TIÊU
CHUẨN QUỐC GIA
TCVN
8838-3:2011
ISO
13999-3:2002
TRANG PHỤC BẢO VỆ - GĂNG TAY VÀ BAO BẢO VỆ CÁNH TAY CHỐNG
CẮT VÀ ĐÂM BỞI DAO CẦM TAY - PHẦN 3: PHÉP THỬ VA ĐẬP CẮT ĐỐI VỚI VẢI, DA VÀ CÁC
VẬT LIỆU KHÁC
Protective
clothing - Gloves and arm guards protecting against cuts and stabs by hand knives - Part 3:
Impact cut test for fabric, leather and other materials
Lời nói đầu
TCVN 8838-3:2011 hoàn toàn tương đương
với ISO 13999-3:2002.
TCVN 8838-3:2011 do Ban kỹ thuật Tiêu
chuẩn quốc gia TCVN/TC 94 Phương tiện bảo
vệ cá nhân
biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ
Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 8838 (ISO 13999) Trang
phục bảo vệ - găng tay và bao bảo vệ cánh tay chống
cắt và đâm bởi dao cầm tay gồm các phần sau:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- TCVN 8838-2:2011 (ISO 13999-2:2003), Phần
2: Găng tay và bao bảo vệ cánh tay làm bằng vật liệu không phải là
lưới kim loại;
- TCVN 8838-3:2011 (ISO 13999-3:2002), Phần
3: Phép thử va đập cắt đối với vải, da và các
vật liệu khác.
Lời giới thiệu
Phép thử trong tiêu chuẩn này dựa trên phép thử tác động đâm xuyên
trong ISO 13998. Sự khác nhau ở chỗ khối giữ lưỡi dao và lưỡi dao cân nặng 110
g chứ không phải 1 000 g. Giá đỡ mẫu thử
cũng thay đổi để thích hợp với phép thử trên vải,
da và các vật liệu khác. Phép thử được
thiết kế riêng để đánh giá độ bền chống đâm của vật liệu làm găng tay và bao bảo
vệ cánh tay. Phép thử cũng thích hợp để
đánh giá găng tay bảo vệ chống nguy cơ cắt và mài mòn mạnh như găng tay dùng
cho người đi mô tô, găng tay dùng khi làm việc với khối bê tông hoặc dây thép
gai, hoặc ống chân bảo vệ và quần dùng cho người thu gom phế thải. Sự mài mòn mạnh
là một quá trình bao gồm các vết cắt phức tạp và phép thử này là một chỉ dẫn tốt
về độ bền chống mài mòn trên toàn bộ chiều dày của vật liệu hoặc chuỗi vật liệu.
Tiêu chuẩn này đã được xây dựng bởi những
người có trình độ chuyên môn và kinh nghiệm thực tế. Các thiết bị, dụng cụ được
mô tả trong tiêu chuẩn này chỉ được sử dụng bởi
người có năng lực và phải có các bộ phận an toàn để ngăn ngừa việc gây tổn
thương cho người vận hành và những người khác, cũng như là đảm bảo tính khả thi
hợp lý.
TRANG PHỤC BẢO
VỆ - GĂNG TAY VÀ BAO BẢO VỆ CÁNH TAY CHỐNG CẮT VÀ ĐÂM BỞI DAO CẦM TAY - PHẦN 3:
PHÉP THỬ VA ĐẬP CẮT ĐỐI VỚI VẢI, DA VÀ CÁC VẬT LIỆU KHÁC
Protective
clothing - Gloves and arm guards protecting against cuts and stabs by hand knives - Part 3:
Impact cut test for fabric, leather and
other materials
1. Phạm vi áp dụng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ lục A đưa ra khuyến nghị đối với
yêu cầu kỹ thuật của phép thử va đập cắt
trên vật liệu và sản phẩm như găng tay và bao bảo vệ cánh tay và đưa ra các
thông tin phải được quy định trong tiêu
chuẩn sản phẩm để có thể áp dụng được phép thử
này.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết
cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố
thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm
công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 8838-1:2011 (ISO 13999-1:1999), Trang
phục bảo vệ - Găng tay và bao bảo vệ cánh tay chống cắt và đâm bởi dao cầm
tay-Phần 1: Găng tay và bao bảo vệ cánh tay làm bằng lưới kim loại
EN 388:1994, Protective gloves
against mechanical risks (Găng tay bảo vệ chống các rủi ro cơ học)
3. Thuật ngữ và định
nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ
và định nghĩa trong TCVN 8838-1 (ISO 13999-1).
4. Nguyên tắc
Phép thử
trong tiêu chuẩn này đánh giá độ bền của vải, da và
các vật liệu khác dùng trong phương tiện bảo vệ tay, găng tay và bao bảo vệ
cánh tay đối với tác động cắt bởi lưỡi dao thẳng, sắc. Mẫu dùng để thử chịu tác
động của lưỡi dao chuẩn được giữ trên một khối dẫn hướng rơi. Chiều dài vết cắt
tạo thành do năng lượng tác động này tỷ lệ với độ sâu đâm xuyên của dao, độ sâu
này đo được dễ dàng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ví dụ về thiết kế thiết bị, dụng cụ thử được chỉ trong Hình 1. Không có yêu cầu về thiết kế cụ
thể giá thử. Trong thiết kế không thể hiện các chi tiết cụ thể như các cơ cấu để
tháo khối giữ và lưỡi dao sau khi tác động, và các phương tiện bảo vệ cần thiết.
5.1. Khối giữ lưỡi dao, như chỉ trong Hình
2, để giữ lưỡi dao thử sao cho lưỡi dao nhô ra khoảng (55 ± 5) mm.
Mũi dao phải ở vị trí cách đường tâm
đi qua trọng tâm của khối một đoạn l4 là (8 ± 1)
mm. Trọng tâm của khối và lưỡi dao phải cao hơn mũi dao (100 ± 10) mm. Khối lượng
của khối và lưỡi dao thử phải là (110 ±
5)
g.
Khối giữ lưỡi dao phải được giữ ở vị
trí ban đầu bởi một nam châm điện. Khối giữ phải có bốn con trượt làm bằng
polytetrafluoroetylen
hoặc vật liệu tương tự để dẫn hướng rơi xuống thanh dẫn hướng. Phải có khoảng hở từ 0,5 mm đến
1,5 mm giữa các con trượt và các thanh dẫn hướng. Đặt các chiều cao từ khối giữ
được thả ra sao cho đạt được năng lượng va đập thích hợp.
5.2. Lưỡi dao thử, là lưỡi thẳng
và sắc, làm bằng thép không gỉ được cán nguội (độ cứng > 45 HRC) và có bản
vẽ với kích thước như chỉ trên Hình 3.
Sau khi mài máy, lưỡi dao phải được
làm nhẵn và sắc bằng tay trên đá mài. Các lưỡi dao có thể được mài sắc lại sau khi sử dụng. Không cần phải mài sắc lại
sau mỗi phép thử với vải và
da. Tuy nhiên, trước mỗi lần đâm xuyên, thử lưỡi dao để đảm bảo lưỡi dao còn thẳng
và sắc. Mài sắc lưỡi dao thử nếu kết quả
trên vật liệu hiệu chuẩn cho thấy cần phải mài sắc lại lưỡi dao.
5.3. Giá đỡ mẫu thử, như chỉ trên Hình 4.
Vật liệu thử
hoặc găng tay được đỡ trên một cánh tay đặt nằm ngang được giới hạn trong một
cái đe hình tròn có một
lỗ để dao lọt vào trong khi thử (xem Hình
5). Thép cacbon thấp được cho là tiện lợi để làm giá đỡ.
Đe bằng
kim loại hình trụ phải có
đường kính (50 ± 3) mm và chiều cao thẳng đứng khoảng 60 mm. Bề mặt trên phải
được gia công bằng máy để tạo thành hình vòm có bán kính cong (200 ± 5) mm. Đe
phải có một rãnh cắt ở tâm. Rãnh cắt phải rộng (3,5 ± 0,05) mm và dài (23 ±
0,2) mm. Các đầu phải có hình bán nguyệt. Rãnh phải thẳng đứng và xuyên qua đe. Đe có thể
được gia công bằng máy từ dưới lên sao
cho chiều dày phần đỉnh của đe không nhỏ hơn 7 mm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giá đỡ mẫu thử phải được gắn chắc chắn
với tấm đế của thiết bị, đế này có một lỗ
rộng ít nhất 50 mm ngay phía dưới đe sao cho có thể kẹp một dây có treo quả nặng với phía dưới mẫu thử trên giá
đỡ.
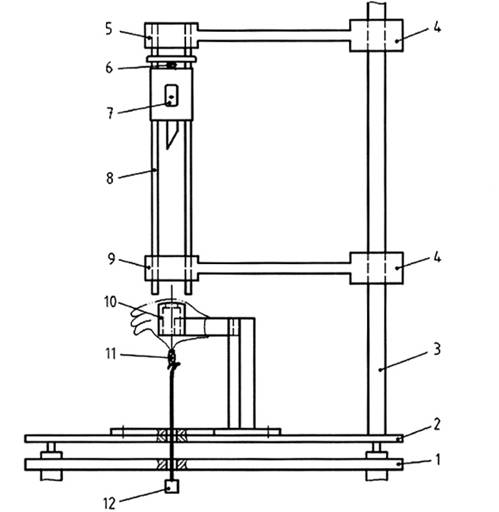
CHÚ DẪN
1 Bàn
2 Tấm đế
3 Giá đỡ
4 Giá lắp
5 Khối cố định
ở đầu trên của thanh dẫn hướng
6 Cơ cấu thả điện từ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8 Thanh dẫn
hướng
9 Khối cố định
ở đầu dưới của thanh dẫn hướng (khối rơi đi qua khối này)
10 Giá đỡ mẫu
thử
11 Kẹp
12 Quả nặng
Hình 1 - Ví dụ
về một thiết bị thử va đập cắt đâm xuyên
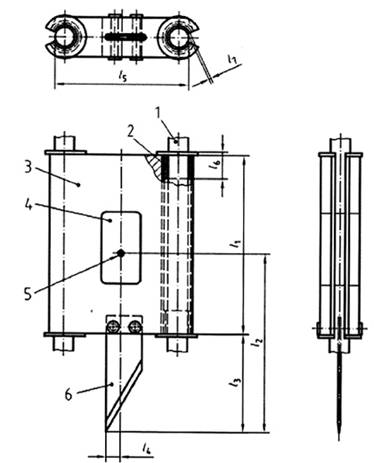
CHÚ DẪN
1 Các thanh dẫn hướng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Con trượt bằng chất dẻo
l2 = (100 ± 10) mm
3 Khối giữ lưỡi dao
l3 = (55 ± 5) mm
4 Khoảng trống cắt ra để có được sự phân bố chính xác về khối lượng
l4 = (8 ± 1) mm
5 Trọng tâm của khối giữ và lưỡi dao
l5 = (75 ± 1)
mm
6 Lưỡi dao thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
l7 khoảng hở, 0,5 mm < l7
< 1,5 mm
Khối lượng của khối giữ và lưỡi dao thử
bằng (110 ± 5) g
Hình 2 - Khối
giữ lưỡi dao

CHÚ DẪN
 Góc giữa lưỡi
dao và sống dao,
= (30 ± 1)°
Góc giữa lưỡi
dao và sống dao,
= (30 ± 1)°
 Góc của lưỡi dao
sắc, = (30 ± 3)°
Góc của lưỡi dao
sắc, = (30 ± 3)°
l1 Chiều dài lưỡi dao, l1 ≥ 65 mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
l3 Chiều dày lưỡi
dao, l3
=
(1,5 ± 0,05) mm
Hình 3 - Lưỡi
dao thử
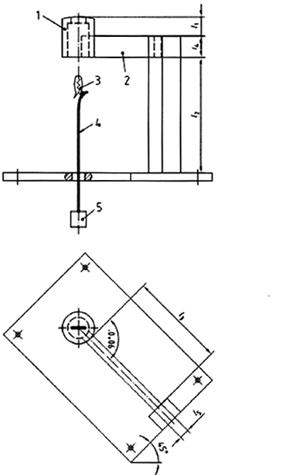
CHÚ DẪN
1
Đe
l1
Chiều cao từ phía trên cánh tay đỡ đến
đỉnh đe l1 = (30 ± 2)
mm
2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
l2
Khoảng hở phía dưới đe, l2 > 180 mm
3
Kẹp
l3
Chiều dài cánh tay đỡ, l3 > 150 mm
4
Dây
l4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5
Quả nặng
l5
Chiều rộng cánh tay đỡ, l5 = (15 ± 2)
mm
Hình 4 - Giá
đỡ mẫu thử
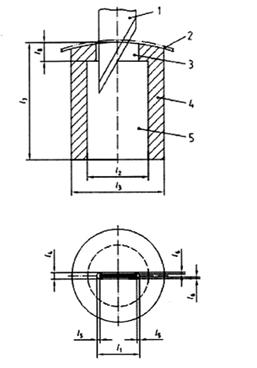
CHÚ DẪN
1
Lưỡi dao thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
Vật liệu mẫu thử
l2 Đường kính mặt đáy
của đế đe được gia công bằng máy, l2 = (33 ± 3) mm
3
Đe
l3 Đường kính của đe, l3
= (50
± 3) mm
4
Rãnh dao
l4 Chiều rộng của rãnh
dao, l4 = (3,5 ± 0,05) mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khoảng trượt phía dưới của đe được gia công
bằng máy
l5 Khoảng hở của toàn
bộ chiều rộng lưỡi dao ở phía đầu rãnh dao, l5 = (1,5 ± 0,2)
mm
l6 Khoảng hở phía cạnh
của lưỡi dao trong rãnh dao, l6 = (1 ± 0,2) mm
l7 Chiều cao của đe, l7
= khoảng 60 mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
l8 Chiều dày tối thiểu
của đỉnh đe, l8 = 7 mm
Hình 5 - Kích
thước của lỗ dao trong khối đỡ
6. Lấy mẫu
6.1. Chuẩn bị mẫu thử
Vị trí, hình dáng và kích thước các mẫu
thử được cắt từ sản phẩm cần thử phải theo quy định
trong tiêu chuẩn quốc gia hoặc quốc tế tương ứng đối với sản phẩm (sau đây gọi
là tiêu chuẩn sản phẩm). Xử lý sơ bộ và chuẩn bị số lượng mẫu thử theo quy định trong tiêu chuẩn sản phẩm.
Nối các mép của các vật liệu phẳng để
tạo thành một ống bằng cách may, gắn bằng ghim dập hoặc hàn các mép của mẫu thử.
Ống phải có
chiều dài ít nhất là 100
mm, nhưng không dài đến mức làm cản trở việc xác định vị trí của mẫu thử như
yêu cầu trong 7.2. Ống phải có đường
kính tròn (100 ± 20) mm. Chuẩn bị các vật liệu được liên kết sao cho diện tích
được thử đại diện cho vật liệu sử dụng trong sản phẩm. Ổn định mẫu thử,
nếu cần, bằng một đường khâu chặn có thể co giãn được xung quanh mép của mẫu thử để ngăn ngừa việc phá vỡ kết cấu liên kết.
Các mẫu thử là găng tay hoặc bao bảo vệ
cánh tay có thể thích hợp để thử ở trạng
thái nguyên vẹn. Cắt sản phẩm cứng và ổn định các mép cắt sao cho có thể xác định
được vị trí các mẫu thử như yêu cầu trong 7.2.
Nếu xử lý sơ bộ bằng cách giặt ướt và giặt khô, thì sản phẩm
còn nguyên vẹn, hoặc các mẫu vật liệu lớn phải được xử lý sơ bộ trước khi chuẩn
bị các mẫu thử.
6.2. Gắn mẫu thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7. Cách tiến hành
7.1. Lắp đặt thiết bị, dụng
cụ
Bảo đảm thanh dẫn hướng thẳng đứng (±
2 mm trên 1 m), và khối giữ lưỡi dao chạy tự do trên thanh dẫn hướng, từ bộ phận
giữ bằng nam châm điện đến giá đỡ mẫu thử. Thanh dẫn hướng phải dừng không quá
10 mm phía trên đỉnh đe. Làm sạch thanh dẫn hướng bằng dầu nhẹ và lau sạch thanh dẫn
hướng trước khi sử dụng. Bảo đảm giá đỡ mẫu
nằm ngang (± 10 mm trên 1 m).
Lắp một dụng cụ để đo vận tốc của khối
rơi trên ít nhất 5 mm ở khoảng 100 mm cuối của khoảng rơi trước khi đầu dao đâm
vào mẫu thử. Thực hiện phép thử rơi của
khối có dao. Đo vận tốc với độ chính xác ± 0,05 m.s-1. Cân khối lượng
của khối và dao, chính xác đến ± 0,5 g. Tính toán năng lượng tác động của đầu dao lên mẫu thử. Điều chỉnh chiều cao của
nam châm điện sao cho năng lượng tác động trung bình của mười phép thử rơi nằm
trong khoảng 5 % so với năng lượng tác động được quy
định trong tiêu chuẩn sản phẩm.
CHÚ THÍCH: Năng lượng
tác động thường được sử dụng trong phép
thử này là 0,65 J và đạt được bằng cách thả rơi từ độ cao 600 mm.
7.2. Thử
nghiệm
Các yêu cầu đối với mức tính năng và
diện tích bảo vệ trên sản phẩm được thử phải theo quy
định trong tiêu chuẩn sản phẩm.
Lắp mẫu thử
trên giá đỡ trong thiết bị thử với bộ phận giữ bằng
nam châm điện ở chiều cao thích hợp. Đặt mẫu thử
sao cho lưỡi dao song song với trục của mẫu thử như quy định trong tiêu chuẩn sản
phẩm.
Thả khối có lắp dao. Đánh dấu vị trí lưỡi dao bằng
bút vào đỉnh của mẫu thử. Đo khoảng cách từ chỗ đánh dấu đến mũi dao, chính xác
đến 0,5 mm. Trừ đi chiều dày vật liệu và ghi lại kết quả là độ sâu đâm xuyên
qua mẫu thử. Lau sạch lưỡi dao và lặp lại
phép thử cách ít nhất 10 mm từ chỗ tác động
trước. Quay mẫu thử khoảng 45° và thực hiện hơn hai phép thử. Lặp lại chuỗi thử
nghiệm này sao cho tất cả các mẫu được thử bằng
cách thực hiện va đập cắt dọc theo trục dọc của mẫu, ngang qua mẫu thử và ở 45°
so với các hướng này. Tính toán độ
sâu đâm xuyên trung bình do va đập cắt của
sáu phép thử. Tính toán độ sâu đâm xuyên tương đối do va đập cắt đối với vật
liệu tham chiếu đến vải thô sợi bông (xem
7.3).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sự thay đổi về độ sắc của
dao và tính năng của thiết bị, dụng cụ thử khác nhau được bù lại bằng việc sử dụng
vật liệu tham chiếu. Sử dụng vải thô sợi
bông theo quy định trong EN 388 làm vật
liệu tham chiếu. Chuẩn bị các mẫu tham
chiếu dưới dạng ống theo cách tương tự như mẫu thử, nghĩa là bằng cách gắn bằng ghim dập hoặc may các mép vải với nhau. Ống phải có chiều dài ít nhất là 100 mm
và đường kính là (100 ± 20) mm. Dùng hai lớp vải
với các sợi dọc chạy theo một hướng. Thực hiện sáu va đập cắt trên mẫu tham chiếu,
nghĩa là hai tác động dọc theo sợi ngang, hai tác động dọc theo sợi dọc và hai
tác động ở góc 45° so với hai hướng này. Tính toán độ sâu đâm xuyên trung bình
do va đập cắt của dao qua mẫu tham chiếu. Độ sâu đâm xuyên do va đập cắt tham
chiếu đối với năng lượng tác động 0,65 J là 14 mm.
Để thuận tiện, có thể sử dụng vải
bông có sẵn ở nơi thử để làm vải tham chiếu
sau mỗi lần hiệu chuẩn để thay cho vải
thô sợi bông tham chiếu được quy định
trong EN 388.
Khi thử các vải có sợi thông thường và da, độ sắc của dao phải được hiệu chuẩn
ít nhất sau mỗi 50 lần cắt. Nếu thử vải
có chứa các sợi kim loại hoặc sợi gốm, phải kiểm tra độ sắc của dao thường xuyên hơn. Một số vật liệu làm
cùn dao chỉ trong một lần
tác động và lưỡi dao phải được
mài lại sau mỗi lần cắt.
8. Tính toán
Tính toán độ sâu đâm xuyên tương đối
do va đập cắt, hrel, của một mẫu
thử theo mẫu tham chiếu.
hrel =  x
x  (1)
(1)
Trong đó
14 là độ sâu đâm xuyên tham chiếu do va đập
cắt, tính bằng milimét (xem 7.3);
hrf là độ sâu
đâm xuyên trung bình do va đập cắt trên vật liệu tham chiếu, tính bằng milimét;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9. Ước lượng độ không
đảm bảo đo
Đối với mỗi loạt phép đo thực hiện
theo yêu cầu, xác định sự ước lượng tương ứng độ không đảm bảo đo của kết quả
cuối cùng. Độ không đảm bảo đo này, Um, phải ghi trong báo cáo thử
nghiệm dưới dạng Um = ± x. Độ không đảm bảo đo này được
sử dụng để xác định liệu một tính năng có đạt hay không, như quy định trong tiêu chuẩn sản phẩm. Kết quả cuối
cùng, hfin,
được
tính toán như sau:
hfin = hrel + x (giá trị giới
hạn trên) hoặc hfin = hrel - x (giá trị giới
hạn dưới) (2)
Ví dụ, nếu một giá trị giới hạn trên
được quy định không vượt quá trong tiêu
chuẩn sản phẩm và giá trị cao hơn hfin (= hrel + x)
vượt quá giá trị này, thì sản phẩm bị coi là không đạt.
10. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các
thông tin sau:
a) Viện dẫn tiêu chuẩn này;
b) Viện dẫn tiêu chuẩn của sản phẩm được thử;
c) Mô tả mẫu thử (vị trí trên sản phẩm,
hình dáng và kích thước), phương pháp chuẩn bị và xử lý sơ bộ, nếu có, và khoảng
kích cỡ cho phép của mẫu thử;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) (Các) Năng lượng tác động được sử dụng
trong phép thử;
f) (Các) mức tính năng và diện tích bảo vệ
được thử;
g) Hướng tác dụng của lưỡi dao có liên
quan đến trục được quy định của mẫu thử;
h) Số lượng các phép thử được thực hiện
và vị trí thử;
i) Chi tiết về bất kỳ sự sai lệch nào so
với phương pháp này;
j) Các kết quả của phép thử (nghĩa là,
các giá trị độ sâu đâm xuyên do va đập cắt hrel, hrf, hs)
độ không đảm bảo đo Um và kết quả
cuối cùng
hfin;
k) Các sản phẩm có đạt hay không.
CHÚ THÍCH: Thông tin và
hướng dẫn sử dụng tiêu chuẩn này trong yêu cầu kỹ thuật của sản phẩm được đưa
trong Phụ lục A.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(tham khảo)
Khuyến nghị về yêu cầu kỹ thuật của phép thử va đập cắt
trên vật liệu và sản phẩm như găng tay và bao bảo vệ cánh tay
A.1 Lưu ý chung
Phương pháp thử được quy định trong tiêu chuẩn này có thể dùng để thử
nhiều loại vật liệu khác nhau dùng trong trang phục, găng tay và bao bảo vệ
cánh tay. Phương pháp thử cung cấp thông tin về độ bền của sản phẩm chống cắt
đâm, cắt mạnh, cắt đứt và các va đập cắt bởi các vật có lưỡi nhọn nhưng không
nhất thiết phải sắc. Sự mài mòn do các vật làm mài mòn, sắc,
thô như bề mặt đường, các khối xây dựng bằng bê tông hoặc các vật đúc bằng kim
loại gồ ghề, là sự thêm vào của nhiều vết cắt nhỏ. Kết quả từ phép thử đưa ra
được một dự đoán tốt về độ bền của sản phẩm đối với các loại mài mòn thô ráp
này. Tuy nhiên, phép thử không cung cấp thông tin về độ bền của sản phẩm chống
đâm xuyên bởi gai hoặc kim.
Phải quy
định các thông tin sau trong tiêu chuẩn sản phẩm để có thể áp dụng được
phép thử này:
a) Mô tả các mẫu được thử, phương pháp
chuẩn bị và xử lý sơ bộ mẫu, nếu có, và khoảng kích cỡ cho phép của các mẫu thử;
b) Chi tiết của phương pháp kẹp và kéo
căng sử dụng trên các mẫu thử;
c) (các) Năng lượng tác động được sử dụng
trong phép thử;
d) Các hướng tác động của lưỡi dao có liên quan đến trục được quy định của các mẫu thử;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
f) Các yêu cầu tính năng đối với sản phẩm,
và "các mức" liên quan; tính năng được yêu cầu cho sản phẩm để đạt,
nghĩa là, (các) giá trị giới hạn đối với hfin;
g) Vị trí, kích thước và hình dáng của diện
tích bảo vệ của sản phẩm đáp ứng được các yêu cầu.
A.2 Các lưu ý về phép thử sản phẩm
A.2.1 Năng lượng tác động
Năng lượng tác động và chiều cao rơi
phải được lựa chọn sao cho sản phẩm vừa đúng đến mức đạt, có độ sâu đâm xuyên
trung bình của dao trong khoảng 10 mm. Các sản phẩm có chất lượng kém hoặc các
hướng yếu của các sản phẩm tốt hơn có thể cho thấy độ đâm xuyên đo được lên đến
ba lần so
với
giá trị này. Sẽ không có vấn đề đáng kể về độ không đảm bảo đo của độ đâm xuyên
nhỏ trong sản phẩm có chất lượng rất tốt.
Găng tay chống đâm nên được thử tốt nhất ở năng lượng tác động 0,65 J. Găng
tay bằng lưới kim loại có độ bền chống cắt cao và năng lượng hấp thụ của găng tay có cấu tạo phức hợp tốt hơn nên thử ở năng lượng tác động 2,45 J, có thể tạo ra
năng lượng này bằng cách sử dụng một khối
giữ lưỡi dao 1 000 g được quy định trong
ISO 13998. Do các ảnh hưởng không chắc chắn
của vận tốc tác động, nên kiểm soát khối lượng của khối giữ và dao ở 110 g hoặc
các tổ hợp 1 000 g, và không sử dụng các khối lượng ở trung gian khoảng này.
A.2.2 Giá đỡ mẫu thử
Giá đỡ mẫu thử trong tiêu chuẩn này được
thiết kế để sử dụng trong một điều kiện thử nhất quán mà mô phỏng được cách thức
găng tay được đỡ trên các phần có chứa xương tương đối cứng của cơ thể giống
như bàn tay, và cách thức đeo miếng lót chống cắt vào đầu gối.
A.2.3 Sức căng của mẫu thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A.2.4 Số lượng phép thử
Tiêu chuẩn này đưa ra sáu tác động
theo ba hướng. Các sản phẩm có cấu tạo không đồng nhất có thể cần nhiều tác động
ở nhiều hướng hơn. Cần phải tính
đến phép thử "trường hợp xấu nhất", nhưng không khuyến nghị phép thử
này do khó khăn để chuẩn hóa cho việc xác định trường hợp xấu nhất trong các
phòng thử nghiệm khác nhau. Nếu các mẫu nhỏ là các vật liệu làm ngón tay lấy từ
găng tay để thử, phải cắt các mẫu này ra khỏi găng tay và khâu thành các ống thử
bằng vải
thích hợp để lắp vừa vào đe. Sự phù hợp của vải
làm ống phải gần với vải của mẫu.
A.2.5 Các mức tính năng
Xác định các mức tính năng bằng thử
nghiệm. Mục đích để xem xét là mức độ bảo vệ yêu cầu để ngăn ngừa tổn thương,
tính năng của các mẫu sản phẩm mới và mẫu sản phẩm đã sử dụng được nhận thấy bằng
kinh nghiệm để biết sự bảo vệ tốt và kém, và liệu tính năng được yêu cầu của sản phẩm ở mức ngưỡng hay ở một điểm trên một
thang đo liên tục. Khuyến nghị là cần xem xét các dữ liệu về rủi ro và các kết
quả thử từ các sản phẩm có nguy cơ rủi ro. Việc giải thích các mức tính năng đối với
các mức rủi ro phải có trong tiêu chuẩn sản phẩm.
Dữ liệu này được đưa trong thông tin do
nhà sản xuất cung cấp cùng với vật liệu như yêu cầu của TCVN 6689 (ISO 13688)
và EN 420.
Các găng tay làm bằng vải và da thường bảo vệ chống đâm kém hơn nhiều
so với các sản phẩm làm bằng lưới kim loại được quy
định trong TCVN 8838-1 (ISO 13999-1). Việc đánh giá rủi ro tại thời điểm
sử dụng để xác định loại sản phẩm được sử dụng. Đánh giá rủi ro này phải được nêu rõ
trong yêu cầu kỹ thuật của sản phẩm.
A.2.6 Điều hòa mẫu thử
Nếu kết quả phép thử phụ thuộc vào việc
điều hòa sơ bộ các mẫu thử, các điều kiện này phải được quy định. Nên sử dụng môi trường chuẩn là (20 ± 2) °C và độ ẩm
tương đối (65 ± 5) %. Các nhiệt độ khác có thể thích hợp đối với các loại sản
phẩm cụ thể để sử dụng dưới các điều kiện cụ thể.
A.2.7 Điều kiện thử
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Sản phẩm có bề mặt ướt hoặc
thấm nước toàn bộ;
b) Sản phẩm phủ dầu;
c) Sản phẩm được làm nóng hoặc làm lạnh để mô phỏng các
điều kiện thường tiếp xúc;
d) Sản phẩm sau một số các chu kỳ làm sạch
cụ thể;
e) Sản phẩm sau các quá trình lão hóa cụ
thể.
Mỗi điều kiện thử mới được đưa vào yêu
cầu kỹ thuật của sản phẩm sẽ làm tăng giá thành sản phẩm, vì vậy trước khi các
điều kiện này được quy định thành các yêu
cầu thì cần làm rõ
là khi thử dưới một điều kiện chuẩn riêng không nhận biết được các sản phẩm cụ
thể đã mất tính
năng không chấp
nhận được dưới các điều kiện cụ thể.
A.3 Ví dụ về kết quả thử
Ví dụ về các kết quả thử được cho
trong Bảng A.1 và A.2 đối với các loại găng tay bảo vệ khác nhau.
Bảng A.1 - Kết
quả thử đạt được với khối đỡ và dao nặng 110 g, ở năng lượng tác động
0,65 J lên găng tay
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Găng tay chỉ bảo vệ chống
cắt
Độ sâu đâm
xuyên
hrel
mm
1
Đan phẳng từ gốm hoặc polyetylen
24,3
2
Đan phẳng từ thép, aramid hoặc
polyetylen
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
Aramid dệt kim
23,8
Găng tay để bảo vệ chống
đâm có giới hạn
4
Găng tay tương tự như mẫu thử 1 ở phía
trong một găng tay bằng
PVC
6,9
5
Găng tay có các tấm kim loại
mỏng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Găng tay để bảo vệ chống
đâm mạnh
6
Lưới kim loại
4,8a
a Không có
vòng khuyên nào bị cắt
Bảng A.2 - Kết
quả thử đạt được với khối đỡ và dao nặng 1 000 g, ở năng lượng tác động 1,47 J
lên găng tay
Số hiệu mẫu
thử
Găng tay để bảo vệ chống
đâm có giới hạn
Độ sâu đâm
xuyên
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
mm
4
Găng tay tương tự như mẫu thử 1 ở phía
trong một găng tay bằng PVC
Tổng
(>30)
5
Găng tay có các tấm kim loại mỏng
24,0
Găng tay để
bảo vệ chống đâm mạnh
6
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,0 a
6
Lưới kim loại 2,45 J (được thử theo
TCVN 8838-1 (ISO 13999-1)]
5,0 a
a Không có vòng
khuyên nào bị cắt
THƯ MỤC TÀI
LIỆU THAM KHẢO
[1] TCVN 6689 (ISO 13688), Quần áo bảo
vệ - Yêu cầu chung
[2] ISO 13998, Protective clothing -
Aprons, trousers and vests protecting against cuts and stabs by hand knives
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[4] EN 1082-3:2000, Protective clothing
- Gloves and arm guards protecting against cuts and stabs by hand
knives - Part 3: Impact cut test for fabric, leather and
other materials.
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất