TIÊU CHUẨN QUỐC
GIA
TCVN
8211-1 : 2009
ISO
8535-1 : 2006
ĐỘNG
CƠ ĐIÊZEN - ỐNG THÉP DÙNG CHO ĐƯỜNG ỐNG DẪN NHIÊN LIỆU CAO ÁP - PHẦN 1: YÊU CẦU
ĐỐI VỚI ỐNG CÓ MỘT LỚP, KÉO NGUỘI, KHÔNG HÀN
Diesel
engines - Steel tubes for high-pressure fuel injection pipes - Part 1:
Requirements for seamless cold-drawn single-wall tubes
Lời nói đầu
TCVN 8211-1 : 2009 hoàn toàn
tương đương với ISO 8535-1 : 2006.
TCVN 8211-1 : 2009 thay thế TCVN
2565 : 1978 (trừ điều 1.7;
1.8; 1.10 và 1.14).
TCVN 8211-1 : 2009 do Ban kỹ
thuật tiêu chuẩn quốc gia TCVN/TC 70 Động cơ đốt trong biên soạn, Tổng cục
Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Phần 1: Yêu cầu đối với ống có một lớp, kéo
nguội, không hàn.
- Phần 2: Yêu cầu đối với ống composite.
ĐỘNG CƠ
ĐIÊZEN - ỐNG THÉP DÙNG CHO ĐƯỜNG ỐNG DẪN NHIÊN LIỆU CAO ÁP - PHẦN 1: YÊU CẦU ĐỐI
VỚI ỐNG CÓ MỘT LỚP, KÉO NGUỘI, KHÔNG HÀN
Diesel engines
- Steel tubes for high-pressure fuel injection pipes - Part 1: Requirements for
seamless cold-drawn single-wall tubes
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các kích thước
và yêu cầu đối với các ống thép có một lớp, kéo nguội, không hàn dùng cho đường
ống dẫn nhiên liệu cao áp trong động cơ điêzen (động cơ đốt trong nén cháy)
(cáp 2) và thử bơm phun nhiên liệu (cấp 1).
Tiêu chuẩn này áp dụng cho động cơ điêzen (động cơ
đốt trong nén cháy).
2. Tài liệu viện dẫn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
TCVN 197 (ISO 6892), Vật liệu kim
loại
-
Thử kéo ở nhiệt độ thường.
TCVN 258-1 (ISO 6507-1), Vật liệu
kim loại - Thử độ cứng Vickers - Phần 1: Phương pháp thử.
TCVN 4399 (ISO 404), Thép và sản phẩm
thép - Yêu cầu kỹ thuật chung khi cung cấp.
ISO 12345, Diesel engines - Cleanliness
assessment of fuel injection equipment (Động cơ điêzen - Đánh giá
tình trạng sạch sẽ của thiết bị phun nhiên liệu).
3. Kích thước và dung
sai
3.1. Đường kính
Nên dùng các đường kính trong và ngoài
được cho trong Bảng 1. Có thể sử dụng các cỡ kích thước khác theo thỏa thuận giữa nhà cung cấp và khách hàng.
Các dung sai cho các đường kính trong
và ngoài phải như sau:1)
a) Đường kính trong d:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
± 0,025 mm đối với cấp 1;
d > 4mm: ± 0,10 mm đối
với cấp 2.
CHÚ THÍCH: Các cấp 1 và 2 được giải
thích trong Điều 1.
b) Đường kính ngoài, D, đối với cấp
1 và 2:
D < 8 mm: ± 0,06
mm;
D ≥ 8 mm: ± 0,10 mm.
c) Độ đồng tâm của đường kính ngoài của ống so với đường kính trong phải tỷ lệ với
chiều dày thành như đã chỉ ra trên Hình
1.
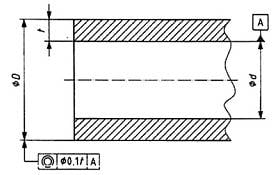
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d đường kính trong
t chiều dày thành
Hình 1 - Độ đồng
tâm của đường kính ngoài của ống
3.2. Chiều dài
Chiều dài và các dung sai
chiều dài phải theo thỏa thuận giữa nhà
cung cấp và khách hàng.
Bảng 1 - Các đường
kính trong và đường kính ngoài nên dùng
Kích thước tính bằng
milimét
4. Gia công vật liệu
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống phải được chế tạo bằng thép không hợp kim
có chất lượng hoặc bằng thép có chất lượng tương đương được sản xuất ra bởi quá trình luyện thép bảo đảm cho cấu trúc cơ tính đồng
nhất rất cao.
Nếu có yêu cầu của khách hàng, nhà
cung cấp phải giới thiệu phương pháp chế tạo và quá trình khử oxy được sử dụng.
4.2. Chế tạo ống
Quá trình tóp ống lần cuối phải có xử
lý nhiệt kèm theo để đạt được có tính quy định.
4.3. Chất lượng bề mặt
4.3.1. Yêu cầu chung
Các bề mặt bên ngoài và bên trong của ống
đã gia công hoàn thiện không được có vảy cán, gỉ, khe rãnh, vết nhăn,
sự phân lớp, vết lõm
sâu hoặc các khuyết tật có hại khác.
4.3.2. Bề mặt bên trong có
chất lượng cấp nhỏ nhất (lỗ cấp S)
Các bề mặt bên trong của ống có lỗ cấp
S đã gia công
hoàn thiện để bảo đảm cho lỗ được trơn nhẵn, có kích thước chính xác và
không có quá năm khuyết tật (vết nứt, khe hở, v.v...) có độ sâu lớn nhất vượt quá 0,08 mm
đến 0,13 mm trên mặt cắt ngang của ống
khi kiểm tra với độ phóng đại x 50 (xem Bảng 2).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu yêu cầu kiểm tra chặt chẽ hơn trên
độ sâu của các khuyết tật thì các lỗ cấp O, P, Q, hoặc R, khi đánh giá với
độ phóng đại đã chỉ ra (xem Bảng
2), có thể được quy định trong ký hiệu của
ống (xem
Điều
6).
Bảng 2 - Các
cấp của lỗ
Mã
Các khuyết
tật cho phép
Độ phóng đại
S
Như trong 4.3.2
x 50
R
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
x 100
Q
Tối đa là năm khuyết tật có độ sâu lớn
nhất trên 0,02 mm đến 0,05 mm
x 100
P
Tối đa là năm khuyết tật có độ sâu lớn
nhất trên 0,01 mm đến 0,02 mm
x 200
O
Tất cả các khuyết tật có độ sâu bằng
hoặc nhỏ hơn 0,01 mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.4. Gia công hoàn thiện bề
mặt
Bề mặt bên ngoài của ống khi cung cấp có thể được
phủ bằng mạ kim loại hoặc mạ kẽm, hoặc có thể được xử lý bề mặt bằng hóa học (xem Bảng 3).
Bề mặt bên trong của ống phải
được giữ ở trạng thái
không phủ.
Bảng 3 - Gia
công hoàn thiện bề mặt khi cung cấp
Mã
Trạng thái
bề mặt bên ngoài
Ghi chú cho
ứng dụng
0
Không quy định (theo lựa chọn của
nhà sản xuất)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
Bề mặt bên ngoài như ở trạng thái
đã được gia công, không bổ sung thêm bất cứ sự gia công hoàn thiện nào. Các ống đã được ủ hoặc thường
hóa trong môi trường có kiểm soát có thể
bị bạc màu
nhưng không được có vảy
long ra.
Trạng thái ưu tiên cho quá trình xử
lý bề mặt tiếp theo
2
Mạ kẽm với chiều dày tối thiểu của lớp
mạ 8 mm và cromat hóa không màu bổ
sung thêm a.
Khi cần có độ bền chịu ăn mòn tối
thiểu. Không nên dùng với các
nhiên liệu có gốc cồn nhẹ như methanol
3
Mạ kẽm với chiều dày tối thiểu của lớp
mạ 8 mm và cromat
hóa màu vàng bổ sung thêm a.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(Giành cho các ứng dụng trong tương
lai).
9
Được quy định theo thỏa thuận.
a Cromat hóa như đã mô tả trong ISO 2080 và ISO 4520.
4.5. Cơ tính tối thiểu của
ống
Các ống phải tuân theo một trong các cấp
cơ tính (các mã 1 đến mã 3) được liệt kê trong Bảng 4.
Bảng 4 - Cơ tính
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ bền kéo
nhỏ nhất,
Rm
MPa (N/mm2)
Giới hạn chảy trên nhỏ
nhất
ReH
MPa (N/mm2)
Độ giãn dài
nhỏ nhất,
A5
%
Độ cứng lớn
nhất
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
310
205
30
115
2
360
220
23
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
490
355
22
194
CHÚ THÍCH: Áp dụng các giá trị cơ tính trên khi
thử ống theo TCVN 258-1 và TCVN 197.
4.6. Độ sạch
Lỗ ống phải sạch và không có bất cứ sự
nhiễm bẩn hoặc lớp phủ nào có thể ảnh hưởng
xấu đến quá trình xử lý và sử dụng ống. Khi quy định các yêu cầu về độ sạch mặt
bên trong của ống phải sử dụng ISO 12345.
4.7. Độ thẳng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.8. Độ bền chịu ăn mòn
Các bề mặt bên ngoài và bên trong ống
phải được bảo vệ chống ăn mòn trong quá trình vận chuyển và bảo quản trong khu
vực kín. Có thể sử dụng một lớp phủ bền lâu trên bề mặt bên ngoài ống
khi có sự thỏa thuận giữa nhà cung cấp và
khách hàng. Bất cứ lớp phủ tạm
thời nào được sử dụng cũng không được gây hại cho các hệ thống phun và đốt cháy
của động cơ và phải loại ra được khỏi nhiên liệu điêzen.
5. Thử nghiệm
5.1. Yêu cầu chung
Nếu không có sự thỏa thuận nào khác giữa nhà cung cấp và khách
hàng, phải thực hiện các phép thử theo 5.2 đến 5.8.
5.2. Phạm vi của các phép
thử
Các ống phải được thử theo lô có cùng
kích thước, loại thép, xử lý nhiệt và gia công hoàn thiện bề mặt. Các ống từ mỗi
mẻ nấu thép phải được thử không phân biệt lô.
Đối với phép thử trong 5.4, kiểm tra
viên về thử nghiệm phải chọn một ống từ mỗi lô và đối với phép thử trong 5.6,
phải chọn ba ống. Các phép thử trong 5.3, 5.7.1 và 5.8 phải được thực hiện trên
tất cả các ống được
lựa chọn.
Đối với phép thử trong 5.7.3, cỡ lô, số
lượng mẫu thử và giới hạn chấp nhận phải được thỏa
thuận giữa nhà cung cấp và khách hàng trong đơn hàng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kích thước ống phải tuân theo các kích thước và
dung sai được chỉ dẫn trong Điều
3.
5.4. Thử cơ tính
Ống phải tuân theo các đặc tính kỹ thuật cho
trong Bảng 4. Phải thực hiện các phép thử phù hợp với TCVN 197 và TCVN 258-1.
Phải đo độ bền kéo, giới hạn
chảy, độ giãn dài và độ cứng.
5.5. Thử uốn
Ống phải chịu được uốn nguội với góc uốn 180°
qua một thanh có cùng đường kính với đường kính ngoài của ống mà không có các vết nứt nào
khác trên bề mặt ngoài.
5.6. Chồn nguội ống
Phép thử này phải được thực hiện trên
các ống có đường kính ngoài đến và bằng 15 mm.
Một đoạn ống có chiều dài bằng hai lần
đường kính ngoài (2D) phải có khả năng chịu nén đến chiều dài D mà không có các
vết nứt sâu quá 0,13 mm.
Phép thử phải được thực hiện giữa hai
mặt phẳng và các tấm song song trong đồ gá thử thích hợp.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.7.1. Phải kiểm tra bằng mắt
để bảo đảm rằng các ống
thỏa mãn yêu cầu
trong 4.3.1.
5.7.2. Nếu có sự thỏa thuận giữa nhà cung cấp và khách hàng thì
có thể thay kiểm tra bằng quan mắt bằng phương pháp kiểm tra không phá hủy.
5.7.3. Nếu cần có bằng chứng về độ
sâu của một khuyết tật quy định trong lỗ thì phải đưa ra phép kiểm tra cấu trúc tế vi với một mức
chất lượng chấp nhận được
(AQL) đã được thỏa thuận khi đặt hàng; phép kiểm phải được thực
hiện trên các mặt cắt ngang cho kiểm tra kim tương của ống với độ phóng đại tối
thiểu quy định trong Bảng 2.
5.7.4. Các lớp phủ bề mặt trên các ống có
bề mặt được mạ hoặc được xử lý bằng các phương pháp khác phải thỏa mãn các phép
thử trên các lớp phủ này khi có yêu cầu. Các phép thử này phải được thỏa thuận giữa nhà cung cấp và khách
hàng.
5.8. Thử áp lực bên trong
Các ống phải có khả năng chịu được các
áp lực bên trong thích hợp đã được quy định giữa nhà cung cấp và khách
hàng (xem Phụ lục A) mà không có biến dạng dư bên trong ống hoặc nổ vỡ ống. Khả
năng này phải được khẳng định bằng một phép thử thủy
lực. Có thể sử dụng các phép thử không phá hủy khác
như kiểm tra bằng điện tử, nếu có sự thỏa thuận
giữa nhà cung cấp và khách hàng.
5.9. Thử lại
Nếu sau khi thử theo 5.4, ống được lựa
chọn không đáp ứng yêu cầu thì phải lấy hai ống nữa trong cùng một lô để thử lại.
Phải áp dụng cùng một phương pháp cho phép thử trong 5.6. Mỗi một ống đã được lấy
phải đáp ứng các yêu cầu về thử nghiệm. Nếu có bất cứ ống nào không đạt được
các yêu cầu về thử nghiệm thì toàn bộ lô ống được coi là loại bỏ.
Nhà cung cấp có thể đệ
trình một lô ống đã bác bỏ để chấp nhận lại trong trường hợp có sự cải thiện
về chất lượng, ví dụ như lặp lại xử lý nhiệt.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.10. Giấy chứng nhận thử nghiệm
Nếu có yêu cầu [xem 6 i], phải cấp giấy chứng nhận thử nghiệm
cho mỗi chuyến hàng bằng tàu thủy khẳng định rằng các ống được cung
cấp đáp ứng các đặc tính kỹ thuật của tiêu chuẩn này. Để chứng minh,
có thể sử dụng các hồ sơ kiểm tra trong sản xuất liên tục liên quan đến các
phép thử nghiệm sau:
a) Kích thước theo 5.3;
b) Cơ tính theo 5.4;
c) Thử uốn theo 5.5;
d) Chồn nguội theo 5.6;
e) Kiểm tra bằng mắt theo 5.7.1;
f) Kiểm tra kim tương theo 5.7.1;
g) Thử áp lực bên trong theo 5.8.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
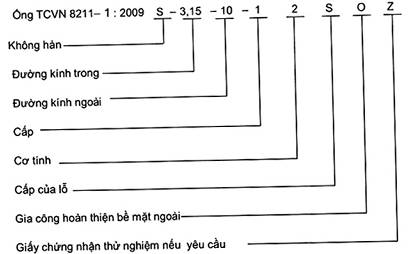
6. Ký hiệu
Ống thép đáp ứng các yêu cầu của tiêu chuẩn này phải được
ký hiệu theo thứ tự sau:
a) Danh từ “Ống”;
b) Tham chiếu TCVN 8211-1;
c) Loại ống, ống thép có một lớp, kéo nguội,
không hàn được chỉ thị bởi chữ “S”;
d) Cỡ kích thước: ký tự thứ hai và thứ ba
nhận biết các đường kính trong và ngoài danh nghĩa tương ứng của ống, tính bằng milimét;
e) Cấp: ký tự thứ tư xác định dung sai đường
kính của lỗ
[xem 3.1a];
f) Ký tự thứ năm nhận biết cơ tính của ống
theo Bảng 4;
g) Ký tự thứ sáu nhận biết cấp của lỗ ống
theo Bảng 2;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
i) Ở cuối ký hiệu có thêm vào chữ “Z” để
chỉ ra rằng giấy chứng nhận của nhà sản xuất ống khẳng định
sự phù hợp với tiêu chuẩn này và các yêu
cầu bổ sung thêm, nếu có (xem TCVN 4399).
VÍ DỤ: Ống phù hợp với tiêu
chuẩn này phải được ký hiệu như sau:
7. Nhận dạng và ghi
nhãn
Các ống phải được nhận dạng bằng cách
sử dụng các nhãn hiệu có ký hiệu theo Điều 6. Cho phép có sự ghi nhãn bổ sung nếu có thỏa
thuận giữa nhà cung cấp và khách hàng.
8. Bao gói
Trừ khi có sự thỏa thuận
khác giữa nhà cung cấp và khách hàng, các ống phải được cung cấp dưới dạng
các bó được bao gói chắc chắn với các ống được bít kín ở cả hai đầu.
Phụ
lục A
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Áp
suất lý thuyết lớn nhất cho thử nghiệm áp lực bên trong
Áp suất thử lý thuyết lớn nhất pmax,
tính bằng
kilopascal, để kiểm tra sự biến dạng dư bên trong (xem 5.8) được xác
định bằng tính số của hệ số ứng suất và giới hạn chảy trên, ReH, tính bằng Newton
trên
milimét
vuông (1 N/mm2 = 1 MPa) và dựa trên chuẩn biến dạng dẻo của Von
Mises:
trong đó:

D là đường kính ngoài,
tính bằng milimét;
d là đường kính trong,
tính bằng milimét.
THƯ
MỤC TÀI LIỆU THAM KHẢO
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[2] ISO 3 : 1973, Prefered numbers
- Series of preferred numbers
(Số ưu tiên - Dãy số ưu tiên).
[3] ISO 2080 : 1981, Electroplating and
related processes - Vocabulary (Mạ điện và các quy trình có liên quan - Từ
vựng).
[4] ISO 4093, Diesel engines - Fuel
injection pumps - High-pressure pipes for testing (Động cơ điêzen - Bơm
phun nhiên liệu - Đường ống cao áp cho thử nghiệm).
[5] ISO 4520 : 1981, Chromate
conversion coatings on electroplated zinc and cadmium coatings (Các lớp phủ
chuyển đổi cromat trên các lớp mạ kẽm và cadimi).
1) Các dung sai này phù hợp với ISO 4093.
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất