
5 đến 10
5 đến 10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trên
1250 °C đến nhiệt độ thấp hơn 50 °C so với nhiệt độ nung
2 đến 5
2 đến 5
2 đến 5
Ở
50 °C còn lại
1 đến 2
1 đến 2
1 đến 2
Thời
gian lưu nhiệt của bê tông sít đặc là 5 h, bê tông cách nhiệt là 10 h. Đối với
mẫu dạng D, bê tông sít đặc lưu 3h và bê tông cách nhiệt lưu 6h.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Duy trì
nhiệt độ nung mẫu thử, độ sai lệch trong khoảng ± 10oC, trong thời
gian quy định, sau đó tắt lò và làm
nguội tự nhiên trong lò.
CHÚ
THÍCH 2: Khi nhiệt độ lò xuống dưới 800 °C có thể hé cửa dần để làm nguội nhanh
hơn.
8.1.3
Nung trong môi trường
khử
Quy
trình nung này chỉ áp dụng cho bê tông chịu lửa sít đặc.
Chuyển
mẫu ra khỏi tủ sấy, bảo quản tránh sự hút ẩm ngược trở lại. Sau khi làm nguội,
đặt mẫu vào trong hộp silicon carbide (xem 4.16) chứa cốc luyện kim và đậy kín nắp
bằng vật liệu gắn kết. Để khoảng cách giữa các mẫu thử, giữa nắp và đáy hộp khoảng
20 mm. Tốc độ nâng nhiệt nêu trong Bảng 4, thời gian lưu nhiệt 5 h.
CHÚ
THÍCH 1: Thời gian lưu nhiệt khác có thể do sự thỏa thuận giữa các bên và được
ghi trong báo cáo kết quả.
Duy
trì nhiệt độ nung mẫu thử, độ sai lệch trong khoảng ± 10 °C, trong thời
gian quy định, sau đó tắt lò và làm nguội tự nhiên trong lò.
Ghi
nhiệt độ bên trong hộp khi lò đã nung khoảng 30 min. Nhiệt độ trong hộp sai
lệch không quá 20 °C so với nhiệt độ thí nghiệm. Nếu không đạt, phải
dùng một hộp có chất liệu hoặc kích thước khác để làm lại thí nghiệm.
CHÚ
THÍCH 2: Khi nhiệt độ lò xuống dưới 500 °C có thể hé cửa dần để làm nguội nhanh
hơn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.2.1 Sản
phẩm alumo-silicat, đặc biệt và chứa carbon
8.2.1.1 Nguyên
tắc
Nhiệt
độ nung theo sự thỏa thuận giữa các bên, hoặc là bội số của 100 °C (khi
nhiệt độ nung không lớn hơn 800 °C) hoặc là bội số của 50 °C (khi nhiệt độ
nung lớn hơn 800 °C).
CHÚ
THÍCH: Có thể sử dụng một trong hai cách nung, hoặc nung trong môi trường ôxy
hóa hoặc nung trong môi trường khử, lựa chọn theo hướng dẫn của nhà sản xuất.
8.2.1.2 Nung
trong môi trường ôxy hóa
Lấy
mẫu ra khỏi tủ sấy, bảo quản tránh sự hút ẩm ngược trở lại. Sau khi làm nguội,
đặt mẫu theo phương nằm ngang để bề mặt đáy của mẫu tiếp xúc với lò. Tránh tác
động trực tiếp của bức xạ nhiệt trong lò điện hoặc ngọn lửa từ vòi đốt trong lò
nung gas lên mẫu thử. Để khí nóng lưu thông dễ dàng, không đặt mẫu thử chồng
lên nhau, mẫu thử phải đặt cách nhau ít nhất 20 mm và cách thành lò ít nhất 50
mm. Tốc độ nâng nhiệt được nêu trong Bảng 5.
Bảng 5 - Tốc độ nâng nhiệt để nung hỗn hợp đầm và hỗn
hợp dẻo
Nhiệt độ nung, °C
Mô tả
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
°C/min
Không
cao hơn 1250 °C
Từ
nhiệt độ phòng đến nhiệt độ thấp hơn 50 °C so với nhiệt độ nung
5 đến 10
Ở 50 °C còn lại
1 đến 2
Cao
hơn 1250 °C
Từ
nhiệt độ phòng đến 1250 °C
5 đến 10
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 đến 5
Ở 50 °C còn lại
1 đến 2
Thời
gian lưu nhiệt 5 h. Mẫu dạng D và mẫu hình trụ đường kính 50 mm, thời gian lưu
nhiệt 3 h.
CHÚ
THÍCH 1: Thời gian lưu nhiệt khác có thể do sự thỏa thuận giữa các bên và ghi trong báo
cáo kết quả.
Duy
trì nhiệt độ nung mẫu thử, độ sai lệch trong khoảng ± 10 °C, trong thời
gian quy định, sau đó tắt lò và làm nguội tự nhiên trong lò.
CHÚ
THÍCH 2: Khi nhiệt độ lò xuống dưới 800 °C có thể hé cửa dần để làm nguội nhanh
hơn.
8.2.1.3 Nung
trong môi trường khử
Chuyển
mẫu ra khỏi tủ sấy, bảo quản tránh sự hút ẩm ngược trở lại. Sau khi làm nguội,
đặt mẫu vào trong hộp silicon carbide (xem 4.16) chứa cốc luyện kim và đậy kín nắp
bằng vật liệu gắn kết.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ
THÍCH 1: Thời gian lưu nhiệt khác có thể do sự thỏa thuận giữa các bên và ghi
trong báo cáo kết quả.
Duy
trì nhiệt độ nung mẫu thử, độ sai lệch trong khoảng ± 10 °C, trong thời gian
quy định, sau đó tắt lò và làm nguội tự nhiên trong lò.
Ghi
nhiệt độ bên trong hộp khi lò đạt nhiệt độ nung trong khoảng 30 min. Nhiệt độ
trong hộp không quá 20 °C so với nhiệt độ nung. Nếu không đạt, dùng một hộp có
chất liệu hoặc kích thước khác để làm lại thí nghiệm.
CHÚ
THÍCH 2: Khi nhiệt độ lò xuống dưới 800 °C có thể hé cửa dần để làm nguội nhanh
hơn.
8.2.2 Hỗn hợp
đầm kiềm tính có chất kết dính carbon
8.2.2.1
Nguyên tắc
Nhiệt
độ nung theo sự thỏa thuận giữa các bên, hoặc là bội số của 100 °C (khi nhiệt độ
nung không lớn hơn 800 °C) hoặc là bội số của 50 °C (khi nhiệt độ nung lớn hơn
800 °C).
8.2.2.2
Sấy mẫu thử
Nếu
mẫu được cắt hoặc khoan từ mẫu lớn hơn sau khi gia nhiệt, sấy mẫu ở nhiệt độ
(110 ± 5) °C ít nhất trong 24 h đến khối lượng không đổi.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thực
hiện quá trình carbon hóa theo TCVN....:2016 (ISO 10060), ngoại trừ tốc độ nâng
nhiệt
được nêu trong Bảng 6.
8.2.2.4 Nung
trong môi trường khử
Quy
trình nung được thực hiện cho vật liệu đã được carbon hóa và làm nguội ở nhiệt
độ phòng, đặt mẫu vào trong hộp silicon carbide (xem 4.16) và nung theo tốc độ nâng nhiệt được
nêu trong Bảng 6, thời gian lưu nhiệt 5 h.
Bảng 6 - Tốc độ nâng nhiệt cho quá trình cốc hóa và
nung
Nhiệt độ nung,
°C
Tốc độ nâng nhiệt,
°C/min
Từ
nhiệt độ phòng đến 120 °C
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ
120 °C đen 1000 °C
3,5 đến 3,8
Lớn
hơn 1000 °C
2 đến 5 (đối với nhiệt độ thấp hơn nhiệt độ nung
50 °C) 1 đến 2 (khoảng nhiệt độ 50 °C còn lại)
CHÚ
THÍCH: Thời gian lưu nhiệt khác có thể do sự thỏa thuận giữa các bên và ghi
trong báo cáo kết quả.
Lưu
nhiệt độ bên trong hộp trong khoảng ± 10 °C quanh nhiệt độ thí nghiệm với thời
gian quy định sau đó tắt và làm nguội tự nhiên trong lò.
Ghi
nhiệt độ bên trong hộp khi lò đạt nhiệt độ nung trong khoảng 30 min. Nhiệt độ
trong hộp sai lệch không quá 20 °C so với nhiệt độ thí nghiệm. Nếu không
đạt, dùng một hộp có chất liệu hoặc kích thước khác để làm lại thí nghiệm. Mở hộp
khi nhiệt độ nhỏ hơn 100 °C và loại bỏ các hạt cốc dính vào để làm sạch
mẫu.
9 Báo cáo thử nghiệm
Trong
báo cáo thử nghiệm bao gồm ít nhất các thông tin sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b)
Viện dẫn tiêu chuẩn này (TCVN 10685-5 (ISO 1927-5));
c)
Phương pháp chuẩn bị mẫu, bao gồm:
1)
Đối với bê tông sít đặc: Lượng nước sử dụng ở dạng phần trăm (%), thời gian trộn,
phương pháp tạo mẫu, kích thước khuôn nhiều ngăn (nếu sử dụng);
2)
Đối với bê tông cách nhiệt: Khối lượng thể tích sau sấy hoặc khối lượng thể
tích sau nung đến 400 °C (xem 5.2.3);
3)
Đối với hỗn hợp đầm: Lượng nước sử dụng (%), thời gian trộn, phương pháp tạo
mẫu bao gồm số lần đầm, khối lượng đầm hoặc áp lực tạo hình và khối lượng thể
tích dạng mộc sau cùng;
d)
Tên phòng thí nghiệm;
e)
Các khác biệt về điều kiện dưỡng mẫu so với quy định (theo Điều 8);
f)
Sơ đồ nung, bao gồm: tốc độ nâng nhiệt, nhiệt độ nung lớn nhất, thời gian lưu
nhiệt;
g)
Bất kỳ sai lệch nào so với quy trình đã được quy định;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
i)
Ngày thí nghiệm.
MỤC LỤC
Lời
nói đầu
1
Phạm vi áp dụng
2
Tài liệu viện dẫn
3 Kích thước
mẫu thử
4
Thiết bị, dụng cụ
5
Chuẩn bị mẫu thử bê tông
5.1
Bê tông sít đặc
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6 Chuẩn bị
mẫu thử từ hỗn hợp đầm, hỗn hợp bịt kín lỗ tháo lò cao, hỗn hợp đầm rung khô
6.1 Hỗn hợp
đầm
6.2 Hỗn hợp
dẻo
6.3
Hỗn hợp bịt kín lỗ tháo lò cao
6.4
Hỗn hợp đầm rung khô
7
Xử lý mẫu thử
7.1
Bê tông chịu lửa
7.2 Hỗn hợp
đầm và hỗn hợp dẻo
8 Nung
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.2
Hỗn hợp đầm và hỗn hợp dẻo
9
Báo cáo thử nghiệm
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất