|
Ký hiệu
|
Tên gọi
|
Đơn vị
|
|
a
|
Chiều dày tính toán nhỏ nhất của vỏ chai
|
mm
|
|
A
|
Độ giãn dài theo phần trăm sau đứt
|
%
|
|
b
|
Chiều dày tính toán nhỏ nhất của đáy chai
|
mm
|
|
C
|
Hệ số hình dạng ( xem Bảng 3 và Hình 2)
|
1
|
|
D
|
Đường kính ngoài của chai như được ghi trên
bản vẽ thiết kế ( xem Hình 1)
|
mm
|
|
Dp
|
Đường kính ngoài của gối thử uốn ( xem Hình
8)
|
mm
|
|
h
|
Chiều cao phần hình trụ của đáy chai ( xem
Hình 1)
|
mm
|
|
H
|
Chiều cao bên ngoài của phần vòm đáy chai
|
mm
|
|
J
|
Hệ số giảm ứng suất
|
1
|
|
L
|
Chiều dài chai
|
mm
|
|
Lo
|
Chiều dài đo ban đầu của mẫu thử phù hợp với
TCVN 197
|
mm
|
|
n
|
Tỷ số đường kính của gối thử uốn và chiều
dày mẫu thử ( xem Bảng 4)
|
1
|
|
Pc
|
Áp suất tính toán dùng để tính chiều dày nhỏ
nhất qui định của vỏ hình trụ và các đáy ( xem 6.1.3)
|
bar
|
|
Pb
|
Áp suất lớn nhất đạt được trong thử nổ
|
bar
|
|
Pt
|
Áp suất thử thực tế do nhà sản suất áp dụng
cho chai
|
bar
|
|
Pt min
|
Áp suất thử nhỏ nhất cho phép
|
bar
|
|
r
|
Bán kính lượn bên trong của đáy
|
mm
|
|
R
|
Bán kính dập lòng đĩa bên trong của đáy
|
mm
|
|
Rg
|
Độ bền kéo nhỏ nhất được bảo đảm
|
MPa
|
|
Ro
|
Ứng suất chảy nhỏ nhất do nhà sản xuất chai
bảo đảm đối với chai hoàn chỉnh
|
MPa
|
|
Rm
|
Độ bền kéo thực được xác định bằng thử kéo
qui định trong 8.1.2.2
|
MPa
|
|
CHÚ THÍCH : 1 MPa = 1 N/mm2 = 10
bar
|
5. Vật liệu
5.1. Vật liệu chế tạo vỏ
chai và đáy chai phải phù hợp với ISO 4978 hoặc với các đặc tính tương đương
khác của vật liệu đáp ứng các yêu cầu của Bảng 2.
CHÚ THÍCH: "Vât liệu” ám chỉ các
vật liệu ở trạng thái trước khi có bất kỳ sự biến đổi nào về quá trình chế tạo.
5.2. Tất cả chi tiết hàn
vào chai phải được chế tạo bằng vật liệu tương thích.
5.3. Vật liệu hàn phải có
khả năng tạo ra các mối hàn vững chắc với độ bền kéo nhỏ nhất tối thiểu bằng độ
bền kéo qui định cho vật liệu cơ bản của chai đã hoàn thiện.
5.4. Nhà sản xuất chai
phải có giấy chứng nhận về phân tích mẻ đúc và cơ tính của thép dùng
cho kết cấu của các bộ phận chịu áp lực
của chai.
5.5. Nhà sản xuất phải
duy trì một hệ thống nhận biết các vật liệu dùng trong chế tạo để có thể truy
tìm nguồn gốc của tất cả các vật liệu chế tạo các bộ phận chịu áp lực của toàn
bộ chai.
Bảng 2 - Yêu
cầu về vật liệu
Nguyên tố
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
% max
Các vật liệu khác với vật liệu cho
trong ISO 4978 dùng để chế tạo chai chứa khí, phải có tính hàn được và trong
phân tích mẻ đúc các nguyên tố sau không được vượt quá các giới hạn cho phép:
Cacbon
Silic
Mangan
Photpho
Lưu huỳnh
Photpho + lưu huỳnh
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,22
0,45
1,60
0,025
0,020
0,040
Việc sử dụng các nguyên tố hợp kim
vi lượng như niobi, titan, vanadi phải được hạn chế như sau:
Niobi
Titan
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Niobi + vanađi
0,08
0,20
0,20
0,20
Khi sử dụng các nguyên tố hợp kim vi
lượng khác thì phải báo cáo về sự có mặt và số lượng của chúng cùng với các
nguyên tố hợp kim vi lượng nêu trên trong giấy chứng nhận về thép của nhà sản
xuất.
Cần có các phân tích kiểm tra được
thực hiện trên mẫu được lấy trong quá trình sản xuất từ vật liệu do nhà sản
xuất vật liệu cung cấp cho nhà sản xuất chai hoặc từ chai đã được hoàn thiện.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1. Yêu cầu chung
6.1.1. Việc tính toán chiều
dày thành của các bộ phận chịu áp lực để chịu được áp suất bên trong chai chứa
khí phải có liên quan tới ứng suất chảy của vật liệu.
6.1.2. Để tính toán, giá trị
của ứng suất chảy Ro, được giới hạn ở giá trị lớn nhất 0,85 Rg.
6.1.3. Áp suất bên trong
dùng cho tính toán chiều dày thành chai chứa khí phải là áp suất tính toán Pc,
- Đối với các chai chỉ dùng cho butan
thương phẩm Pc = Pt min = 15 bar;
- Đối với tất cả các chai dùng cho LPG
khác Pc = Pt min= 30 bar.
6.1.4. Phải lập bản vẽ có đầy
đủ kích thước bao gồm cả đặc tính kỹ thuật của vật liệu.
6.2. Tính toán chiều dày thân chai hình
trụ
Chiều dày thành của thân chai hình trụ
không được nhỏ hơn chiều dày tính theo công thức:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Đối với chai có mối hàn dọc: J = 0,9:
- Đối với chai không có mối hàn dọc: J
= 1,0.
Trong bất kỳ trường hợp nào, chiều dày
thực cũng không được nhỏ hơn chiều dày qui định trong 6.5.
6.3. Thiết kế các phần đáy lõm chịu áp
lực
6.3.1. Ngoại trừ trường hợp
cho phép trong 6.4, hình dạng đáy của chai chứa khí phải đáp ứng các điều kiện
sau:
- Đối với các đáy chỏm cầu:
R ≤ D; r ≥ 0,1 D; h ≥ 4 b
[xem hình 1 a)];
- Đối với đáy nửa elip:
H ≥ 0,2 D; h ≥ 4 b [xem hình 1 b)];
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong công thức này C là hệ số hình dạng
có giá trị phụ thuộc vào tỷ số H/D.
Giá trị của C được xác định từ Bảng 3 và các
đồ thị trên hình 2 và hình 3.
Đồ thị trên Hình 2 mô tả mối quan hệ
giữa giá trị C và tỷ số b/D.
CHÚ DẪN:
1 - Đáy dạng chỏm cầu;
2 - Đáy dạng nửa elip.
CHÚ THÍCH: đối với các đáy dạng chỏm cầu:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
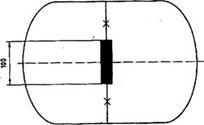
Hình 1 - Mô tả đáy chai
lõm chịu áp lực
Bảng 3 - Quan hệ giữa H/D và hệ số hình dạng C
H/D
C
H/D
C
0,25
1,000
0,38
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,26
0,931
0,39
0,604
0,27
0,885
0,40
0,596
0,28
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,41
0,588
0,29
0,809
0,42
0,581
0.30
0,775
0,43
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,31
0,743
0,44
0,572
0.32
0,713
0,45
0,570
0,33
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,46
0,568
0,34
0,667
0,47
0,566
0,35
0,649
0,48
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0.36
0,633
0,49
0,564
0,37
0,621
0,50
0,564
CHÚ THÍCH: các giá trị trung gian được
xác định bằng phép nội suy tuyến tính.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
X - tỷ số H/D
Y - hệ số hình dạng C
Hình 2 - Các giá trị của
hệ số hình dạng C đối với H/D từ 0,2 đến
0,25
CHÚ DẪN:
X - Tỷ số H/D
Y - Hệ số hình dạng C
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.4. Các đáy chai có hình dạng khác
Có thể sử dụng các đáy chai có hình dạng
khác với qui định trong 6.3 với điều kiện là chúng có kết cấu thích hợp đã được
chứng minh bằng thử mỏi phù hợp với 8.6. Đối với các đáy lồi chịu áp lực thì
chiều dày nhỏ nhất của đáy tối thiểu phải bằng hai lần chiều dày được qui định
trong 6.2.
6.5. Chiều dày nhỏ nhất của thành chai
6.5.1. Chiều dày thành nhỏ
nhất của phần hình trụ, a, và của đáy chai, b, không được nhỏ hơn
giá trị được xác định theo bất kỳ công thức nào sau đây:
Đối với D < 100 mm
amin = bmin=1,1 mm
(1)
Đối với 100 mm ≤ D ≤ 150 mm
amin= bmin= 1,1 + 0,008 (D -100) mm
(2)
Đối với D > 150 mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(với giá trị tối thiểu là 1,5 mm).
Các công thức này áp dụng cho các thân
hình trụ và các đáy chai, không phân biệt chúng được thiết kế theo tính toán
qui định trong 6.2 và 6.3 hoặc theo thử nghiệm qui định trong 6.4. Ngoại trừ
các yêu cầu của 6.3, 6.4 và 6.5, bất kỳ bộ phận hình trụ nào gắn liền với đáy
chai, trừ trường hợp đã nêu trong 6.5.2, cũng phải đáp ứng các yêu cầu trong
6.2 đối với thân hình trụ.
6.5.2. Không áp dụng được
công thức trong 6.2 khi chiều dài phần hình trụ của chai được đo giữa các điểm
bắt đầu của các phần cong hai đáy khoảng lớn hơn  . Trong trường
hợp này, chiều dày thành chai không được nhỏ hơn chiều dày của đáy cong (xem
6.3.2).
. Trong trường
hợp này, chiều dày thành chai không được nhỏ hơn chiều dày của đáy cong (xem
6.3.2).
6.6. Thiết kế các lỗ
6.6.1. Vị trí của tất cả
các lỗ phải được bố trí trên một đầu của chai.
6.6.2. Mỗi lỗ trên chai phải
được gia cường bởi một vấu lồi hoặc đệm lồi bằng thép hàn được thích hợp, được
gắn chắc chắn bằng hàn và được thiết kế để có đủ độ bền đồng thời không gây ra sự tập trung
ứng suất. Yêu cầu này phải được xác nhận bằng tính toán thiết kế hoặc thử mỏi
phù hợp với 8.6.
6.6.3. Nếu độ kín chống rò
rì giữa van và chai được bảo đảm bằng vòng bít kim loại (ví dụ như đồng) thì có
thể lắp một vấu lồi thích hợp ở bên trong với chai bằng phương pháp sao cho
không cần phải bảo đảm độ kín chống rò rỉ một cách độc lập.
6.6.4. Trừ khi có qui định
khác, ren của van phải phù hợp với đặc tính kỹ thuật đã được thừa nhận, ví dụ TCVN
7165 đối với ren 25E hoặc TCVN 7481-1 đối với ren 17E.
6.7. Bảo vệ van
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7. Chế tạo và trình độ
công nhân
7.1 Chứng chỉ
hàn
7.1.1. Trước khi bắt đầu sản
xuất chai chứa khí theo thiết kế đã cho, được sự thỏa thuận của đơn vị có thẩm
quyền, nhà sản xuất phải phê duyệt các qui trình hàn theo TCVN 6831-3, thợ hàn
theo TCVN 6700-1 và người điều khiển hàn theo ISO 14732 đối với toàn bộ công việc
hàn liên quan đến vỏ chịu áp lực, bao gồm cả các bộ phận không chịu áp lực. Nhà
sản xuất phải lưu giữ hồ sơ về các chứng chỉ hàn.
7.1.2. Thực hiện các kiểm
tra chứng nhận qui trình hàn sao cho các mối hàn phải đại diện cho các mối hàn
trong sản xuất.
7.1.3. Thợ hàn phải qua các
kiểm tra chứng nhận đối với loại công việc và qui trình hàn riêng.
7.2. Thép tấm
và chi tiết chịu áp lực
Trước khi lắp ráp, các chi tiết chịu
áp lực của chai phải được kiểm tra bằng mắt về chất lượng đồng đều và không có
các khuyết tật có ảnh hưởng đáng kể đến tính toàn vẹn của chai.
7.3. Mối hàn
7.3.1. Phải hàn các mối hàn
dọc và các mối hàn theo chu vi bằng các quá trình hàn hoàn toàn cơ khí hóa, hoặc
nửa tự động hoặc hoàn toàn tự động để đạt được chất lượng nhất quán và lặp lại
được của mối hàn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.3.3. Mối hàn theo chu vi
phải là loại mối hàn giáp mép hoặc mối hàn giáp mép có đoạn uốn tạo thành đệm
lót, nghĩa là mộng nối (xem hình 4) và số lượng mối nối không vượt quá 2.
7.3.4. Trước khi hàn kín
chai, phải kiểm tra các mối hàn dọc bằng mắt từ cả hai phía phù hợp với ISO
17637. Không được dùng đệm lót không tháo được cho các mối hàn dọc.
7.3.5. Sự nóng chảy và hòa
nhập của kim loại mối hàn với kim loại cơ bản phải bằng phẳng, nhẵn và không được
có kim loại chảy tràn, cháy cạnh hoặc sự
không đồng đều đột ngột trên bề mặt. Không được có vết nứt, rãnh, vết rỗ trên bề mặt
mối hàn và bề mặt liền kề với mối hàn. Bề mặt mối hàn phải đều và bằng phẳng,
không có hốc lõm. Độ dày quá mức của mối hàn (độ cao của lớp hàn) không được vượt
quá một phần tư chiều rộng
mối hàn.
7.3.6. Các mối hàn giáp mép
phải có sự chảy ngấu hoàn toàn.
7.3.7. Các mối hàn giáp mép
có đệm lót (mộng nối) phải có sự chảy ngấu hoàn toàn ở chân mối hàn khi được kiểm
tra bằng khắc ăn mòn có thể nhận thấy bằng mắt, thử uốn và thử kéo.
7.4. Dung sai
7.4.1. Độ tròn
Độ không tròn bên ngoài của thân hình
trụ phải được giới hạn sao cho để hiệu số giữa đường kính ngoài lớn nhất và đường
kính ngoài nhỏ nhất trong cùng một mặt cắt ngang không lớn hơn 1 % giá trị
trung bình của các đường kính này đối với các chai hai mảnh, và 1,5 % đối với
các chai ba mảnh. Phép đo không được thực hiện trên bất kỳ mối hàn nào mà phải
đo liền kề với mối hàn.
7.4.2. Độ thẳng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
a - Độ vát mép tùy chọn
b - Theo ý muốn
c - Chiều sâu của đoạn uốn = e1
d - Bên trong chai để tránh gãy, vỡ do sắc nhọn
e - Chiều dày của kim loại đoạn uốn
e1 - Chiều dày của kim loại không
tạo ra đoạn uốn
Hình 4 - Minh họa mối
nối hàn giáp mép có đệm lót ( mộng gối) điển hình
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi chai được đặt đứng trên bệ,
sai lệch độ thẳng đứng không
được vượt quá 25 mm trên một mét chiều dài.
7.5 .Các chi
tiết phụ không chịu áp lực
7.5.1. Khi gắn các bộ phận
phụ không chịu áp lực vào chai bằng hàn thì các bộ phận này phải được làm bằng
thép thích hợp và có tính hàn (xem
5.2).
7.5.2. Các bộ phận phụ phải
được thiết kế để cho phép kiểm tra các mối hàn, và các mối hàn này phải cách xa
các mối nối hàn dọc và theo chu vi, và được thiết kế sao cho tránh được sự đọng
nước.
7.5.3. Khi có lắp vành chân
chai thì vành phải có độ bền thích hợp để đạt được độ ổn định và phải được gắn
vào chai sao cho không ngăn cản việc kiểm tra bất kỳ mối hàn chịu áp lực nào. Bất
cứ vành chân chai nào cũng phải có khả năng thoát nước một cách thích hợp và không
gian bị bịt kín bởi vành chân chai phải được thông hơi thích hợp, ví dụ bằng
các lỗ.
7.6. Bảo vệ
van
Khi không đáp ứng được các yêu cầu của 6.7 thì
nhà sản xuất phải qui định rằng chai phải được vận chuyển trong thùng bao gói
hoặc giá đỡ hoặc
phải được cung cấp một số phương tiện bảo vệ van có hiệu quả khác trong quá trình
vận chuyển, trừ khi có thể chứng minh được rằng van có thể chống lại được hư hỏng
mà không làm rò rỉ chất chứa trong chai.
7.7. Bịt kín
các lỗ
Khi chai chưa được lắp van hoặc các
thiết bị an toàn thì tất cả các lỗ phải được bịt kín bằng nút
làm bằng vật liệu không hấp thụ không khí, hơi ẩm vào các lỗ để bảo vệ ren và
ngăn ngừa sự xâm nhập của hơi ẩm.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.8.1. Ngoại trừ yêu cầu
cho phép trong 7.8.4, chai phải được cung cấp ở trạng thái xử lý nhiệt
(thường hóa hoặc khử ứng suất) (xem 3.2 và 3.3).
7.8.2. Nhà sản xuất chai phải
lưu hồ sơ để chỉ ra rằng chai đã được xử lý nhiệt (thường hóa hoặc khử ứng suất)
sau khi hoàn thành tất cả các công việc về hàn và để chỉ ra sự thích hợp của
quá trình xử lý nhiệt.
7.8.3. Không được phép xử
lý nhiệt cục bộ
7.8.4. Có thể cung cấp chai
ở trạng thái chưa được xử lý nhiệt (thường hóa hoặc khử ứng suất) khi nhà sản
xuất tuân theo các yêu cầu sau:
a) Chai phải có kết cấu gồm ba mảnh;
b) Các đáy chai phải có dạng nửa elip
hoăc dạng chỏm cầu phù hợp với hình 1, và chiều sâu dập lõm phải được giới hạn
bởi:
 ≤
0,26 (4)
≤
0,26 (4)
và h ≤ 8b
(5)
c) Chai chỉ được chế tạo từ thép có tổ
chức hạt mịn với cỡ kính thước hạt lớn nhất là 8, ở trạng thái cung cấp khi được
thử phù hợp với ISO 643;
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bất cứ thay đổi tiếp sau nào về thiết
kế, chiều dày vật liệu, đặc tính kỹ thuật của vật liệu hoặc qui trình hàn
đều cần phải thực hiện thêm các phép thử về mỏi.
8. Thử nghiệm
8.1. Thử cơ
tính
8.1.1. Yêu cầu chung
8.1.1.1. Khi không được nêu
ra trong các yêu cầu của điều này thì phải thực hiện các phép thử cơ tính phù hợp
với các tài liệu sau:
a) Vật liệu cơ bản:
- TCVN 197 trong trường hợp thử
kéo;
- ISO 7438, nếu thích hợp, trong trường
hợp thử uốn theo chiều dày của mẫu thử bằng 3 mm, hoặc lớn hơn hoặc nhỏ hơn 3
mm.
b) Tiến hành thử các mẫu thử mối hàn
phù hợp với 8.1.2.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.1.2. Các loại thử nghiệm
và đánh giá kết quả thử
8.1.2.1. Các thử nghiệm
Phải tiến hành các thử nghiệm sau cho
mỗi loại chai mẫu.
a) Đối với các chai chỉ có các mối hàn
theo chu vi (chai gồm có hai mảnh), lấy một màu thử từ các vị trí được chỉ
dẫn trên Hình 5.
- Một thử kéo (phù hợp với ISO 5178)
cho vật liệu cơ bản theo hướng dọc của chai (1). hoặc nếu không thể thực hiện
được thì theo hướng chu vi hoặc ở tâm của một đáy hình đĩa;
- Một thử kéo (phù hợp với ISO 4136)
cho mẫu thử ở vị trí vuông góc với mối hàn theo chu vi (2);
- Một thử uốn (phù hợp với ISO 7438)
cho mẫu thử ở vị trí mặt đỉnh của mối hàn theo chu vi (3);
- Một thử uốn (phù hợp với ISO 7438)
cho mẫu thử ờ vị trí mặt chân của
mối hàn theo chu vi (4);
- Một thử thô đại (phù hợp với ISO
17639) cho mẫu thử ở vị trí được lựa chọn ngẫu nhiên trên mối hàn theo chu vi.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Đối với các chai có các mối hàn dọc
và theo chu vi (chai có ba mảnh), các mẫu thử được lấy từ các vị trí như chỉ dẫn
trên Hình 6:
- Một thử kéo (phù hợp với ISO 5178)
cho vật liệu cơ bản của phần hình trụ theo hướng dọc của chai (1), hoặc nếu
không thể thực hiện được thì theo hướng chu vi;
- Một thử kéo (phù hợp với ISO 5178)
cho vật liệu cơ bản từ một đáy hình đĩa (2);
- Một thử kéo (phù hợp với ISO 4146)
cho mẫu thử ở vị trí vuông góc với mối hàn dọc (3);
- Một thử kéo (phù hợp với ISO 4146)
cho mẫu thử ở vị trí vuông góc với mối hàn theo chu vi (4);
- Một thử uốn (phù hợp với ISO 7438)
cho mẫu thử ở vị trí mặt đỉnh của mối hàn dọc (5);
- Một thử uốn (phù hợp với ISO 7438)
cho mẫu thử ở vị trí mặt chân của mối hàn dọc (6);
- Một thử uốn (phù hợp với ISO 7438)
cho mẫu thử ở vị trí mặt đỉnh của mối hàn theo chu vi (7):
- Một thử uốn (phù hợp với ISO 7438)
cho mẫu thử ở vị trí mặt chân của mối hàn theo chu vi (8);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các mẫu thử không đủ phẳng phải được làm
phẳng bằng dập nguội. Trong tất các
các mẫu thử uốn có chứa mối hàn thì mối hàn phải được gia công cơ ngang bằng với
bề mặt của kim loại cơ bản.
Việc hàn vấu lồi để lắp van phải được
kiểm tra tối thiểu là bằng chụp tia bức xạ hoặc kiểm tra bằng mắt phù hợp với
8.4. Ngoài ra, phải kiểm tra một mẫu cho mỗi quá trình hàn của các bộ phận
phụ không chịu áp lực để bảo đảm rằng vùng chịu ảnh hưởng nhiệt không mở rộng lớn
hơn 40 % chiều dày thành của vỏ chịu áp lực.
8.1.2.2. Thử kéo
8.1.2.2.1. Thử kéo trên vật liệu
cơ bản
8.1.2.2.1.1. Thực hiện qui trình thử kéo
như đã cho trong tiêu chuẩn tương ứng phù hợp với 8.1.1.1. Không gia công cơ
hai mặt của mẫu thử đại diện cho thành bên trong và thành bên ngoài của chai.
8.1.2.2.1.2. Các giá trị thu được
đối với ứng suất chảy, độ bền kéo và độ giãn dài không được nhỏ hơn các giá trị
do nhà sản xuất chai bảo đảm và không có trường hợp nào được nhỏ hơn các giá trị
cho trong đặc tính kỹ thuật của vật liệu.
8.1.2.2.2. Thử kéo trên mối hàn
8.1.2.2.2.1. Phải thực hiện thử
kéo vuông góc với mối hàn (xem ISO 4136) trên mẫu thử có mặt cắt ngang giảm nhỏ
nhất với chiều rộng 25 mm và chiều dài mở rộng xa các cạnh mối hàn 15 mm (xem Hình
7). Ở xa phần giữa này chiều rộng của mẫu thử phải tăng dần lên.
8.1.2.2.2.2. Giá trị độ bền kéo
thu được Rm không được nhỏ hơn giá trị do nhà sản xuất chai bảo đảm Rg
và không có trường hợp nào được nhỏ hơn các giá trị cho trong đặc tính kỹ thuật của vật liệu,
không phân biệt vết đứt gãy xảy ra ở vị trí nào trong mặt cắt ngang của phần giữa
mẫu thử.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.1.2.3.1. Phương pháp tiến
hành thử uốn được cho trong ISO 7438. Mẫu thử uốn phải có chiều rộng 25 mm. Con
lăn uốn được đặt ở giữa mối hàn khi thực hiện phép thử (xem Hình 8).
8.1.2.3.2. Không được xuất hiện
các vết nứt trong mẫu thử khi mẫu thử đã uốn quanh con lăn uốn tới góc 180°
(xem Hình 8).
CHÚ DẪN:
1 - các vị trí thay đổi của mẫu thử
cho thử kéo.
2 - Mẫu thử cho thử kéo
3 - Mẫu thử cho thử uốn (mặt đỉnh mối
hàn)
4 - Mẫu thử cho thử uốn (mặt chân mối
hàn)
Hình 5 - Các
mẫu thử được lấy từ các chai gồm có hai mảnh
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1 - Các vị trí thay đổi
của mẫu thử cho thử kéo.
2 - Mẫu thử cho thử kéo
3 - Mẫu thử cho thử uốn (mặt đỉnh mối
hàn)
4 - Mẫu thử cho thử uốn (mặt chân mối
hàn)
Hình 6 - Các
mẫu thử được lấy từ các chai gồm có ba mảnh
Kích thước tính bằng
milimét
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 7 - Mẫu thử cho
thử kéo vuông góc với mối hàn
Kích thước tính bằng
milimét
a) Các kích thước của
mẫu thử
b) Chuẩn bị mẫu thử uốn
ngang có dẫn hướng
c) Minh họa thử uốn
CHÚ DẪN:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 - Mẫu thử có mối hàn ghép mộng
3 - Phần lồi cần được sửa của mối hàn
4 - Phần mộng (đệm tót) được loại bỏ
Hình 8 - Thử
uốn
Bảng 4 - Tỷ số
giữa đường kính con lăn uốn và chiều dày mẫu thử
Độ bền kéo
thực đo được
Rm, MPa
Giá trị n
≤ 440
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
> 440 ≤
520
3
>520
4
8.1.2.3.3. Tỷ số giữa đường
kính của con lăn uốn Dp và chiều dày của mẫu thử a không được vượt
quá các giá trị cho trong Bảng 3.
8.2. Thử nổ
thủy lực
8.2.1. Điều kiện thử
8.2.1.1. Nếu dự định áp dụng
các thông số của nhãn phù hợp với điều 11 trên đoạn chai chịu áp lực thì các
chai được thử phải được ghi nhãn tương tự.
8.2.1.2. Phải thực hiện thử nổ
bằng áp suất thuỷ lực với thiết bị có khả năng tạo ra áp suất tăng dần tới khi
chai bị nổ. Phải ghi lại áp suất tại đó chai bị nổ.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chuẩn cứ dùng để giải thích thử nổ như
sau:
a) Thể tích giãn nở của chai bằng:
- Thể tích nước sử dụng giữa thời điểm
khi áp suất bắt đầu tăng lên và thời điểm chai bị nổ, hoặc
- Chênh lệch giữa thể tích của
chai tại lúc bắt đầu và kết thúc phép thử (xem 8.2.3.2);
b) Kiểm tra vết rách và hình dạng của
các mép vết rách (xem 8.2.3.3).
8.2.3. Yêu cầu tối thiểu của
phép thử
8.2.3.1. Áp suất nổ
Áp suất nổ đo được ps trong
bất kỳ trường hợp nào cũng không được nhỏ hơn 225 % áp suất tính toán Pc
và không nhò hơn 50 bar.
8.2.3.2. Thể tích
giãn nở
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 20 %, nếu chiều dài (chiều dài của vỏ
chịu áp lực bao gồm cả vấu lồi cho lắp van / vòng cổ chai) lớn hơn đường kính D;
- 17 %, nếu chiều dài chai (chiều dài
của vỏ chịu áp lực bao gồm cả vấu lồi cho lắp van / vòng cổ chai) bằng hoặc nhỏ hơn đường kính
D.
8.2.3.3. Kiểu đứt gãy
Vết đứt gãy không được bắt đầu trong mối
hàn.
Vết đứt gãy chính không được có nguyên
nhân là do giòn, nghĩa là các mép của vết đứt gãy không được hướng kính (tâm)
mà phải tạo thành một góc với mặt phẳng hướng kính và có sự giảm diện tích suốt
theo chiều dày của chúng.
Vết đứt gãy không được bộc lộ khuyết tật
nhìn thấy được trong kim loại, ví dụ sự tách lớp.
Thử nổ không được làm cho chai bị vỡ
ra thành từng mảnh.
8.3. Thử áp
suất
8.3.1. Môi trường tạo áp lực
thường là một chất lỏng. Có thể dùng khí với điều kiện là có các biện pháp bảo
vệ an toàn thích hợp.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.3.3. Áp suất trong chai
phải được tăng lên dần tới khi đạt được áp suất thử.
8.3.4. Chai phải được giữ ở
điều kiện có áp trong thời gian tối thiểu là 30 s để có thể xác định rằng không
phát hiện ra rò rỉ.
8.3.5. Sau khi thử, chai
không được có các dấu hiệu biến dạng dư.
8.3.6. Bất kỳ chai nào
không qua được thử nghiệm đều phải loại bỏ.
8.4. Kiểm tra
bằng chụp ảnh tia bức xạ và kiểm tra thô đại
8.4.1. Kiểm tra bằng chụp ảnh
tia bức xạ
8.4.1.1. Qui định chung
Kiểm tra bằng chụp ảnh tia bức xạ phải
phù hợp với các kỹ thuật được qui định trong 8.4.1.3 đến 8.4.1.5.
8.4.1.2. Yêu cầu đối với chụp
tia bức xạ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ngoại lệ: trong trường hợp các chai có
đường kính ngoài nhỏ hơn 250 mm có thể thay chụp ảnh tia bức xạ các mối hàn
ghép mộng (có đệm lót) theo chu vi bằng hai kiểm tra thô đại (xem 8.4.2), một tại
mặt phẳng của chỗ dừng / bắt đầu của đường hàn và một ở phía đối diện của chai.
b) Ngoài các yêu cầu trong a), đối với
các chai có mối hàn dọc, phải chụp ảnh tia bức xạ chỗ nối của mối hàn dọc và mối
hàn theo chu vi như chỉ dẫn trên Hình 10 cho một chai trong 250 chai sản xuất
ra.
Khi sử dụng nhiều máy hàn cho sản xuất
thì phải áp dụng các qui trình trên cho tất cả các máy.
Kích thước
tính bằng milimét
Hình 9 - Kích
thước chụp ảnh tia bức xạ các mối hàn - Chai chỉ có các mối hàn theo chu vi
Kích thước
tính bằng milimét
Hình 10 - Kích thước chụp
ảnh tia bức xạ các mối hàn - Chai có mối
hàn theo chu vi và mối hàn dọc
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.4.1.4. Việc đánh giá các ảnh
chụp tia bức xạ phải dựa trên các phim nguyên bản phù hợp với công nghệ được giới
thiệu trong điều 6 của ISO 2504:1973.
8.4.1.5. Không cho phép
có các khuyết tật sau đây đã được định nghĩa trong TCVN 7472:
- Vết nứt, mối hàn không thoả đáng, mối
hàn không thấu hoặc chảy ngấu;
- Có lẫn tạp chất kéo dài hoặc nhóm các tạp
chất tròn tạo thành hàng có chiều dài lớn hơn 6 mm trên chiều dài mối hàn 12 a;
- Bọt khí có kích thước lớn hơn a/3
mm;
- Bọt khí có kích thước lớn
hơn a/4 mm, 25 mm, hoặc nhỏ hơn so
với bất kỳ bọt khí nào khác;
- Các bọt khí trên bất cứ
chiều dài 100 mm nào, nếu tổng diện tích tính bằng milimét vuông, của tất cả các diện
tích của các bọt khí đó lớn hơn 2 a.
8.4.2. Kiểm tra thô đại (bằng
mắt)
Tiến hành kiểm tra bằng mắt theo ISO
17639 cho toàn bộ mặt cắt ngang của các mối hàn để bảo đảm cho mối hàn phải chảy
ngấu hoàn toàn và mối hàn phải thấu hoàn toàn như qui định trong 8.4.1.5. Trong trường hợp
có nghi ngờ, phải thực hiện kiểm tra bằng kính hiển vi cho khu vực còn nghi ngờ
này.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Để kiểm tra việc hàn vấu lồi để lắp
van / vòng cổ chai, phải tiến hành kiểm tra bằng chụp ảnh tia bức xạ hoặc kiểm
tra bằng mắt với chu kỳ lấy mẫu và các mẫu thử được lấy từ các chai tương đương
với các phép thử không phá huỷ như đã qui định trong 9.2.
8.4.4. Kiểm tra việc hàn
các bộ phận phụ không chịu áp lực
Để kiểm tra việc hàn các bộ phận phụ không
chịu áp lực, phải tiến hành kiểm tra bằng chụp ảnh tia bức xạ hoặc kiểm tra bằng
mắt tối thiểu là một chai trong một nghìn chai được sản xuất ra. Có thể tiến
hành kiểm tra trên các mẫu thử được lấy ra từ các chai tương đương với các phép
thử không phá huỷ qui định trong 9.2.
8.4.5. Khuyết tật không chấp
nhận được trong kiểm tra bằng chụp ảnh tia bức xạ hoặc kiểm tra bằng mắt
Nếu các kiểm tra bằng chụp ảnh tia bức
xạ hoặc kiểm tra bằng mắt nào đó
phát hiện ra các khuyết tật không chấp nhận được thi phải dừng sản xuất và mỗi
chai hàn từ khi kiểm tra bằng chụp ảnh tia bức xạ hoặc kiểm tra bằng mắt chấp
nhận được trước đó phải được để sang một bên tới khi chứng minh được rằng các
chai này thoả mãn được các yêu cầu của kiểm tra bằng chụp ảnh tia bức xạ hoặc kiểm
tra bằng các phương pháp khác. Không được bắt đầu lại công việc sản xuất tới
khi xác định được nguyên nhân của khuyết tật, sửa chữa được khuyết tật và lặp lại
qui trình thử qui định trong 8.4.1.2 a).
8.5. Kiểm tra
bằng mắt bề mặt của mối hàn
8.5.1. Thực hiện phép kiểm
tra này theo ISO 17637 khi mối hàn đã được hoàn thành. Bề mặt mối hàn cần kiểm
tra phải được chiếu sáng đầy đủ và không có dầu, mỡ, bụi bẩn, chất cặn hoặc bất kỳ lớp
phủ bảo vệ nào.
8.5.2. Mối hàn phải phù hợp
với 7.3.5.
8.6. Thử áp
suất theo chu trình (thử mỏi)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.6.2. Tiến hành thử ở áp
suất giới hạn trên theo chu trình hoặc:
a) Bằng hai phần ba của áp suất thử,
trong trường hợp này chai phải chịu được 80 000 chu trình mà không bị phá huỷ, hoặc
b) Bằng áp suất thử, trong trường hợp
này chai phải chịu được 12 000 chu trình mà không bị phá huỷ.
Giá trị của áp suất giới hạn dưới theo
chu trình không được vượt quá 10 % áp suất giới hạn trên theo chu trình. Tần số
đảo ngược áp suất không được vượt quá 0,25 hz (15 chu trình / min). Nhiệt độ đo
được trên mặt ngoài của chai không được vượt quá 50 °C trong quá trình thử.
8.6.3. Sau khi thử phải cắt
các đáy chai và các mối hàn để chứng minh rằng chiều dày thành đại
diện cho kết cấu được xem xét.
9. Qui trình nghiệm
thu (chấp nhận)
9.1. Qui định chung
9.1.1. Phải tiến hành tất cả
các thử nghiệm kiểm tra nghiệm thu theo qui định của điều này cho các chai đã được gia
công tính trước khi xử lý bề mặt.
9.1.2. Tất cả các chai phải
được thử áp lực theo qui định trong 8.3 và kiểm tra bề mặt mối hàn bằng mắt
theo qui định trong 8.5.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.1.4. Phải tiến hành thử
cơ tính như qui định
trong 8.1 và thử nổ như qui định trong 8.2 cho các mẫu thử theo qui định trong
9.2. Phải đo chiều dày thành tại điểm mỏng nhất và tính toán ứng suất trên một
mẫu thử thích hợp của chai.
9.2. Kiểm tra theo loạt sản
phẩm
9.2.1. Loạt sản phẩm
Một loạt sản phẩm phải bao gồm các
chai được sản xuất liên tiếp bởi cùng một nhà sản xuất, khi sử dụng cùng một
công nghệ chế tạo, theo cùng một kết cấu, kích thước và đặc tính kỹ thuật của vật
liệu, trên cùng một kiểu máy hàn tự động và có cùng một trạng thái xử lý nhiệt.
CHÚ THÍCH: trong ngữ cảnh này
"liên tiếp” không có ngụ ý nói rằng sản xuất phải liên tục.
9.2.2. Kiểm tra theo lô
Để nghiệm thu, phải chia loạt sản phẩm
thành các lô kiểm tra không vượt quá 1000 chai. Để chọn các chai mẫu thử cho thử
nổ hoặc thử cơ tính, mỗi lô được chia thành các tiểu lô có 250 chai trong 3 000 chai đầu
tiên của một loạt và sau đó là các tiểu lô 500 chai hoặc 1 000 chai tuỳ thuộc
vào cỡ kích thước
chai (xem Hình 11).
9.2.3. Chu kỳ lấy mẫu
9.2.3.1. Qui định chung
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ngoại trừ trường hợp cho phép trong
9.2.4, các mẫu thử lấy cho "thử cơ tính hoặc thử nổ" phải xen kẽ nhau
giữa các thử cơ tính và thử nổ.
a - Đối với
chai có dung tích ≤ 35 l
b - Đối với
chai có dung tích > 35 /.
Cỡ /tiểu lô
ký hiệu
Số lượng chai
Loại các
phép thử
250
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
Một cho thử nổ và một cho thử cơ
tính
250

1
Một cho thử nổ hoặc cho thử cơ tính
500

2
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
500

1
Một cho thử nổ hoặc cho thử cơ tính
1 000

2
Một cho thử nổ và một cho thử cơ
tính
CHÚ THÍCH: Theo 9.2.2 các chai được
đưa vào thử cơ tính và có dung tích nước nhỏ hơn 6,5 l và áp suất nổ lớn hơn
100 bar có thể được đưa vào thử nổ xem kẽ theo qui định của nhà sản xuất.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.2.3.2. Số lượng nhỏ hơn hoặc
bằng 3 000 chai
9.2.3.2.1. Phải chọn ngẫu nhiên
từ 250 chai đầu tiên hoặc nhỏ hơn trong mỗi lô kiểm tra, đại diện cho các chai,
một chai cho thử nổ và một chai cho thử cơ tính.
9.2.3.2.2. Phải chọn ngẫu nhiên
một chai đại diện cho thử nổ hoặc thử cơ tính từ mỗi nhóm 250 chai hoặc nhỏ hơn
tiếp sau trong lô kiểm tra.
9.2.3.3. Số lượng trên 3 000
chai
9.2.3.3.1. Đối với chai có dung
tích nhỏ hơn hoặc bằng 35 l
trong 3 000 chai đầu tiên trong loạt sản phẩm phải chọn các chai đại diện theo qui
định trong 9.2.3.2. Phải chọn ngẫu nhiên từ mỗi lô kiểm tra còn lại, đại diện
cho các chai, một chai cho thử nổ và một chai cho thử cơ tính.
9.2.3.3.2. Đối với chai có dung
tích lớn hơn trong 3 000 chai đầu tiên trong loạt sản phẩm phải chọn các chai đại
diện theo qui định trong 9.2.3.2. Phải chọn ngẫu nhiên cho các chai đại diện từ 500
chai đầu tiên hoặc nhỏ hơn trong mỗi lô kiểm tra còn lại một chai cho thử nổ và
một chai cho thử cơ tính. Phải chọn ngẫu nhiên từ 500 chai còn lại hoặc nhỏ hơn trong các
lô kiểm tra này một chai đại diện cho thử nổ hoặc thử cơ tính.
9.2.4. Đối với các chai có
dung tích nước nhỏ hơn 6,5 l và có áp suất nổ lớn hơn 100 bar. Các chai này có
yêu cầu thử cơ tính
có thể được đưa vào thử nổ xen kẽ theo quyết định của nhà sản xuất.
9.3. Không đáp ứng các yêu cầu kiểm
tra theo loạt sản phẩm
9.3.1. Trong trường hợp
không đáp ứng các yêu cầu kiểm tra theo loạt sản phẩm thì phải tiến hành kiểm
tra lại như qui định
trong 9.3.2.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.3.3. Nếu phép thử đã được
thực hiện có kết quả tốt thì phải theo qui trình được qui định trong 9.3.3.1 hoặc
9.3.3.2.
9.3.3.1. Trong trường hợp một
chai duy nhất không đáp ứng yêu cầu của phép thử cơ tính hoặc thử nổ thì phải
tiến hành thử lại cả về cơ tính và thử nổ như chỉ dẫn trong Bảng 5.
Các chai thử lại được chọn ngẫu nhiên
từ cùng một tiểu lô.
Bảng 5 - Yêu
cầu thử lại loạt sản phẩm
Cỡ kích thước
của tiểu lô kiểm tra
Thử không đạt
Thử lại
≤ 250
1M
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 250
1B
2B + 1M
> 250
1M
2M + 2B
> 250
1B
1M + 4B
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.3.3.2. Trong trường hợp có
nhiều chai không đáp ứng yêu cầu của các phép thử đầu tiên hoặc một hay nhiều
chai không đáp ứng yêu cầu của thử lại qui định trong 9.3.3.1 thì phải loại bỏ
loạt sản phẩm. Trong trường hợp các chai được xử lý nhiệt nếu nhà sản xuất:
a) Xử lý nhiệt lại loạt sản phẩm đã bị
loại bỏ hoặc
b) Sửa chữa các khuyết tật bất kỳ của
mối hàn và xử lý nhiệt lại loạt sản phẩm, sau đó loạt sản phẩm phải được đệ trình
lại để kiểm tra như một loạt sản phẩm mới như qui định trong 9.2.
Trong trường hợp các chai không được xử
lý nhiệt thì chỉ được áp dụng xử lý nhiệt nếu tiến hành thêm các phép thử phê
duyệt kiểu và các qui trình hàn được thực hiện cho trạng thái được xử lý nhiệt.
10. Yêu cầu kỹ thuật
cho phê duyệt kiểu
10.1. Nhà sản xuất phải có
sẵn một loạt tối thiểu là 50 chai để đơn vị có thẩm quyển lựa chọn các chai cho
thử nghiệm như sau:
a) 3 chai cho thử áp suất theo chu kỳ
(thử mỏi) như qui định trong 8.6 khi có yêu cầu theo 6.4, 6.6.2, 7.8.4 d) hoăc
điều 11:
b) 2 chai cho các phép thử cơ tính như qui định
trong 8.1;
c) 2 chai cho thử nổ như
qui định trong 8.2.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10.2. Phải xem xét các kết
cấu khác nhau của chai như là các kiểu chai trong phạm vi các giới hạn sau
a) Các chai gồm hai mảnh có cùng một
đường kính, chiều dài và chiều dày, được trang bị cùng một loại lỗ mở và được
chế tạo bởi cùng một công nghệ chế tạo và cùng một đặc tính vật liệu trên cùng
một kiểu máy hàn cơ khí hoá hoặc tự động hoá và được xừ lý nhiệt trong cùng một
điều kiện như nhau.
b) Các chai gồm ba mảnh có cùng một đường
kính và chiều dày, được trang bị cùng một loại lỗ mở và được chế tạo trong điều
kiện như a), ngoại trừ yêu cầu là các chai có thể khác nhau về chiều dài trong
giới hạn sau:
- Chiều dài của phần hình trụ không nhỏ
hơn ba lần đường kính ngoài;
- Chiều dài của phần hình trụ không lớn
hơn 1,5 lần chiều dài phần hình trụ của các chai được thử.
11. Ghi nhãn
Mỗi chai phải được ghi nhãn dễ đọc và
bền lâu trên một biển hiệu hoặc trên một bộ phận không chịu áp lực khác được gắn
chặt thích hợp và bền vững với chai, phù hợp với ISO 13769, với các dấu hiệu bổ
sung thêm như được nêu chi tiết trong phụ lục a. Khi ghi nhãn trên các đáy của
chai thì phải chứng minh được rằng trong thử mỏi và thử nổ sự phá huỷ không bắt
đầu ở nhãn và nhãn phải dễ đọc. Bất cứ sự hạn chế nào về LPG đưa vào chai phải
được ghi nhãn bền lâu.
12. Giấy chứng nhận
Mỗi loạt chai phải có một giấy chứng
nhận để bảo đảm rằng
các chai đáp ứng các yêu cầu của tiêu chuẩn này về mọi mặt. Phụ lục B giới thiệu
một ví dụ điển hình về giấy chứng nhận.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ
lục A
(qui định)
Ghi nhãn của nhà sản xuất
Bảng A.1 - Ghi
nhãn của nhà sản xuất
Định nghĩa
Ví dụ
1
Đối với
chai được tiêu chuẩn hoá, ký hiệu này được đóng nhãn ngay sau số hiệu tiêu
chuẩn tương ứng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
Đối với
chai được khử ứng suất, ký hiệu này được đóng nhãn ngay sau số hiệu tiêu chuẩn
tương ứng
S
3
Đối với
chai không được tiêu chuẩn hoá hoặc khử ứng suất, ký hiệu này được đóng nhãn
ngay sau số hiệu tiêu chuẩn tương ứng
U
4
Khi chai được
dùng cho butan thương phẩm
"butan"
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ
lục B
(tham khảo)
Các ví dụ về giấy chứng nhận kiểm tra phê duyệt
kiểu và kiểm tra trong sản xuất
B.1. Mẫu giấy chứng nhận phê duyệt kiểu
Cấp bởi …………………..…………(cơ quan có thẩm quyền) ……………………………….....trên cơ sở
……………………………………………………………………………………………………………………..…….áp dụng TCVN 7763
ĐỐI VỚI CHAI CHỨA
KHÍ THÉP HÀN, NẠP LẠI DÙNG CHO LPG
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhà sản xuất hoặc người đại diện ………………… (tên và địa
chỉ nhà sản xuất hoặc đại diện của nhà sản xuất)………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………...
Dấu phê duyệt kiểu…………………………………………………………………………………………………….
Nội dung chi tiết của các kết quả kiểm
tra kiểu cho phê duyệt kiểu và các đặc điểm chủ yếu của kiểu. Có thể nhận được
tất cả các thông tin từ ………………………………(tên và địa
chỉ của cơ quan phê duyệt) ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………..
Ngày …………………………………….địa điểm
………………………………….............................................
Ký tên…………………………………………………..
Chú giải về sử dụng giấy chúng nhận
phê duyệt kiểu
a) Các kết quả kiểm tra phê duyệt kiểu
cần được gắn kèm theo các nội dung chi tiết của kiểu được phê duyệt.
b) Cần chỉ rõ các đặc điểm của kiểu, đặc
biệt là:
- Mặt cắt ngang theo chiều dài của kiểu
chai được chấp nhận phê duyệt kiểu, trên đó có chỉ ra:
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Chiều dày nhỏ nhất của thành chai
(a);
- Chiểu dày nhỏ nhất của đáy chai (b);
- Các chiều dài nhỏ nhất và lớn nhất.
Lmin và Lmax
- Dung tích nước hoặc các dung tích nước,
Vmin và Vmax;
- Áp suất thử thuỷ lực, P1;
- Tên nhà sản xuất / số hiệu bản vẽ và
ngày tháng;
- Tên của kiểu chai;
- Thép phù hợp với điều 5 [tính chất/thành
phần hoá học/phương pháp sản xuất/xử lý nhiệt/cơ tính được bảo đảm (độ bền kéo - ứng suất
chảy)];
- Đặc tính kỹ thuật của qui trình hàn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Áp dụng TCVN 7763 …………………………………………………………………………………………………
Người kiểm tra .................................................................................................................................. ............................................................................... …………………………………………………………..
Ngày tháng .......................................................................................................................................
Phê duyệt kiểu số .............................................................................................................................
Mô tả chai ........................................................................................................................................
.........................................................................................................................................................
Kiểm tra trong sản xuất số .......................................................................... ……………………………...
Loạt sản xuất số ............................................................... ………………..…..đến………………………...
Nhà sản xuất ............................................................................... (Tên và địa chỉ)
……………………….
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
.........................................................................................................................................................
Quốc gia ........................................................................... Dấu........................................................
Chủ sở hữu ......................................................................................... (Tên
và địa chỉ)………………..
.........................................................................................................................................................
.........................................................................................................................................................
Khách hàng ......................................................................................... (
Tên và địa chỉ)………………..
.........................................................................................................................................................
Kiểm tra trong sản xuất
1. Kết quả đo các chai mẫu
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loạt
Từ số………
Đến số……….
Dung tích nước
lít
Khối lượng rỗng
kg
Chiều dày nhỏ nhất
thu được
Của thành chai
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Của các đáy
mm
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Các kết quả thử
không phá huỷ (NDE)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Thử cơ tính được thực hiện
trên các chai mẫu
Phép thử/loạt
Xử lý nhiệt NR
Thử kéo
Thử uốn
Thử nổ thủy lực
bar
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mẫu thử
Ứng suất chảy
Ro, MPa
Độ bền kéo
Rm, MPa
Độ giãn dài
A
%
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các giá trị nhỏ nhất qui định
Tôi, người ký tên dưới đây, tuyên bố rằng
tôi đã kiểm tra và
các yêu cầu của tTCVN 7763: đã được thực hiện đạt
kết quả theo qui định.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
.........................................................................................................................................................
Nhận xét chung..................................................................................................................................
.........................................................................................................................................................
Được chứng nhận ngày ............................................... địa điểm........................................................
Chữ ký của người kiểm tra.................................................................................................................
Đại diện .................. (cơ quan có thẩm quyền)...................................................................................
 Đã cập nhật Luật Đất đai 2024 mới nhất
Đã cập nhật Luật Đất đai 2024 mới nhất