|
Vận
tốc vận hành tối đa v (km/h)
|
Trị
số mất cân bằng động lớn nhất (g.m)1)
|
|
v
≤ 100
|
-
|
|
100
< v ≤ 120
|
125
|
|
120
< v ≤ 200
|
75
|
|
v
> 200
|
50
|
|
1) Được đo ở mặt lăn
mỗi một bánh xe
|
4.2.3.2 Đối với các bộ trục bánh
đầu máy và toa xe hàng, các trị số mất cân bằng động có thể được thỏa thuận tại
thời điểm đặt hàng.
4.2.3.3 Nếu trong các trường
hợp đặc biệt (xem Bảng 5, chú thích 7) có yêu cầu về các thử nghiệm không cân
bằng tĩnh, các giá trị thỏa mãn được thỏa thuận tại thời điểm đặt hàng.
4.2.4 Đặc điểm về kích thước
Các đặc điểm về kích thước của bộ trục
bánh phải như được quy định trong đơn đặt hàng và các tài liệu đi kèm.
Các yêu cầu về dung sai kích thước
phải được quy định bằng các tham chiếu đến một trong các loại dung sai được đưa
ra trong Bảng 5, càng nhiều càng phù hợp, có tính tới việc xem xét các thông
tin được đưa ra trong chú thích dưới đây.
CHÚ THÍCH 4 - Việc tuân theo một
tiêu chuẩn về vật chất, thử nghiệm và các yêu cầu về kích thước của bộ trục
bánh xe được lắp ráp và của các bộ phận trong bộ trục bánh xe sẽ gặp khó khăn
do các tổ chức đường sắt phát triển theo các cách thức khác nhau, theo cả mặt
thương mại và vận hành ở nhiều nơi khác nhau trên thế giới. Ví dụ: những hình
thức phát triển khác nhau này được mô tả bằng các hệ thống đường sắt mà các
khai thác vận tải hàng được kết hợp ở mức cao, cũng có thể là các hệ thống có
các khai thác vận tải hành khách cao tốc và các hệ thống chỉ dành cho vận tải
hàng hóa. Bởi vậy, thiết kế bộ trục bánh phải được điều chỉnh phù hợp với cơ sở
hạ tầng và chính sách thương mại.
Các phần liên quan của TCVN 9535 thừa
nhận, hoặc sẽ được thừa nhận trong các bản sửa đổi trong tương lai, những khác
biệt qua cách trình bày trong các điều liên quan 2 loại vật liệu và các yêu cầu
thử nghiệm chất lượng liên quan được chỉ định như là thử nghiệm hạng A và B và
các loại dung sai đối với các yêu cầu về kích thước được chỉ định là Y và Z.
Hạng A tương ứng với các yêu cầu về
vật liệu và thử nghiệm chất lượng được đưa ra trong phiên bản hiện tại của
TCVN 9535-3 (ISO 1005-3) và TCVN 9535-6 (ISO 1005-6). Hạng B sẽ được xem xét
trong bản sửa đổi của TCVN 9535-6 (ISO 1005-6) và có thể cả trong TCVN 9535-3
(ISO 1005-3). Những khác nhau nhìn thấy rõ ràng nhất giữa hạng A và B là các
đặc tính gia công được chỉ rõ
- trong trường hợp thử nghiệm hạng
A, trên cơ sở của thử chịu kéo và va đập.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các khác nhau giữa các giá trị dung
sai của loại Y và Z được quy định
- Đối với các bộ trục bánh xe trong
tiêu chuẩn này (xem Bảng 5);]
- Đối với các bánh xe liền khối
trong TCVN 9535-8 (ISO 1005-8).
Hiện nay, không thể phân loại chi
tiết các điều kiện để một hoặc các thử nghiệm và loại dung sai được tin dùng.
Tuy nhiên, phải chú ý những điều dưới đây là một hướng dẫn tổng quát
- Việc kết hợp thử nghiệm hạng A
với dung sai loại Y thường được áp dụng đối với các hệ thống đường sắt có mức
độ vận hành thường xuyên hoặc có quá trình vận hành cao tốc nội địa hoặc tại
những nơi mà khai thác vận tải hàng hóa và hành khách được kết hợp ở mức độ cao
và;
- Việc kết hợp thử nghiệm hạng B và
các dung sai loại Z thường áp dụng đối với các hệ thống đường sắt có sự khai
thác vận tải hàng hóa nội địa, và ở những nơi có sự khai thác vận tải hàng hóa
và hành khách được kết hợp với mức độ thấp hơn.
Việc kết hợp cuối cùng phải được
khách hàng xem xét cẩn thận.
4.2.5 Ghi nhãn
4.2.5.1 Các bộ phận của các
bộ trục bánh xe phải có các kí hiệu nhận dạng các thông số kĩ thuật riêng được
quy định đối với từng bộ phận. Ngoài ra, các bộ trục bánh xe phải được đóng dấu
nguội các dấu có mép không sắc nhọn (tránh các mẫu kí tự có góc nhọn) với các
kí tự có chiều cao từ 5 mm đến 10 mm để xác định:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khách hàng có thể quy định loại số
serial được sử dụng và phân chia các nhóm số.
b) Thời điểm kiểm tra cuối cùng
Phải đóng hai chữ số đối với tháng
(ví dụ: Tháng hai = 02) và hai chữ số cuối của năm nghiệm thu. Tuy nhiên, việc
đóng dấu thời điểm nghiệm thu có thể được bỏ qua nếu tháng và năm nghiệm thu là
giống với tháng và năm sản xuất của trục, đã có trên mặt đầu trục.
c) Dấu kiểm tra
d) Nhóm các phân xưởng riêng hoặc
nhà máy mà tiến hành việc lắp ráp bộ trục bánh xe.
Thêm vào đó, nếu được quy định:
e) Một kí hiệu hoặc số kiểu loại
của trục bánh.
f) Kí hiệu nhận dạng của khách
hàng.
4.2.5.2 Nếu không có các
trường hợp khác được thỏa thuận, các kí hiệu phải được đóng lên cùng một mặt
đầu trục của trục bánh, là bề mặt có các kí hiệu của nhà sản xuất trục.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5. Sản xuất
5.1 Yêu cầu chung
Nhà sản xuất phải tư vấn cho khách
hàng về quy trình chính sẽ được sử dụng trong việc hoàn thiện đơn hàng, và phải
thông báo tư vấn cho khách hàng về mọi thay đổi cơ bản sau đó có thể ảnh hưởng
tới chất lượng của các bộ trục bánh xe và tiến hành thỏa thuận.
5.2 Lắp ráp các chi tiết cụm
bánh xe lên trục
5.2.1 Công việc chuẩn bị
Trước khi lắp ráp, các bộ phận phải
được chuẩn bị và kiểm tra phù hợp với các yêu cầu của điều 6.2.
5.2.2 Lắp ráp các bộ phận
Trước khi các bánh xe hoặc các mâm
bánh được lắp lên trục, những bộ phận như ổ bi, bánh răng, đĩa hãm, puli động
lực … mà được lắp lên trục ở vị trí giữa các bánh xe, phải được lắp ráp phù hợp
với các đặc tính kĩ thuật trong đơn hàng và các tài liệu đi kèm. Nếu không có
các quy định khác của khách hàng hoặc nhà sản xuất những bộ phận thiết bị trên,
các điều kiện cho việc lắp ráp các bộ phận khác ngoại trừ các ổ lăn phải giống
như các điều kiện được quy định trong điều 5.2.3 đối với các bánh xe liền khối
hoặc các bánh xe được lắp băng đa hoặc các mâm bánh có cùng biên dạng moay ơ.
5.2.3 Lắp ráp bánh xe hoặc mâm
bánh
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong trường hợp các bánh xe hoặc
các mâm bánh có các kí hiệu chỉ rõ vị trí của phần mất cân bằng, hai bánh xe
hoặc mâm bánh trong bộ trục bánh phải được lắp sao cho phần mất cân bằng của
chúng được đặt trên cùng một mặt phẳng hướng kính và cùng một phía so với trục.
Trong trường hợp các bộ trục bánh xe có đĩa hãm, kí hiệu phần mất cân bằng phải
ở phía đối diện với phần mất cân bằng của đĩa hãm.
5.2.3.2 Phương pháp lắp ráp
Các phương pháp thay thế cho việc
lắp ráp các bộ phận của bộ trục bánh xe lên trục có thể được cho phép trong lựa
chọn của nhà sản xuất (xem 5.2.3.4.1). Việc lắp ráp bằng cách ép có áp lực (xem
5.2.3.3) và lắp ráp bằng cách ép nóng (xem 5.2.3.4) được quy định trong tiêu
chuẩn này. Các phương pháp khác, ví dụ: lắp ráp bằng cách bơm dầu hoặc sử dụng
các bệ lắp bánh hình côn, có thể được phép và được quy định trong thỏa thuận
giữa khách hàng và nhà sản xuất; trong trường hợp này, quy trình có thay đổi
phải được khách hàng quy định.
5.2.3.3 Lắp ép có áp lực
Khi lắp ép có áp lực được quy định
trong yêu cầu đặt hàng (xem 3.5), hoặc nếu không có các thỏa thuận nào khác,
việc lắp ráp bằng cách lắp ép có áp lực của các bánh xe, các mâm bánh hoặc các
bánh xe lắp băng đa phải được tiến hành như sau:
5.2.3.3.1 Các bánh xe, các
mâm bánh, hoặc các bánh xe lắp băng đa phải ở cùng nhiệt độ môi trường xung
quanh như nhiệt độ của trục, tại thời điểm lắp ráp.
5.2.3.3.2 Bánh xe hoặc lỗ
mâm bánh và bệ lắp bánh trên trục phải được phủ một lớp bôi trơn màng mỏng trên
toàn bộ bề mặt tiếp xúc của chúng. Chất bôi trơn phải là một trong các chất
sau:
a) Mỡ nguyên chất;
b) Dầu thực vật (ví dụ: hạt lanh,
bã nho, cải dầu…);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Dầu thực vật + chì trắng;
e) Dầu thực vật + ô xít kẽm;
f) Molipden disunfua.
Loại chất bôi trơn có thể được
khách hàng quy định; nếu không, chất bôi trơn được sử dụng phải được nhà sản
xuất quy định.
CHÚ THÍCH 5 - Việc sử dụng chì
trắng và ô xít kẽm không được cho phép ở một số quốc gia, do ảnh hưởng đến sức
khỏe.
5.2.3.3.3 Các bánh xe, mâm
bánh, hoặc các bánh xe lắp băng đa phải được ép dần dần lên các bệ lắp của nó
bằng lực ép thủy lực, phải tiến hành từng biện pháp bảo vệ để tránh sự biến
dạng của các bộ phận và gây hại đến tất cả các bề mặt được gia công, đặc biệt
là các cổ trục.
Lực ép phải tương ứng với thiết bị
chỉ lực đã được hiệu chuẩn và một thiết bị tự động ghi sơ đồ lực ép thể hiện sự
dịch chuyển của bánh xe, hoặc mâm bánh, liên quan tới bệ lắp bánh, trong suốt
quá trình ép. Sơ đồ này phải tạo vết bằng mực không thể tẩy xóa với tỉ lệ đủ
lớn cho phép việc xác định được chính xác giá trị của lực ép lên ở bất kì vị
trí nào trên đường cong.
5.2.3.3.4 Trước khi lực ép
được tác động, bộ ghi phải được hiệu chuẩn về 0. Lực được chỉ bằng sơ đồ và
thiết bị (đo áp suất) phải bắt đầu tăng trước khi chuyển động của bệ lắp bánh
của trục đi vào lỗ moay ơ bánh xe, hoặc mâm bánh đạt 20 mm. Sơ đồ phải cho thấy
lực ép vào đều đặn và tăng êm dịu tương ứng với dịch chuyển của bánh xe, cho
tới khi giá trị tối đa đạt được không vượt quá giá trị tối đa được quy định (Pf
max). Giá trị tối đa này của bộ ghi phải không dưới 50 kN trong suốt quá
trình ép lực, và mọi chỉ số khác phải không thấp hơn giá trị nhỏ nhất được quy
định (Pf min) và không được xuất hiện trong 25 mm di chuyển cuối
cùng (xem 6.3.2 và chú thích trong 5.2.3.3.5).
5.2.3.3.5 Xét tới các điều
kiện khai thác của bộ trục bánh xe, các điều kiện cho lực ép và thiết kế của
bánh xe, mâm bánh, hoặc các bánh xe lắp băng đa, lấy trong dải giá trị
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong đó
Pf là lực ép, tính bằng
kilo Newtons - kN (được đo trong quãng đường dịch chuyển 25 mm cuối cùng)
D là đường kính của bệ lắp bánh,
tính bằng mm.
Nếu giá trị Pf nằm trong
dải phạm vi phù hợp nhỏ hơn quy định ở trên (xem CHÚ THÍCH 6) thì dải giá trị
này phải thỏa thuận tại thời điểm yêu cầu đặt hàng (xem 3.5.1.1) sao cho các
bánh xe, hoặc mâm bánh và trục được lắp cố định có độ tin cậy cao.
CHÚ THÍCH 6 - Giá trị của lực ép Pf
đạt được trong quá trình ép không chỉ phụ thuộc những yếu tố như diện tích tiếp
xúc, bôi trơn, vận tốc ép, độ nhám bề mặt… mà còn vào thiết kế của bánh xe hoặc
mâm bánh và của bệ lắp bánh. Ví dụ: giá trị lực ép và biểu đồ lực ép có thể bị
ảnh hưởng khi mâm bánh đi qua khu vực bề mặt có lỗ vam dầu hoặc khu vực có
chiều dày moay ơ khác nhau trong quá trình ép. Vì vậy, việc lựa chọn giá trị
đặc biệt Pf hoặc các thỏa thuận đặc biệt liên quan tới biểu đồ lực
ép có thể phù hợp trong các trường hợp thiết kế cụ thể. Đặc biệt, điều này được
áp dụng nếu chiều dày của moay ơ là nhỏ hoặc chiều dài của bệ lắp bánh là nhỏ
hơn đường kính của nó. Trong việc lựa chọn dải giá trị lực ép hẹp hơn, đo bằng
kilonewtons-kN, khuyến nghị rằng dải giá trị xấp xỉ 1,0 D đối với các giá trị Pf
thấp, 1,5 D đối với các giá trị Pf trung bình, và 2,0 D đối với các
giá trị Pf cao, lấy từ dải 2,5 D đến 7,0 D.
Trong các điều kiện so sánh khác,
lực ép cho các mâm bánh chưa được lắp băng đa có thể nhỏ hơn xấp xỉ 10 % giá
trị lực ép cho các bánh xe.
5.2.3.3.6 nếu lực ép Pf
cuối cùng bằng 90% giá trị nhỏ nhất được khách hàng quy định trở lên, hoặc nó
lớn hơn giá trị tối đa được khách hàng quy định nhưng nhỏ hơn 110% giá trị này,
nhà sản xuất có thể kiểm tra độ lắp chặt với sự có mặt của khách hàng (xem Bảng
5) bằng một kiểm tra độ chặt phù hợp với điều 6.4.3.1. Nếu thử nghiệm này thỏa
mãn, sai lệch về lực ép cuối cùng so với dải quy định có thể được chấp nhận.
5.2.3.4 Lắp ép nóng
5.2.3.4.1 Việc ép nóng không
được áp dụng đối với việc lắp ráp các mâm bánh đã lắp băng đa lên trục, ngoại
trừ các thỏa thuận trước đó giữa nhà sản xuất và khách hàng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.3.4.3 Khi việc ép nóng
được quy định trong đơn hàng (xem 3.5.2), bánh xe liền khối hoặc mâm bánh phải
được gia nhiệt đến một nhiệt độ đồng nhất không vượt quá 2500C trong
khoảng thời gian vừa đủ, đảm bảo cho toàn bộ khối lượng có được nhiệt độ đó và
độ giãn nở cần thiết của lỗ moay ơ bánh xe hoặc mâm bánh bằng một phương pháp
đã được chấp nhận, để có thể được lắp vào trục. Nếu bánh xe hoặc mâm bánh được
gia nhiệt trong lò, phải có những biện pháp đặc biệt để phòng ngừa quá trình
ôxy hóa của bề mặt lỗ moay ơ bánh xe.
Sau khi được gia nhiệt, bánh xe
hoặc mâm bánh phải được vệ sinh sạch sẽ bằng loại vải không sơ, và nếu sử dụng
dầu là dung môi nóng, tất cả các vết dầu phải được làm sạch. Bệ lắp bánh xe
hoặc mâm bánh trên trục phải được làm sạch và không có vết dầu hoặc mỡ, bánh xe
hoặc mâm bánh phải được đặt chính xác lên trục ở vị trí cuối cùng và để làm
nguội trong môi trường hiện tại trong đủ thời gian để bánh xe bám chặt trên
trục, sau đó bánh xe hoặc mâm bánh thứ hai phải được lắp ráp cùng với các yêu
cầu trên.
Khi có một khoảng thời gian giới
hạn tương ứng trước khi xảy ra quá trình co ngót lại, việc sử dụng các đồ gá để
duy trì vị trí xác định là cực kì quan trọng.
5.2.3.4.4 Việc ép nóng phải
đáp ứng các yêu cầu về kiểm tra độ chặt quy định trong 6.4.2.1 và 6.4.3.1, phù
hợp với 4.2.1
5.3 Bảo vệ rãnh công nghệ
Khi có rãnh công nghệ để khử ứng
suất trên trục, ví dụ: rãnh ở giữa bánh xe và bánh răng thì rãnh này phải được
phủ bằng vật liệu chống ăn mòn như trong quy định của khách hàng.
5.4 Gia công các mặt lăn
Nếu gia công mặt lăn được quy định
(xem 3.6) và nếu việc này được tiến hành trước khi lắp ráp, thì các mặt lăn của
bánh xe phải có biên dạng phù hợp với đơn hàng hoặc các tài liệu đi kèm. Nếu
không có thỏa thuận khác, dung sai phải như được quy định trong TCVN 9535-2
(ISO 1005-2)
5.5 Chỉnh sửa phần không cân
bằng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6 Nhận dạng
Sau khi các bộ phận được lắp ráp,
các kí hiệu nhận dạng phải được đóng lên, phù hợp với điều 4.2.5.
5.7 Sửa chữa
5.7.1 Mọi sửa chữa trên các
bộ phận của bộ trục bánh phải được tiến hành phù hợp với các điều tương ứng của
tiêu chuẩn tham chiếu trong Bảng 2.
5.7.2 Việc lắp ráp các bộ
phận không đúng có thể được sửa chữa bằng cách tháo dỡ và lắp ráp lại bộ phận
theo yêu cầu, với sự đồng ý của khách hàng.
5.8 Bảo vệ chống lại ăn mòn
trong khai thác
Khách hàng có thể quy định việc sơn
lần cuối hoặc các phương pháp tạm thời khác chống lại ăn mòn trong quá trình
khai thác ở những vị trí xác định của bộ trục bánh xe (xem 3.12 và 5.3). Các
thông tin chi tiết của các phương pháp bảo vệ này phải được thỏa thuận tại thời
điểm yêu cầu đặt hàng.
6. Kiểm tra
6.1 Trách nhiệm và loại hình
cùng ngày kiểm tra (xem 3.8)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Dưới sự kiểm tra được ủy quyền
cho phòng chức năng của cơ sở sản xuất, hoặc
b) Với sự có mặt của khách hàng.
Nếu không có các trường hợp khác
được quy định trong đơn hàng, các điều khoản của Bảng 5, cột 5, phải áp dụng.
6.1.2 Việc khách hàng ủy
quyền kiểm tra cho phòng chức năng của nhà sản xuất sẽ không làm mất quyền của
khách hàng giám sát hiệu quả tác động của việc kiểm soát các quy trình sản
xuất, các phương pháp thử nghiệm và kiểm tra. Khách hàng phải được phép giám
sát mọi thử nghiệm được tiến hành dưới trách nhiệm của nhà sản xuất hoặc kiểm
tra lại các kết quả.
6.1.3 Bất kì kiểm tra nào mà
phòng chức năng của nhà sản xuất chịu trách nhiệm phải được tiến hành trước khi
khách hàng kiểm tra cuối cùng, để thỏa mãn các điều kiện của 6.6.1.
6.1.4 Khi việc kiểm tra
thuộc trách nhiệm của khách hàng (xem 6.1.1 b)), ngày đề nghị kiểm tra phải
được thông báo bằng văn bản. Thông báo này phải nêu ra số chế tạo của các bộ
trục bánh được đề nghị kiểm tra, và số đơn hàng.
6.2 Kiểm tra các bộ phận.
6.2.1 Trước khi bắt đầu lắp
ráp các bộ trục bánh, phải đảm bảo các bộ phận đã được kiểm tra trước đó phù
hợp với các đặc tính kĩ thuật liên quan (xem 4.1), các kết quả của kiểm tra
thỏa mãn các đặc điểm của đơn hàng và các tài liệu đi kèm và không có sự hư hại
nào.
6.2.2 Khi những công đoạn
sản xuất chi tiết nhất định, như gia công lần cuối các bệ lắp bánh hoặc của các
lỗ moay ơ bánh xe và tạo biên dạng lần cuối của các mặt lăn bánh xe, là một
phần trong quy trình chế tạo sản xuất của các bộ trục bánh xe, thì việc gia
công này và những kết quả của chúng phải được kiểm tra phù hợp với các tiêu
chuẩn tương ứng (xem Bảng 2).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Kiểm tra hình dạng và kích thước
(xem 6.3.1);
b) Kiểm tra từ tính trên các trục;
c) Cân bằng các bánh xe;
d) Thử gõ búa (đối với các bộ trục
bánh xe có lắp băng đa) (xem TCVN 9535-2 (ISO 1005-2))
6.3 Kiểm tra các phương pháp sản
xuất
6.3.1 Kiểm tra lắp ép
Việc lắp ép giữa bệ và lỗ của mỗi
lắp ghép phải được kiểm tra ở nhiệt độ môi trường. Trong trường hợp ép nóng,
các ghi chép kết quả đo đạc này được đánh số tương ứng với số serial lắp ráp,
và phải được đưa tới đại diện khách hàng tại thời điểm kiểm tra lần cuối.
Nếu được thỏa thuận như vậy tại
thời điểm yêu cầu đặt hàng (xem 3.5.1.2), giá trị lắp ép (lực ép và độ dôi) đối
với phương pháp ép có áp lực phải được ghi lại trên sơ đồ lực ép.
6.3.2 Kiểm tra lực ép
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.4 Kiểm tra các đặc tính kỹ
thuật của bộ trục bánh xe
6.4.1 Các loại hình và số lượng
các thử nghiệm hoặc kiểm tra
Bảng 5 đưa ra các loại hình thử
nghiệm và kiểm tra được tiến hành trong trường hợp chúng là bắt buộc hay không
bắt buộc, và số lượng các bộ trục bánh xe được thử nghiệm.
6.4.2 Điều kiện của bộ trục bánh
xe khi được đề nghị kiểm tra
6.4.2.1 Khi có yêu cầu về
thử nghiệm lực đẩy, thử nghiệm này có thể được tiến hành trước những quá trình
hoàn thiện như gia công mặt lăn,… Thông thường, bộ trục bánh được đưa tới thử
nghiệm này sau khi lắp ráp 48 giờ, tuy nhiên, nhà sản xuất có quyền lựa chọn để
giảm bớt thời gian này.
6.4.2.2 Việc đo đạc điện trở
và trị số mất cân bằng và kiểm tra hình dạng và các kích thước phải được tiến
hành trên các bộ trục bánh trong điều kiện bàn giao trước khi có các lớp phủ
bảo vệ khác ngoài lớp phủ bảo vệ được quy định trong điều 5.3.
6.4.3. Phương pháp thử nghiệm
6.4.3.1 Kiểm tra độ chặt
Khi được yêu cầu (xem Bảng 4, cột
4), phải tiến hành kiểm tra độ chặt với lực đẩy tương đương với lực ép được sử
dụng cho lắp ráp ép có áp lực và tương ứng với thiết bị hiển thị lực mà không
có di chuyển. Lực đẩy phải được thay đổi đều và tuyến tính trên bộ trục bánh.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.4.3.1.2 Trong trường hợp
kiểm tra độ chặt các bánh xe có các mâm bánh đã được ép nóng, khách hàng có thể
quy định một giá trị tối thiểu cho lực đẩy (Pp), tại thời điểm yêu
cầu đặt hàng (xem 3.5.2.1).
Giá trị này phải nằm trong dải
0,3 D ≤ Pp ≤ 7,0 D
Trong đó
Pp là lực đẩy, tính bằng
kilonewtons - [kN];
D là đường kính bệ lắp bánh, tính
bằng [mm]
Nếu Pp không được quy
định trong đơn đặt hàng, lực đẩy phải như sau:
- Trong trường hợp các bộ trục bánh
phương tiện có động lực: Pp = 6,0 D.
- Trong các trường hợp khác: Pp
= 4,0 D.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bộ trục bánh phải được đặt đỡ trên
một thiết bị đã được hiệu chuẩn cho phép đo điện trở giữa các mặt lăn của hai
bánh xe. Dụng cụ phải được khách hàng đồng ý trước đó.
6.4.3.3 Cân bằng các bộ trục
bánh
6.4.3.3.1 Cân bằng động
Phần không cân bằng động của bộ
trục bánh phải được đo ở mặt lăn của mỗi bánh xe bằng một thiết bị phù hợp đã
được khách hàng đồng ý. Đảm bảo độ nhạy của thiết bị phải sao cho có thể xác
định được trị số mất cân bằng ít nhất 1 phần 5 giá trị tối đa được quy định
trong điều 4.2.3.1.
6.4.3.3.2 Cân bằng tĩnh
Trị số mất cân bằng tĩnh phải được
đo bằng một thiết bị phù hợp đã được khách hàng đồng ý. Trục của bộ trục bánh
xe được thử nghiệm sẽ tì các cổ trục hoặc vị trí lắp vòng chặn lên trên các bề
mặt được làm trơn và bóng của hai bệ đỡ nằm ngang.
6.4.3.4 Kiểm tra hình dạng và
kích thước
Hình dạng và kích thước phải được
kiểm tra bằng thiết bị phù hợp có sẵn của nhà sản xuất và đã được khách hàng
đồng ý. Sử dụng các thước đo được hiệu chuẩn thường xuyên để kiểm tra các kích
thước.
6.5 Kết luận kiểm tra
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.5.2 Bất kỳ bộ trục bánh
nào không thỏa mãn các yêu cầu của tiêu chuẩn này (xem Bảng 5) có thể được xem
xét khả năng loại bỏ.
6.5.3 Các bộ trục bánh không
được chấp nhận có thể được yêu cầu việc kiểm tra lại sau khi được sửa chữa phù
hợp với điều 5.7 hoặc phù hợp với quy trình sửa chữa khác được khách hàng chấp
nhận.
6.6 Chứng nhận
6.6.1 Nhà sản xuất phải đưa
ra tất cả các thông tin chi tiết liên quan tới các kiểm tra và các thử nghiệm
mà nhà sản xuất hoặc phòng chức năng của họ chịu trách nhiệm (xem Bảng 5, cột
5), tại hoặc trước thời điểm kiểm tra cuối cùng (xem 6.2.2).
6.6.2 Dù việc kiểm tra sản
xuất là trách nhiệm của phòng chức năng của cơ sở sản xuất hoặc của khách hàng,
thì nhà sản xuất đều phải chứng nhận các yêu cầu sản xuất thỏa mãn tiêu chuẩn
này.
6.6.3 Chứng chỉ kiểm tra phải
bao gồm những thông tin dưới đây:
a) Giá trị lắp ép giữa các bệ lắp
bánh và các lỗ (xem 3.5.1.2 và 6.3.1);
b) Sơ đồ lực ép (xem 3.5.1.1 và
6.3.2);
c) Sơ đồ lực đẩy (xem 3.5.2.1 và
6.4.3.1) và nếu các kiểm tra tương ứng được quy định trong đơn đặt hàng hoặc
các tài liệu đi kèm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) Trị số mất cân bằng.
7. Bàn giao
7.1 Bảo vệ chống ăn mòn trong
quá trình vận chuyển
Sau khi kiểm tra, và trước khi lưu
kho hoặc xuất hàng, các bộ trục bánh phải được bảo vệ chống lại ăn mòn. Phải đưa
ra từng chú ý riêng biệt đối với những bộ phận mà không được bảo vệ trước đó
hoặc những bộ phận mà sự bảo vệ đã được loại bỏ trong quá trình sản xuất hoặc
vận chuyển. Phương pháp bảo vệ và các khu vực được phủ phải được thỏa thuận tại
thời điểm yêu cầu và đặt hàng.
CHÚ THÍCH 7 - Mọi lớp bảo vệ đều có
giới hạn về tuổi thọ, đặc biệt trong quá trình vận tải đường hàng hải hoặc trên
các khu vực địa lý có độ ẩm cao, do đó các bộ trục bánh xe được chuyển giao khi
đến nơi nên được kiểm tra ngay lập tức, để xem xét liệu có cần thiết thay đổi
biện pháp bảo vệ không.
7.2 Bảo vệ chống hư hỏng cơ khí
trong quá trình vận chuyển
Ít nhất là các bộ phận được gia
công hoàn thiện của các mâm bánh được chấp nhận, phải được trang bị phương pháp
bảo vệ hiệu quả chống lại các hư hỏng cơ giới trước khi xuất hàng.
8. Bảo hành
Các điều kiện bảo hành trong hợp
đồng phải được thỏa thuận giữa khách hàng và nhà sản xuất tại thời điểm yêu cầu
đặt hàng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình
1a) - Giá trị lắp ép giữa các bệ lắp bánh và các lỗ của các đường kính 100 đến
300 mm và các mức dung sai tương ứng đối với mức sai lệch v như được đưa ra
trong ISO/R 286 [xem 4.1.2 và hình 1c)]
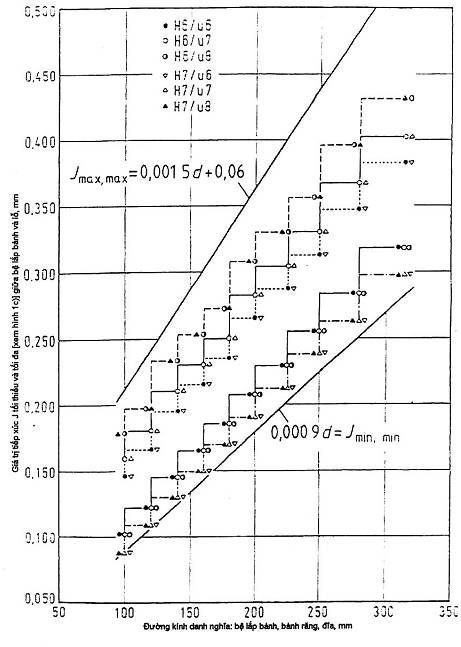
Hình
1b) - Giá trị lắp ép giữa các bệ lắp bánh và các lỗ của các đường kính 100 đến
300 mm và các mức dung sai tương ứng đối với mức sai lệch v như được đưa ra
trong ISO/R 286 [xem 4.1.2 và hình 1c)]
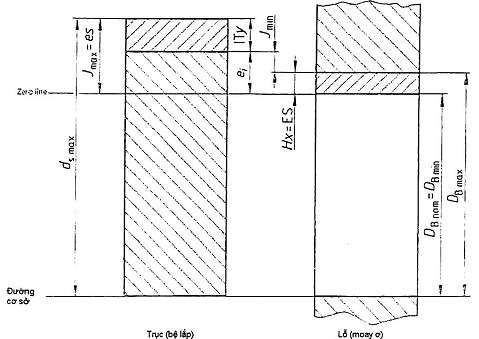
Hình
1c) - Chỉ dẫn đối với các kí hiệu sử dụng trong Bảng 3 và hình 1a) và 1b) đối
với sai lệch, dung sai và tiếp xúc của bệ lắp bánh và lỗ
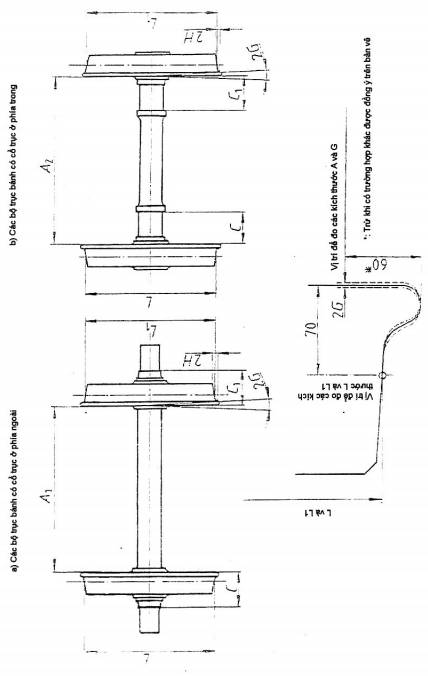
Hình
2 - Chỉ dẫn về các kí hiệu được sử dụng trong Bảng 4 của dung sai bộ trục bánh
xe
Bảng
2 - Các yêu cầu đối với các bộ phận của bộ trục bánh 1)
Bộ
phận
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Yêu
cầu về kích thước trong trạng thái “chờ lắp ráp”
Các
trục
TCVN
9535-3
TCVN
9535-9
Các
bánh xe liền khối
TCVN
9535-6
TCVN
9535-8
Các
mâm bánh
TCVN
9535-4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các
băng đa
TCVN
9535-1
Các
bánh xe lắp băng đa
TCVN
9535-2
Các
vòng chặn
Trong
khi không có tiêu chuẩn nào cho những bộ phận này, các yêu cầu phải được thỏa
thuận tại thời điểm yêu cầu đặt hàng
Các
bánh răng
Các
đĩa hãm
Các
puli động lực
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1)
Xem chú thích trong điều 2
Bảng
3 - Các sai lệch, các dung sai và giá trị lắp ép của bệ lắp bánh xe và lỗ moay
ơ
1
2
3
4
5
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
Đường
kính lỗ danh nghĩa và tối thiểu
Đường
kính lỗ lớn nhất
Sai
lệch đường kính bệ lắp bánh 1)
Giá
trị lắp ép giữa lỗ và bệ lắp bánh
Đường
kính bệ lắp bánh 1)
Dưới
Trên
Min
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Min
Max
DB
nom đến DB min
DB
max = DB nom + …
ei
= Jmin + Hx 4)
es
= Jmax 3)
Jmin
= ei - Hx 4)
Jmax
= es
Ds
min
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
mm
H6
H7
H8
u2)
v2)
u6
u7
u8
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
v7
H6/u
2)
H7/u
2)
H6/v
2)
H7/v
2)
H8/v
2)
Jmax
= es (xem cột 4)
Ds
min = DBnom + ei (xem cột 1 và 4)
Dsmax
= DBnom + es (xem cột 1 và 4)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,022
0,035
0,054
0,144
0,172
0,166
0,179
0,198
0,194
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,122
0,109
0,150
0,137
0,118
>
120 đến 140
0,025
0,040
0,063
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,202
0,195
0,210
0,233
0,227
0,242
0,145
0,130
0,177
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,139
>
140 đến 160
0,025
0,040
0,063
0,190
0,228
0,215
0,230
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,253
0,268
0,165
0,150
0,203
0,188
0,165
>
160 đến 180
0,025
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,063
0,210
0,252
0,235
0,250
0,273
0,277
0,292
0,185
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,227
0,212
0,189
>
180 đến 200
0,029
0,046
0,072
0,236
0,284
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,282
0,308
0,313
0,330
0,207
0,190
0,255
0,238
0,212
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,029
0,046
0,072
0,258
0,310
0,287
0,304
0,330
0,339
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,229
0,212
0,281
0,264
0,238
>
225 đến 250
0,029
0,046
0,072
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,340
0,313
0,330
0,356
0,369
0,386
0,255
0,238
0,311
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,268
>
250 đến 280
0,032
0,052
0,081
0,315
0,385
0,347
0,367
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,417
0,437
0,283
0,263
0,353
0,333
0,304
>
280 đến 315
0,032
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,081
0,350
0,425
0,382
0,402
0,431
0,457
0,477
0,318
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,393
0,373
0,344
1) Thuật
ngữ "lỗ" và "bệ" được sử dụng trong toàn bộ tiêu chuẩn
này (được quy định trong ISO/R 286 là "lỗ" và "trục" gồm
lỗ moay ơ bánh xe, bánh răng và đĩa hãm và tương ứng là các bệ lắp bánh răng
và bệ lắp đĩa hãm của trục.
2) Đối với tất cả các
phạm vi dung sai
3) Jmax =
ei + ITy [ITy = dung sai quốc tế loại Y, trong đó y =
6, 7 hoặc 8; xem hình 1c)];
4) x = 6, 7 hoặc 8
[xem hình 1a), 1b) và 1c)];
Bảng
4 - Dung sai kích thước
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
3
4
5
6
Kích
thước
Kí
hiệu
(xem hình 2)
Áp
dụng
1)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại
Y 2)
mm
Loại
Z 2)
mm
Dung
sai giang cách giữa hai mặt trong của hai bánh xe
A1
A2
Tất
cả
Tất
cả
Danh
nghĩa
Dung
sai giữa các giá trị đo được từ mặt sau của lợi bánh xe đến vai trục
(C
- C1)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(C1
- C)
Tất
cả
Tất
cả
≤
1,0
Tổng
phần nhô ra vuông góc với mặt trong của mỗi bánh xe
2
G
Các
bộ trục bánh xe của đầu máy và các bộ trục bánh xe của các toa xe không chở
hàng
≤
120
>
120 ≤ 160
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤
1,0
≤
0,8
≤
0,5
≤
2,3
4)
Tất
cả các bộ trục bánh xe khác
Tất
cả
≤
1,0
≤
2,3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
H
tất
cả
≤
120
>
120 ≤ 200
>
200
≤
0,5
≤
0,3
5)
≤ 0,75
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai
lệch giữa đường kính vòng lăn của các bánh xe được gia công hoàn thiện trên
cùng trục
(L
- L1)
hoặc
(L1
- L)
Tất
cả
≤
120
>
120 ≤ 200
>
200
≤
1,0
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤
0,3
≤
1,0
4)
1) v = tốc độ vận
hành, tính bằng km/h.
2) Xem các giải thích
trong 4.2.4.
3) Thuật ngữ hình học
“nhô ra” được định nghĩa trong TCVN 5906 (ISO 1101/1).
4) Khuyến cáo xem xét
việc áp dụng các dung sai loại Z một cách cẩn thận, nếu tốc độ vận hành là
lớn hơn 120 km/h (xem cả 4.2.4).
5) Dung sai nên được
thỏa thuận tại thời điểm yêu cầu và đặt hàng. Các đại lượng nên được đo đạc
sử dụng cổ trục là mốc đo đạc.
Bảng
5 - Loại và số lượng các thử nghiệm và kiểm tra
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
3
4
5
6
Kiểm
tra
Nội
dung thử nghiệm và kiểm tra
Kí
hiệu
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1)
2)
1
Các
bộ phận
Xem
6.2 và 6.6.1
2
Sản
xuất
Tiếp
xúc giữa bệ lắp bánh và lỗ moay ơ (xem 4.1.2)
m
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tất
cả
3
Biểu
đồ lực ép cho các bánh xe được lắp có áp lực (xem 5.2.3.3.3 và 5.2.3.3.6)
m
a
Tất
cả
4
Các
đặc tính kỹ thuật
Kiểm
tra độ chặt cho (xem 6.4.3.1)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các
bánh xe ép nóng
3)
m
b
b
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tất
cả 4)
5
Điện
trở (xem 4.2.2)
0 5)
a
Tất
cả
6
Trị
số mất cân bằng của bộ trục bánh xe (xem 4.2.3)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6a
Động
0 6)
a
Tất
cả
6b
Tĩnh
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a
Tất
cả
7
Hình
dạng và kích thước (xem 4.2.4)
m
b
Tất
cả
1) m = các thử nghiệm
bắt buộc; o = không bắt buộc, ví dụ: các thử nghiệm hoặc các kiểm tra chỉ cần
được quy định trong đơn đặt hàng hoặc các tài liệu đi kèm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Dưới sự kiểm tra
được ủy quyền của phòng chức năng của nhà sản xuất, hoặc
b) Có sự có mặt của
khách hàng
3) Xem 5.2.3.3.6.
4) Các yêu cầu cho lực
đẩy đối với các bánh xe ép nóng có thể được bỏ qua hoàn toàn hoặc từng phần,
theo ý khách hàng.
5) Thường chỉ được quy
định cho các bộ trục bánh có các bánh xe lắp băng đa.
6) Những thử nghiệm
này thường được quy định đối với các bộ trục bánh dự định vận hành với tốc độ
trên 120 km/h.
7) Nếu tất cả, những
thử nghiệm này thường chỉ được quy định cho các bộ trục bánh có tốc độ vận
hành từ 100 đến 140 km/h.
MỤC
LỤC
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Tài liệu viện dẫn
3 Yêu cầu đặt hàng
4 Yêu cầu
5 Sản xuất
6 Kiểm tra
7 Bàn giao
8 Bảo hành
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất