TIÊU CHUẨN QUỐC
GIA
TCVN
8185 : 2009
ISO
1099 : 2006
VẬT LIỆU KIM LOẠI - THỬ MỎI - PHƯƠNG PHÁP ĐẶT LỰC DỌC TRỤC
ĐIỀU KHIỂN ĐƯỢC
Metallic
materials - Fatigue testing - Axial force-controlled method
Lời nói đầu
TCVN 8185 : 2009 hoàn toàn tương đương
với ISO 1099 : 2006.
TCVN 8185 : 2009 do Ban kỹ thuật tiêu
chuẩn quốc gia TCVN/TC 164 Thử cơ lý kim loại biên soạn, Tổng cục Tiêu
chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
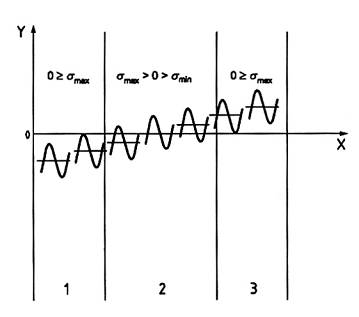
Thông thường các mẫu thử giống nhau được
lắp trên máy thử mỏi kiểu đặt lực chiều trục và chịu các điều kiện tải trọng
yêu cầu sao cho đưa vào bất kỳ loại chu trình ứng suất nào như được minh họa ở Hình
1. Nếu không có qui định khác dạng sóng thử phải có biên độ không đổi, dạng
hình sin.
Lực đặt vào mẫu thử theo phương dọc trục
đi qua tâm của từng mặt cắt ngang.
Phép thử được tiếp tục cho đến khi mẫu
thử bị phá hủy hoặc cho đến khi vượt quá số chu trình ứng suất xác định trước.
(Xem các Điều 4 và 13).
Phép thử điển hình được tiến hành ở
nhiệt độ thường (lý tưởng từ 10 °C đến 35 °C).
CHÚ THÍCH: Kết quả của phép thử mỏi có
thể bị ảnh hưởng bởi các điều kiện khí quyển, do đó các điều kiện này phải theo
2.1 của ISO 554:1976.
VẬT LIỆU KIM
LOẠI - THỬ MỎI - PHƯƠNG PHÁP ĐẶT LỰC DỌC TRỤC ĐIỀU KHIỂN ĐƯỢC
Metallic
materials - Fatigue testing - Axial force-controlled method
1. Phạm vi áp dụng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tiêu chuẩn này mô tả hình dạng, sự chuẩn
bị và tiến hành thử nghiệm mẫu có mặt cắt ngang hình tròn hoặc hình chữ nhật và
không bao gồm sự thử bộ phận và thử các dạng riêng khác.
CHÚ THÍCH: Tiêu chuẩn này không bao gồm
thử mỏi các mẫu được cắt rãnh do hình dạng và kích thước của mẫu thử này không
được tiêu chuẩn hóa. Tuy nhiên, qui trình thử được mô tả trong tiêu chuẩn này có
thể được áp dụng để thử mỏi các mẫu được cắt rãnh.
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết
đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng
phiên bản được nêu. Đối với tài liệu không ghi năm công bố, áp dụng phiên bản mới
nhất (bao gồm cả các sửa đổi).
ISO 554: 1976, Standard atmospheres
for conditioning and/or testing - Specifications (Môi trường chuẩn
cho thuần hóa và/hoặc thử nghiệm
- Đặc tính kỹ thuật).
ISO 4287: 1997, Geometrical Product
Specifications (GPS) - Surface texture: Profile method - Terms, definitions and
surface texture parameters (Đặc tính hình học của sản phẩm (GPS) - Cấu trúc
bề mặt: Phương pháp prôfin - Thuật ngữ, định nghĩa và thông số cấu trúc bề mặt).
ISO 4288: 1996, Geometrical Product
Specifications (GPS) - Surface texture: Profile method - Rules and procedures
for the assessment of surface texture (Đặc tính hình học của sản phẩm (GPS)
- Cấu trúc bề mặt: Phương pháp prôfin - Qui tắc và qui trình đánh giá cấu trúc
bề mặt).
ISO 4965: 1979, Axial load fatigue
testing machines - Dynamic force calibration - Strain gauge technique (Máy thử
mỏi đặt tải dọc trục - Hiệu chuẩn lực động - Kỹ thuật đo biến dạng).
ISO 7500-1: 2004, Metallic materials - Verification of static
uniaxial testing machines - Part 1: Tension/compression testing machines - Verification and
calibration of the force-measuring system (Vật liệu kim loại - Kiểm định máy
thử một trục tĩnh - Phần 1: Máy thử kéo/nén - Kiểm định và hiệu chuẩn hệ thống
đo lực).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tiêu chuẩn này áp dụng các thuật ngữ
và định nghĩa sau.
3.1. Đường kính thử
(test
diameter), d
Khoảng cách theo hướng xuyên tâm hoặc
chiều rộng của mẫu thử tại đó ứng suất là lớn nhất.
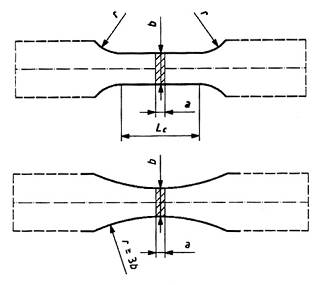
Xem Hình 3 và Hình 4.
3.2. Chiều dày của phần thử (thickness of
test section), a
Chiều dày của mặt cắt ngang hình chữ
nhật của mẫu thử.
3.3. Chiều rộng của
phần thử (width of
test section), b
Chiều rộng của mặt cắt ngang hình chữ
nhật của mẫu thử.
3.4. Chiều dài phần song song (parallel
length), Lc
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xem Hình 3 và Hình 4.
3.5. Bán kính (radius), r
Độ cong ở các đầu của phần thử bắt đầu
có sự chuyển tiếp từ đường kính thử, d, hoặc chiều rộng thử, b, đến đường kính
hoặc chiều rộng của các đầu kẹp; hoặc bán kính của đường cong liên tục giữa hai
đầu kẹp của mẫu thử.
CHÚ THÍCH: Đường cong này không cần
đúng là cung tròn trên toàn bộ chiều dài từ đầu của phần thử đến chỗ bắt đầu của
đầu mở rộng đối với các mẫu thử trên các Hình 3a) và Hình 4a).
3.6. Ứng suất lớn nhất (maximum
stress), smax, Smax
Giá trị đại số lớn nhất của ứng
suất trong một chu trình ứng suất.
Xem Hình 2.
3.7. Ứng suất trung bình (mean
stress), sm, Sm
Một nửa tổng đại số của ứng suất lớn
nhất và ứng suất nhỏ nhất trong chu trình ứng suất.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.8. Ứng suất nhỏ nhất (minimum
stress), smin, Smin
Giá trị đại số nhỏ nhất của ứng suất
trong chu trình ứng suất.
Xem Hình 2.
3.9. Biên độ ứng suất (stress amplitude),
sa, Sa
Một nửa hiệu đại số giữa ứng suất lớn
nhất và ứng suất nhỏ nhất trong chu trình ứng suất.
Xem Hình 2.
3.10. Miền ứng suất (stress
range), ∆s, ∆S
Hiệu số giữa ứng suất lớn nhất và ứng
suất nhỏ nhất
∆s = smax - smin hoặc ∆ S = Smax - Smin.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.11. Hệ số ứng suất (stress
ratio), Rs
Tỉ số giữa ứng suất nhỏ nhất và ứng suất
lớn nhất của một chu trình.
Rs = smin / smax.
Xem Hình 2.
3.12. Chu trình ứng
suất
(stress cycle)
Sự thay đổi của ứng suất theo thời
gian, lặp lại có chu kỳ và giống hệt nhau.
Xem Hình 2.
3.13. Số chu trình (number of
cycles), N
Số lượng các đoạn nhỏ nhất của biểu đồ
hàm lực-thời gian, ứng suất-thời gian, biến dạng-thời gian hàm đó được lặp lại
có chu kỳ.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số chu trình tác dụng đến dấu hiệu phá
hủy qui định.
3.15. Giới hạn mỏi ở
số chu trình N (fatigue strength at N cycles), sN
Giá trị của biên độ ứng suất tại hệ số
ứng suất đã biết trong đó mẫu thử sẽ có tuổi thọ N chu trình.
4. Kế hoạch thử nghiệm
4.1. Nguyên
tắc chung
Trước khi bắt đầu thử nghiệm, nếu
không có các qui định khác trong tiêu chuẩn sản phẩm tương ứng, phải có sự nhất
trí của các bên có liên quan về:
a) Dạng mẫu thử sử dụng (xem 5.1).
b) Hệ số ứng suất sử dụng.
c) Mục đích thử nghiệm, nghĩa là để xác
định:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- giới hạn mỏi ở “độ bền mỏi” qui định;
- đồ thị đường cong S/N hoặc đường cong Wohler
đầy đủ.
d) Số lượng mẫu thử và trình tự thử
nghiệm.
e) Giới hạn số chu trình phải thử khi
mẫu chưa bị phá hủy.
f) Nhiệt độ thử nếu nhiệt độ này khác
so với các yêu cầu trong 5.2.
Thường sử dụng “độ bền mỏi” , ví dụ,
107 chu trình đối với thép kết cấu và 108 chu trình đối với
các thép khác và hợp kim màu. Tuy nhiên trong quan niệm nghiên cứu gần đây, điều
quan trọng cần lưu ý là các kim loại thường không thể hiện bản chất “giới hạn độ
bền mỏi” hoặc “giới hạn mỏi”, tức là, một ứng suất mà dưới ứng suất này kim loại
sẽ chịu một “số chu trình vô hạn”. Đặc biệt là, “trạng thái bình ổn” trong tuổi
bền ứng suất được xem như một “giới hạn mỏi” hoặc “giới hạn độ bền mỏi” qui ước,
nhưng sự phá hủy dưới các mức này đã xảy ra và được báo cáo. Ví dụ, xem các
tham khảo từ [1] đến [3] trong thư mục tài liệu tham khảo.
4.2. Biểu diễn kết quả thử mỏi
Dự định nghiên cứu, và cách sử dụng kết
quả, chi phối sự lựa chọn phương pháp biểu diễn kết quả thích hợp nhất từ các
phương pháp có thể sử dụng, bằng đồ thị và bằng phương pháp khác. Kết quả thử mỏi
thường được biểu diễn bằng đồ thị. Trong bản báo cáo dữ liệu thử mỏi, điều kiện
thử phải được xác định rõ ràng. Mong muốn bổ sung dữ liệu số được xếp thành bảng
vào các biểu diễn bằng đồ thị ở đó dạng biểu diễn cho phép.
4.2.1. Đồ thị đường cong S-N hoặc Wohler
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.2.2. Biểu đồ ứng suất trung bình
Giới hạn mỏi nhận được từ đồ thị đường
cong Wohler hoặc đường cong S-N được vẽ trong biểu đồ giới hạn mỏi. Các kết quả
có thể được biểu diễn trực tiếp bằng đồ thị đã cho, đặc biệt là đối với “độ bền
mỏi”, biên độ ứng suất dựa trên ứng suất trung bình, như chỉ ra trên Hình 7 (biểu
đồ Smith); hoặc bằng việc vẽ đồ thị ứng suất lớn nhất dựa trên ứng suất nhỏ nhất,
như chỉ ra trên Hình 8 (biểu đồ Ros). Các kết quả thực nghiệm có thể được vẽ
trên cùng một hình.
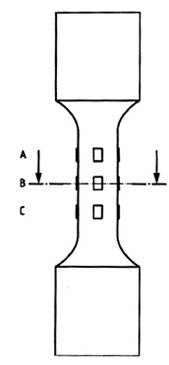
4.2.3. Căn thẳng
Việc kiểm tra căn thẳng phải được thực
hiện bằng cách sử dụng một mẫu hiệu chuẩn tiêu chuẩn. Mẫu được minh họa ở Hình
9 phải có dạng hình học tương tự với mẫu được thử. Mẫu căn thẳng nên được làm từ
thép được tôi cứng hoặc vật liệu tương tự có khả năng biến dạng đàn hồi tổng ít
nhất 0,4 % hoặc lực tương ứng với biến dạng lớn nhất đặt trên mẫu được sử dụng
trong loạt thử.
Để kiểm tra sai lệch do dịch chuyển
góc, dịch chuyển ngang và/hoặc dịch chuyển của bộ truyền tải, mẫu căn thẳng phải
có cảm biến được kẹp chặt tại các vị trí A, B và C như minh họa ở Hình 9. Cùng
với đầu hoặc đáy (không phải cả hai) của mẫu được đo biến dạng được kẹp trong
thiết bị kẹp, nhiệt độ phải được tính đến để làm cân bằng và sự điều chỉnh chuẩn
không (0) của bộ khuyếch đại cầu đo. Ở thời điểm này, mẫu căn thẳng phải được kẹp
trong cả kẹp trên và kẹp dưới.
Mẫu đã được hiệu chỉnh phải được đặt tải
kéo đến biến dạng lớn nhất 0,4 % hoặc lực tương ứng với biến dạng lớn nhất đặt
trên mẫu trong các loạt thử, nếu giá trị này không vượt quá 0,4 % biến dạng
trên mẫu thử hiệu chỉnh. Lực thử phải được đặt lên mẫu thử đã được hiệu chỉnh bốn
lần, tương ứng với các vị trí của mẫu: 0°, 90°, 180°, 270°. Phần trăm độ uốn được
tính toán cho từng vị trí trong bốn vị trí mẫu thử phù hợp với sơ đồ trong Hình
9. Nếu phần trăm độ uốn vượt quá 5 % trên một hoặc nhiều hơn của ba mặt phẳng
đo đối với bất kỳ vị trí nào trong số bốn vị trí mẫu thử, sự điều chỉnh phải được
thực hiện trong bộ dẫn động khung thử hoặc đồ gá và/hoặc bộ biến đổi đo lực, tiếp
theo lặp lại qui trình cho đến khi đạt được nhỏ hơn 5 % giới hạn phần trăm độ uốn.
Qui trình này phải được lặp lại trong
sự nén ép để chắc chắn rằng sự căn thẳng nằm trong phạm vi qui định (nghĩa là 5
%).
Nếu sự kiểm tra không thỏa mãn thì phải
thực hiện:
- Tính lặp lại của phép đo phải được
kiểm định bằng cách thực hiện qui trình này vài lần.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Các chi tiết cấu thành bộ kẹp (dụng
cụ, phần tử, máy) phải được kiểm tra về độ chính xác hình học của chúng.
5. Hình dạng và kích
thước mẫu thử
5.1. Hình dạng
mẫu thử
Nói chung, phải sử dụng mẫu có phần thử
được gia công hoàn toàn như loại được chỉ ra ở Hình 3 và Hình 4.
Mẫu thử có thể như sau:
- Có mặt cắt ngang hình tròn, có các
cung lượn tròn tiếp tuyến giữa phần thử với các đầu [Hình 3 a)], hoặc có bán kính
liên tục giữa hai đầu [Hình 3 b)];
- Có mặt cắt ngang hình chữ nhật có
chiều dày đồng đều trên phần thử có các cung lượn tròn tiếp tuyến giữa phần thử
với các đầu để kẹp [Hình 4 a)], hoặc có bán kính liên tục giữa hai đầu [Hình 4
b)].
Điều quan trọng cần lưu ý là, đối với
mẫu có mặt cắt ngang hình chữ nhật, có thể cần phải giảm cả chiều dày và chiều
rộng của phần thử. Nếu điều này là cần thiết, khi đó các cung lượn tròn phải được
yêu cầu theo cả các hướng chiều dày và chiều rộng. Ngoài ra, đối với mẫu có mặt
cắt ngang hình chữ nhật, khi cần tính đến trạng thái bề mặt kim loại được sử dụng
trong ứng dụng thực tế, thì ít nhất một bề mặt của phần thử của mẫu thử phải giữ
lại không gia công. Đây cũng thường là trường hợp, đối với các phép thử mỏi được
tiến hành với việc sử dụng mẫu thử có mặt cắt ngang hình chữ nhật, thì kết quả
thử luôn không thể so sánh được với kết quả xác định trên mẫu hình trụ, do sự
khó khăn trong việc đạt được một bề mặt hoàn thiện thích hợp hoặc do các vết nứt
mỏi bắt đầu ở các góc của mẫu thử hình chữ nhật.
Đối với dạng khác của mẫu thử mà phần
thử được định dạng bằng bán kính lượn liên tục, bán kính này không được nhỏ hơn
3d (hoặc 3b) và hệ số tập trung ứng suất đàn hồi phải được đưa vào trong báo
cáo thử.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phép thử điển hình được tiến hành ở nhiệt
độ thường (lý tưởng từ 10 °C đến 35 °C). Trong trường hợp thử ở nhiệt độ thấp
hoặc cao, nhiệt độ mẫu thử có thể được đo bằng cách sử dụng cặp nhiệt điện tiếp
xúc với bề mặt mẫu, hoặc bằng thiết bị thích hợp khác có độ chính xác tới ± 2 °C.
Nhiệt độ của mẫu thử, T, phải được dẫn chứng bằng tài liệu nếu nó được xem là
“cao” (H), tức là lớn hơn hoặc bằng 0,3 lần nhiệt độ đồng đẳng của kim loại
[nghĩa là ³ 0,3 TH
= Tthử (K) / Tchảy (K)].
6. Mẫu thử
6.1. Dạng hình học
6.2. Sản phẩm (thanh, tấm phẳng dày
hơn 5 mm)
Phần đo của mẫu đại diện một phần tử
thể tích của vật liệu được nghiên cứu, nó hàm ý rằng dạng hình học của mẫu
không được ảnh hưởng đến việc sử dụng các kết quả.
Nên sử dụng các kích thước hình học
trong Bảng 1 (xem Hình 3).
Bảng 1
Thông số
Kích thước
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d ³ 3mm
Bán kính chuyển tiếp (từ phần song
song đến đầu để kẹp)
r ³ 2d
Đường kính ngoài (đầu để kẹp)
D ³ 2d
Chiều dài của phần làm giảm
Lc
£ 8d
Có thể sử dụng mặt cắt ngang hình học
và chiều dài đo khác. Điều quan trọng là dung sai chung của mẫu tôn trọng ba
tính chất sau:
- Độ song song
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Độ đồng tâm
 £
0,005d
£
0,005d
- Độ vuông góc
^
£ 0,005d
(Các giá trị này được biểu thị liên
quan đến trục hoặc mặt phẳng chuẩn).
6.1.2. Sản phẩm phẳng có chiều dày nhỏ
hơn hoặc bằng 5 mm
Nói chung, sự xem xét trong 6.1.1 cũng
được áp dụng để thử cho các sản phẩm trên.
Do thường đặt tải thấp, nên có thể yêu
cầu bộ biến đổi đo lực phải nhạy cảm hơn.
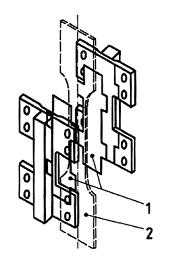
Nói chung, chiều rộng của mẫu được làm
giảm đi trong đoạn chiều dài đo để tránh hỏng ở các đầu kẹp. Trong một số ứng dụng,
có thể cần thiết bổ sung thêm các miếng đệm ở đầu mẫu thử để tăng sự kẹp chặt
và chiều dày, cũng như để tránh hỏng ở các đầu kẹp (Hình 10).
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Độ song song và sự thẳng hàng của
các kẹp,
- Sự thẳng hàng của mẫu thử với trục đặt
tải.
Sự kiểm định này phải được thực hiện bằng
việc sử dụng một mẫu có dạng hình học tương tự đến mức có thể thực hiện so với
mẫu được thử, được trang bị các biến dạng kế trên hai mặt. Trong một số trường
hợp, có thể cần phải sử dụng các tấm kẹp chống cong vênh trên các mặt của mẫu.
Ví dụ tấm kẹp chống cong vênh được chỉ ra trên Hình 11. Tuy nhiên, thường không
sử dụng các tấm kẹp chống cong vênh này.
6.2. Chuẩn
bị mẫu
Trong tất cả các chương trình thử mỏi
để mô tả tính chất bên trong (thuộc bản chất) của vật liệu, điều quan trọng là
phải tuân theo các kiến nghị sau trong khi chuẩn bị mẫu. Có thể có sai khác so
với các kiến nghị này nếu chương trình thử tập trung vào xác định ảnh hưởng của
yếu tố riêng (xử lý bề mặt, sự oxy hóa, ...) không thích hợp với các kiến nghị
này. Trong tất cả các trường hợp, các sai khác này phải được ghi chú trong báo
cáo thử.
6.2.1. Qui trình gia công
6.2.1.1. Qui định chung
Qui trình gia công được chọn có thể
gây ra ứng suất dư trên bề mặt mẫu có khả năng ảnh hưởng đến kết quả thử. Ứng
suất dư này có thể được gây ra bởi sự thay đổi nhiệt trong giai đoạn gia công, ứng
suất kết hợp với biến dạng của kim loại hoặc các thay đổi tổ chức tế vi. Ảnh hưởng
của chúng thấp hơn khi thử ở nhiệt độ cao vì ứng suất dư được khử một phần hoặc
toàn bộ ở nhiệt độ cao. Tuy nhiên, có thể giảm ứng suất dư bằng cách sử dụng
qui trình gia công lần cuối thích hợp, đặc biệt là trước khi đánh bóng lần cuối.
Đối với các vật liệu cứng hơn, mài được
ưu tiên hơn gia công bằng cắt gọt (tiện hoặc phay). Tiếp sau đó là đánh bóng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Đánh bóng: loại bỏ lần cuối 0,025 mm
với các giấy giáp có kích thước hạt giảm dần. Nên sử dụng phương đánh bóng lần
cuối dọc theo trục của mẫu.
6.2.1.2. Sự thay đổi tổ chức tế vi của
kim loại
Hiện tượng này có thể do sự tăng nhiệt
độ và sự biến cứng nguội do gia công. Nó có thể là sự thay đổi pha của vật chất
hoặc thường là sự kết tinh lại bề mặt. Ảnh hưởng trực tiếp của hiện tượng này
là làm cho phép thử không hợp lệ, vì vật liệu đã thử không là vật liệu lúc đầu
nữa. Do vậy phải thực hiện các biện pháp phòng ngừa để tránh rủi ro này.
6.2.1.3. Sự lẫn tạp chất
Cơ tính của một số loại vật liệu bị giảm
đi khi có mặt của một vài nguyên tố hoặc hợp chất nào đó. Ví dụ như ảnh hưởng của
clo trong thép và hợp kim titan. Do đó phải tránh các nguyên tố này trong các sản
phẩm sử dụng (dung dịch trơn nguội, ...). Nên rửa và lau tẩy dầu mỡ cho mẫu thử
trước khi bảo quản.
6.2.2. Lấy mẫu và ghi nhãn
Việc lấy mẫu vật liệu thử từ bán thành
phẩm hoặc từ một bộ phận có thể có ảnh hưởng lớn đến kết quả nhận được trong
khi thử. Do đó việc lấy mẫu này cần thiết được tiến hành với sự hiểu biết đầy đủ
về trạng thái. Một bản vẽ lấy mẫu được đính kèm với báo cáo thử phải cho biết một
cách rõ ràng về:
- Vị trí của từng mẫu thử,
- Phương đặc trưng mà bán thành phẩm
đã được chế tạo (phương cán, đùn, …, nếu thích hợp), và
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các mẫu thử phải có nhãn/sự nhận biết trong
từng giai đoạn khác nhau khi chuẩn bị chúng. Nhãn/sự nhận biết có thể được ứng
dụng bằng cách sử dụng bất kỳ phương pháp đáng tin cậy nào trong vùng không bao
giờ biến mất trong quá trình gia công hoặc không ảnh hưởng bất lợi đến chất lượng
của phép thử.
6.2.3. Trạng thái bề mặt của mẫu thử
Trạng thái bề mặt của mẫu thử có ảnh
hưởng đến kết quả thử. Ảnh hưởng này thường được đi kèm với một hoặc nhiều yếu
tố sau:
- Độ nhám bề mặt mẫu thử;
- Sự hiện hiện của ứng suất dư;
- Sự thay đổi tổ chức tế vi của vật liệu;
- Sự lẫn tạp chất.
Các kiến nghị dưới đây cho phép làm giảm
ảnh hưởng của các yếu tố này đến mức nhỏ nhất.
Trạng thái bề mặt thường xác định bằng
độ nhám trung bình hoặc tương đương (ví dụ độ nhám của 10 điểm hoặc chiều cao lớn
nhất của nhấp nhô bề mặt). Ảnh hưởng của sự thay đổi này đến các kết quả nhận
được phụ thuộc nhiều vào điều kiện thử, và ảnh hưởng của nó được làm giảm bằng
ăn mòn bề mặt của mẫu hoặc biến dạng dẻo. Trong bất cứ điều kiện thử nào, nên
ưu tiên qui định độ nhám bề mặt trung bình Ra nhỏ hơn 0,2 mm (hoặc tương
đương). Xem ISO 4287 và ISO 4288.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu nhiệt luyện được thực hiện sau khi
gia công hoàn thiện thô mẫu thì tiến hành đánh bóng lần cuối sau khi nhiệt luyện
sẽ thích hợp hơn. Nếu không thể thực hiện được điều này, nhiệt luyện phải được
thực hiện trong chân không hoặc trong khí trơ để ngăn ngừa sự oxy hóa mẫu thử.
Sự nhiệt luyện này không được làm thay đổi các đặc tính tổ chức tế vi của vật
liệu. Các đặc trưng của nhiệt luyện và qui trình gia công phải được báo cáo
cùng với kết quả thử.
6.2.4. Kiểm tra kích thước
Các kích thước phải được đo khi hoàn
thành giai đoạn gia công lần cuối bằng cách dùng phương pháp đo sao cho không
làm thay đổi trạng thái bề mặt.
6.2.5. Bảo quản và vận chuyển
Sau khi chuẩn bị, mẫu phải được bảo quản
để ngăn ngừa các rủi ro hư hỏng (các vết xước do tiếp xúc, sự oxy hóa, ...). Nên
sử dụng các hộp hoặc ống riêng biệt có các nắp ở đầu. Trong một số trường hợp,
cần thiết bảo quản trong chân không hoặc trong bình chống ẩm được đổ đầy chất
chống ẩm silicagen.
Việc vận chuyển nên được giảm tới mức
nhỏ nhất cần thiết. Sự chú ý đặc biệt phải được đưa ra để ghi nhãn các mẫu. Sự
nhận biết phải được gắn vào từng đầu của mẫu trước khi thử.
7. Thiết bị
7.1. Máy thử
Phép thử phải được thực hiện trên máy
kéo-nén, được thiết kế để khởi động êm mà không có sự giật cục khi chuyển qua
điểm không (0). Máy phải có độ cứng vững trên phương ngang và sự căn thẳng
chính xác.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.1.1. Bộ biến đổi đo lực
Bộ biến đổi đo lực phải có độ cứng vững
cả trên phương ngang và phương dọc trục. Khả năng của nó phải thích hợp cho các
lực được đặt trong khi thử. Bộ biến đổi đo lực phải được đánh giá về mỏi và
thích hợp cho các lực được đặt trong khi thử. Lực được chỉ thị như được ghi ở cổng
ra từ máy vi tính trong một hệ thống tự động, hoặc từ thiết bị ghi tín hiệu ra
cuối cùng trong bất kỳ hệ thống không tự động nào, phải nằm trong sai lệch cho
phép được qui định so với lực thực tế. Khả năng cảm biến tải trọng phải đủ bao
hàm dải các tải trọng đo được trong một phép thử với độ chính xác tốt hơn 1 %
giá trị đọc. Cảm biến lực phải được bù nhiệt và không có sự trôi điểm không hoặc
sai lệch độ nhạy lớn hơn 0,002 % giá trị thang đo cho mỗi 1 °C.
7.1.2. Kẹp mẫu
Thiết bị kẹp mẫu phải truyền lực có
chu kỳ tới mẫu mà không có sự ngắt quãng dọc theo trục của mẫu. Khoảng cách giữa
các đầu kẹp phải nhỏ nhất tới mức có thể để tránh xu hướng mẫu thử bị biến dạng.
Các đặc trưng hình học của thiết bị kẹp mẫu phải đảm bảo hiệu chỉnh sự căn thẳng
để đáp ứng các yêu cầu được qui định trong 7.1.3; Do đó cần thiết giới hạn số
lượng các bộ phận của các thiết bị kẹp này, và giảm số lượng các bề mặt tiếp
xúc cơ học tới mức nhỏ nhất.
Thiết bị kẹp phải đảm bảo rằng việc lắp
ghép mẫu thử có thể lặp lại được. Thiết bị kẹp phải có các bề mặt đảm bảo sự
căn thẳng mẫu và các bề mặt này, cho phép truyền lực kéo và nén không có sự ngắt
quãng trong suốt quá trình thử.
7.1.3. Kiểm tra sự căn thẳng
Sự uốn do không thẳng hàng trong hệ thống
kẹp cứng thường do:
a) Dịch chuyển góc của các đầu kẹp mẫu
thử;
b) Dịch chuyển ngang của các thanh chất
tải (hoặc các đầu kẹp mẫu thử) trong một hệ thống cứng vững lý tưởng;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Trong trường hợp các máy có trợ lực
thủy lực, một thanh dẫn động có khe hở bên trong các ổ lăn.
Sự căn thẳng phải được kiểm tra trước
mỗi loạt thử hoặc bất kỳ thời điểm nào khi có sự thay đổi bộ truyền lực. Phần
trăm độ uốn do không thẳng hàng của máy phải £ 5 % biến dạng dọc trục hoặc ± 50 micro biến
dạng, lấy giá trị nào lớn hơn. Hình 9 biểu diễn ví dụ được khuyến nghị về mẫu
được căn thẳng bằng cảm biến. Có các kỹ thuật khác để đo sự căn thẳng mà nó
thích hợp cho mục đích này.
7.2. Thiết bị đo để định lượng thử nghiệm
7.2.1. Hệ thống ghi
Các hệ thống sau phải được xem xét như
một yêu cầu tối thiểu đối với việc ghi dữ liệu:
Thiết bị đo lực lớn nhất dựa vào thời
gian. Ví dụ, một dao động kế hoặc thiết bị lưu trữ số có khả năng mô phỏng tín
hiệu được ghi dưới dạng ảnh hoặc dạng tương tự. Các thiết bị này là cần thiết
khi tốc độ của các tín hiệu ghi quá cao đối với tốc độ lớn nhất của máy ghi. Do
đó chúng cho phép ghi thường xuyên rồi sau đó được mô phỏng ở tốc độ thấp hơn.
Các hệ thống được mô tả ở trên có thể được thay thế bằng một hệ thống máy tính
có khả năng thực hiện nhiệm vụ tập hợp và xử lý dữ liệu dạng số.
7.2.2. Bộ đếm chu kỳ
Một bộ đếm chu kỳ là cần thiết để ghi
số chu kỳ.
7.3. Kiểm tra và kiểm định
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Theo qui định, mỗi bộ biến đổi đo lực
và điện tử kết hợp phải luôn được kiểm tra như một thiết bị.
- Lực phải được hiệu chuẩn phù hợp với
ISO 7500-1 và, theo tiêu chuẩn này, phải được liên kết với chuẩn quốc gia.
- Hệ thống đo nhiệt độ phải được kiểm
định theo tiêu chuẩn ISO hoặc tiêu chuẩn quốc gia tương ứng.
8. Máy thử
Hệ thống đo lực của máy thử phải được
kiểm định tĩnh phù hợp với ISO 7500-1: 2004, đạt tới cấp 1. Nó phải được đảm bảo
rằng sai số đo lực động gia tăng không vượt quá ± 1 % phạm vi đo lực yêu cầu.
CHÚ THÍCH 1: Điều này rất quan trọng để
nhận ra tầm quan trọng của các sai số động (lực quán tính) được đưa vào bằng khối
lượng giữa cảm biến tải trọng và mẫu thử. Sai số lực quán tính = khối lượng kẹp
x gia tốc riêng của nó. Các sai số lực quán tính, được tính bằng phần trăm của
phạm vi đo lực, có thể khác với bình phương tần số và chịu ảnh hưởng nhiều vào
sự phù hợp của mẫu. Sự cộng hưởng máy thử (thân máy cứng vững) trên các phần gá
lắp của máy có thể là nguồn sai số có ảnh hưởng lớn.
Máy thử có cảm biến tải trọng riêng,
các thiết bị kẹp và khớp nối được sử dụng để thử động và một mẫu được đo biến dạng
hoặc lực kế, sự làm đúng tương tự các mẫu thử, phải được kiểm định để đo lực động
trên dải tần số quan tâm.
CHÚ THÍCH 2: Để tránh các sai số động ³ ± 1 % phạm vi đo lực,
cần tạo một bảng sai số để hiệu chỉnh phạm vi đo lực động của máy thử.
Máy thử phải được trang bị hệ thống đếm
chu kỳ chính xác đến 1 % và có sai số ngắt máy khi mẫu phá hủy.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 3: ISO 4965 đưa ra chi tiết
hơn về kiểm định động.
9. Lắp đặt mẫu
Thực hiện cẩn thận để đảm bảo rằng mỗi
mẫu thử được định vị trong các dụng cụ kẹp đỉnh và kẹp đáy mẫu thử sao cho lực
tác dụng dọc theo trục, và dạng ứng suất xuất hiện như dự định. Với các mẫu thử
hình chữ nhật, điều quan trọng là đảm bảo cho lực được phân bố đều trên mặt cắt
ngang của mẫu thử. Mặc dù không nên dùng, nhưng đối với mẫu thử có mặt cắt
ngang hình tròn được tạo ren ở các đầu, thì kết cấu dụng cụ kẹp phải đảm bảo
không có (hoặc rất nhỏ) ứng suất xoắn được truyền cho mẫu thử do siết chặt đai ốc
khóa. Trong trường hợp sử dụng mẫu có ren ở đầu, một số kiểu liên kết bằng lực
của các mặt phẳng dẹt hoặc mặt đồng tâm có thể được sử dụng dọc theo các đường
ren để mô men xiết nhỏ nhất.
10. Tốc độ thử
Tần số của chu trình lực phụ thuộc vào
loại máy thử được sử dụng và trong một số trường hợp phụ thuộc vào độ cứng vững
của mẫu thử.
Tần số được chọn phải sao cho thích hợp
nhất đối với sự kết hợp riêng của vật liệu, mẫu thử và máy thử. Nếu tần số được
xác định từ sự kết hợp các đặc tính động của mẫu thử và máy thử, cần đo độ cứng
vững của mẫu thử trước khi bắt đầu thử.
CHÚ THÍCH 1: Dải tần số của máy thử mỏi
có điều khiển lực dọc trục thường sử dụng là xấp xỉ 5 Hz đến 300 Hz.
Ở các tần số cao, sự nóng lên đáng kể
của mẫu thử có thể xảy ra, điều đó có thể ảnh hưởng tới kết quả thử về độ bền
và tuổi thọ. Nếu sự nóng lên xảy ra, nên giảm tần số thử. Nếu nhiệt độ mẫu thử vượt
quá 35 °C, thì nhiệt độ phải được ghi lại.
CHÚ THÍCH 2: Nếu ảnh hưởng của môi trường
là đáng kể, thì kết quả thử thích hợp phụ thuộc vào tần số.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Qui trình chung để đạt được điều kiện
chạy toàn tải phải như nhau đối với mỗi mẫu thử. Lực trung bình và phạm vi đo lực
phải được duy trì với sai số ± 1 % phạm vi đo lực, đồng thời các sai số tĩnh được
qui định trong ISO 7500-1. Xem Điều 8.
12. Ghi nhiệt độ và độ
ẩm
Nhiệt độ và độ ẩm lớn nhất và nhỏ nhất
phải được ghi lại hàng ngày trong quá trình thử.
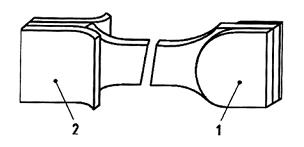
13. Dấu hiệu phá hủy
và kết thúc thử
13.1. Dấu hiệu phá hủy
Nếu không có qui định khác, dấu hiệu
phá hủy phải là sự đứt rời mẫu thử.
CHÚ THÍCH: Trong các ứng dụng đặc biệt,
có thể chấp nhận dấu hiệu khác, ví dụ như, xuất hiện vết nứt mỏi nhìn thấy được
bằng mắt thường, biến dạng dẻo của mẫu thử hoặc tốc độ lan truyền vết nứt.
13.2. Kết thúc thử
Phép thử kết thúc khi mẫu thử phá hủy
hoặc số chu trình được xác định trước đã được đặt vào, theo thỏa thuận của các
bên liên quan.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Báo cáo thử phải bao gồm thông tin sau
cho loạt thử, nếu được:
a) Số hiệu của tiêu chuẩn này;
b) Vật liệu thử, các đặc tính luyện
kim của nó, cơ tính, và bất kỳ sự nhiệt luyện nào cho mẫu thử;
c) Vị trí của mẫu thử trong vật liệu gốc;
d) Hình dạng và kích thước danh nghĩa của
mẫu thử;
e) Trạng thái bề mặt của mẫu thử.
Báo cáo thử phải bao gồm thông tin sau
cho từng mẫu thử riêng biệt:
1) Các kích thước mặt cắt ngang;
2) Biên độ lớn nhất và nhỏ nhất của lực
thử được đặt vào;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4) Tần số và tuổi thọ;
5) Sự mô tả máy thử được sử dụng: loại,
số seri, cảm biến lực và số seri, số và sự mô tả bộ biến đổi đo lực;
6) Nhiệt độ của mẫu thử nếu xảy ra sự
nóng lên (nghĩa là lớn hơn 35 °C);
7) Nhiệt độ không khí lớn nhất và nhỏ
nhất và độ ẩm tương đối;
8) Dấu hiệu kết thúc phép thử; nghĩa
là, thời gian thử (ví dụ, 107 chu trình), hoặc mẫu thử phá hủy hoàn toàn, hoặc
bất kỳ dấu hiệu nào khác;
9) Bất kỳ sự quan sát riêng nào hoặc
các sai khác so với điều kiện thử yêu cầu.
Ngoài ra, kết quả thử có thể được biểu
diễn bằng đồ thị.
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Y Ứng suất
1 Sự nén biến đổi
2 Biến đổi nén - kéo
3 Sự kéo biến đổi
Hình 1 - Các
loại chu trình ứng suất
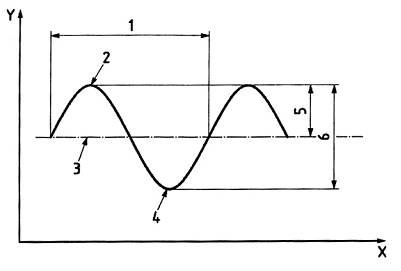
CHÚ DẪN:
X Thời gian
Y Ứng suất
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 ứng suất lớn nhất, smax
3 ứng suất trung bình, sm
4 ứng suất nhỏ nhất, smin
5 biên độ ứng suất, sa
6 miền ứng suất, ∆sa
Hình 2 - Chu
trình ứng suất mỏi
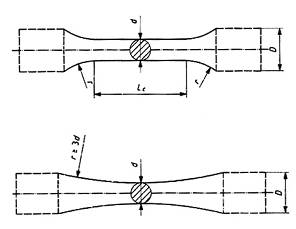
Hình 3 – Mẫu thử có mặt
cắt ngang hình tròn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
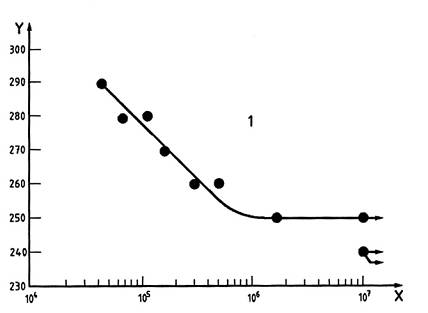
CHÚ DẪN:
X Số chu trình đến khi phá hủy, N
Y Biên độ ứng suất, sa, MPa
1 R = - 1
nhiệt độ thường
Hình 5 - Đồ thị
đường cong Woher hoặc S-N
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
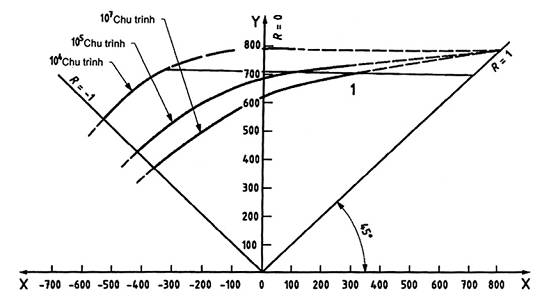
Y Biên độ ứng suất, sa, MPa
1 độ bền kéo
2 0,2 % giới hạn chảy
Hình 6 - Biên
độ ứng suất (sa) dựa trên
ứng suất trung bình (sm), [sơ đồ Haigh]
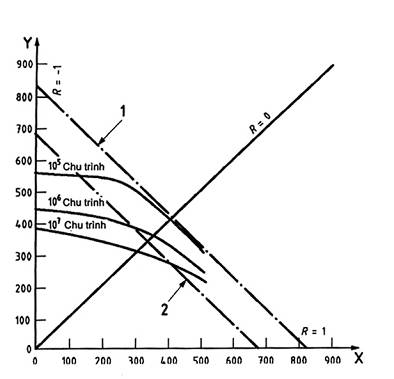
CHÚ DẪN:
X Ứng suất trung bình, sm, Mpa
Y Ứng suất lớn nhất và nhỏ nhất, smax và smin, Mpa
1 độ bền kéo
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 7 - Ứng
suất lớn nhất và nhỏ nhất (smax và smin) dựa trên ứng
suất trung bình (sm) [sơ đồ
Smith]
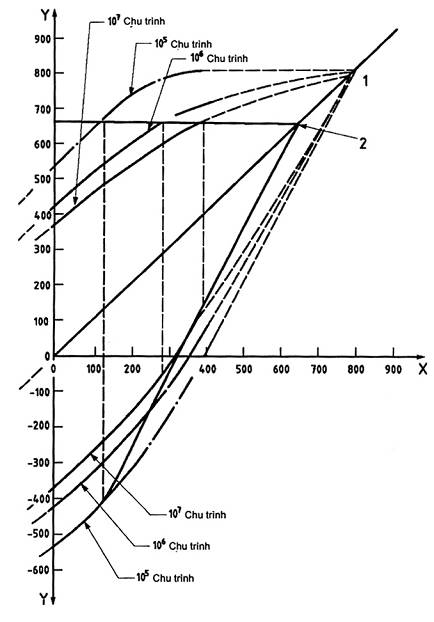
CHÚ DẪN:
X Ứng suất nhỏ nhất, smin, Mpa
Y Ứng suất lớn nhất, smax, Mpa
1 0,2 % giới hạn chảy
Hình 8 - Ứng
suất lớn nhất (smax) dựa trên ứng
suất nhỏ nhất (smin) [sơ đồ Ros]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66

Uốn theo
phương Y-Y:

Uốn trên mặt
phẳng A

Phải lặp lại
cho 4 vị trí trên một lần đo: 0, 90, 180, 270°
Phải lặp lại
cho mặt phẳng C cùng với mặt phẳng B.
Không cho
phép mặt phẳng nào có độ uốn lớn hơn 5 %
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 9 - Sơ đồ
căn thẳng
CHÚ DẪN:
1 miếng đệm đầu được làm tròn
2 miếng đệm đầu đã uốn để ngăn ngừa việc
làm lõm vào đầu kẹp trong vùng kẹp. Có thể được giữ ở vị trí của nó bằng epoxy
Hình 10 - Sơ
đồ kẹp chặt mẫu dạng tấm phẳng
CHÚ DẪN:
1 polytetrafluoroethylene
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 11 – Tấm
kẹp chống cong vênh cho mẫu dạng tấm phẳng
THƯ MỤC TÀI
LIỆU THAM KHẢO
[1] ATRENS, A., HOFFELNER, W., DUERIG.
T.W. and ALLISON, J.E. Subsurface Crack Initiation in High Cycle Fatigue in Ti6AI4V
and in a Typical Martensitic Steel, Scripta Metallurgica, Vol. 17, pp. 601-606,
1983 (Sự khởi đầu vết nứt ở lớp dưới bề mặt khi thử mỏi chu trình cao Ti6AI4V
và thép mactensit điển hình).
[2] MAYER, H.R., LIPOWSKY, H.,
PAPAKYRIACOU, M., RÖSCH, R., STICH, A.,
STANZL-TSCHEGG, S.E. Application of Ultrasound for Fatigue Testing of
Lightweight Alloys, Fatigue Fract. Eng. Mater. Struct., 22, pp. 591-599
(1999) (Ứng dụng kỹ thuật siêu âm trong thử mỏi hợp kim nhẹ).
[3] PAPAKYRIACOU, M., MAVER, H.,
PYPEN, C., PLENK Jr, H., STANZL-TSCHEGG, S. Influence of Loading Frequency on
High-Cycle Fatigue Properties of BCC. and HCP Metals, Mat. Sci. Eng., A, 308,
pp. 143-152 (2001) (Ảnh hưởng của tần số tải trọng chu trình cao đối với
tính mỏi của các kim loại BCC và HCP).
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất