|
Loại
kiểm tra
|
Giới
hạn quy định một phía
|
Kiểm
soát kết hợp giới hạn quy định hai phía
|
|
phương
pháp “s”
|
phương
pháp “σ”
|
phương
pháp “s”
|
phương
pháp “σ”
|
|
Điều
|
Bảng
|
Điều
|
Bảng
|
Điều
|
Bảng
|
Điều
|
Bảng
|
|
Kiểm tra thường
|
15.1,
15.2, 15.3, 16.2, 23.1
|
A.1,
A.2, B.1
|
17.1,
17.2, 18, 19, 23.1
|
A.1,
A.2, C.1
|
15.1,
15.4, 16.2, 23.1
|
A.1,
A.2, D.1, F.1 (đối với n =
3), G.1
|
17.1,
17.3, 18, 19, 23.1
|
A.1,
A.2, C.1, E.1
|
|
Chuyển đổi giữa
kiểm tra thường và kiểm tra ngặt
|
23.2,
23.3
|
B.1,
B.2
|
23.2,
23.3
|
C.1,
C.2
|
23.2,
23.3
|
D.1,
D.2
G.1,
G.2
|
23.2,
23.3
|
E.1
G.1,
G.2
|
|
Chuyển đổi giữa
kiểm tra thường và kiểm tra giảm
|
23.4,
23.5
|
B.1,
B.3
I.1
|
23.4,
23.5
|
C.1,
C.3
I.1
|
23.4,
23.5
|
D.1,
D.3
G.1,
G.3
I.1
|
23.4,
23.5
|
E.1
G.1,
G.3
I.1
|
|
Chuyển
đổi giữa kiểm tra ngặt và ngừng kiểm tra
|
21,
24
|
B.2
|
24
|
C.2
|
21,
24
|
D.2
G.2
|
24
|
E.1
G.2
|
|
Chuyển
đổi giữa phương pháp “s” và phương pháp “σ”
|
25
K.2.1
K.3,
K.4, K.5
|
H.1
|
25
K.2.2
|
H.1
|
25
K.2.1
K.3,
K.4, K.5
|
H.1
|
25
K.2.2
|
H.1
|
|
Kiểm tra thường
|
15.1,
15.4, 16.2, 23.1
|
A.1,
A.2, D.1, F.1 (đối với n =3),
G.1
|
17.1,
17.2,
17.3,
18, 19,
23.1
|
A.1,
A.2, C.1, E.2
|
15.1,
15.5, 16.2, 23.1
|
A.1,
A.2, D.1, F (đối với n =
3), G.1
|
17.1,
17.3, 18, 19, 23.1
|
A.1,
A.2, C.1, E.3
|
|
Chuyển đổi giữa
kiểm tra thường và kiểm tra ngặt
|
23.2,
23.3
|
D.1,
D.2
G.1,
G.2
|
23.2,
23.3
|
E.1
G.1,
G.2
|
23.2,
23.3
|
D.1,
D.2
G.1,
G.2
|
23.2,
23.3
|
E.1
G.1,
G.2
|
|
Chuyển đổi giữa
kiểm tra thường và kiểm tra giảm
|
23.4,
23.5
|
D.1,
D.3
G.1,
G.3
I.1
|
23.4,
23.5
|
E.2
G.1,
G.3
I.1
|
23.4,
23.5
|
D.1,
D.3
G.1,
G.3
I.1
|
23.4,
23.5
|
E.3
G.1,
G.3
I.1
|
|
Chuyển
đổi giữa kiểm tra ngặt và ngừng kiểm tra
|
21,
24
|
D.2
G.2
|
24
|
E.1
G.2
|
21,
24
|
D.2
G.2
|
24
|
E.1
G.2
|
|
Chuyển
đổi giữa phương pháp “s” và phương pháp “σ”
|
25
K.2.1
K.3,
K.4, K.5
|
H.1
|
25
K.2.2
|
H.1
|
25
K.2.1
K.3,
K.4, K.5
|
H.1
|
25
K.2.2
|
H.1
|
QUY
TRÌNH LẤY MẪU ĐỂ KIỂM TRA ĐỊNH LƯỢNG – PHẦN 2: QUY ĐỊNH CHUNG ĐỐI VỚI PHƯƠNG ÁN
LẤY MẪU MỘT LẦN XÁC ĐỊNH THEO GIỚI HẠN CHẤT LƯỢNG CHẤP NHẬN (AQL) ĐỂ KIỂM TRA
TỪNG LÔ CÓ CÁC ĐẶC TRƯNG CHẤT LƯỢNG ĐỘC LẬP
Sampling
procedures for inspection by variables – Part 2: General specification for
single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot
inspection of independent quality characteristics
1. Phạm vi áp dụng
Tiêu chuẩn này quy
định hệ thống lấy mẫu chấp nhận của phương án lấy mẫu một lần để kiểm tra định
lượng, xác định theo giới hạn chất lượng chấp nhận (AQL).
Tiêu chuẩn này được
thiết kế để áp dụng trong các điều kiện sau:
a) khi quy trình kiểm
tra cần được áp dụng cho loạt liên tiếp các lô sản phẩm riêng rẽ được cùng một
nhà sản xuất cung cấp và sử dụng một quá trình sản xuất. Nếu có các nhà sản
xuất hoặc quá trình sản xuất khác nhau thì áp dụng tiêu chuẩn này một cách riêng
rẽ cho từng loại;
b) khi các đặc trưng chất
lượng của các cá thể sản phẩm đo được trên thang đo liên tục;
c) khi sai số phép đo
không đáng kể (nghĩa là với độ lệch chuẩn không quá 10 % độ lệch chuẩn tương
ứng của quá trình);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) trong trường hợp có
nhiều đặc trưng chất lượng, các đặc trưng độc lập với nhau, hoặc ít nhất là gần
độc lập;
f) khi hợp đồng hoặc tiêu
chuẩn xác định giới hạn quy định trên U, giới hạn quy định dưới L, hoặc cả hai cho
từng đặc trưng chất lượng.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn
dưới đây rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu
ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu không ghi năm công
bố thì áp dụng bản mới nhất, bao gồm cả các sửa đổi.
TCVN 7790-1 (ISO
2859-1), Quy trình lấy mẫu để kiểm tra định tính – Phần 1: Chương trình lấy mẫu
được xác định theo giới hạn chất lượng chấp nhận (AQL) để kiểm tra từng lô
TCVN 8244-1 (ISO
3534-1), Thống kê học -
Từ vựng và
ký hiệu – Phần 1: Thuật ngữ chung về thống kê và thuật ngữ dùng trong xác suất
TCVN 8244-2 (ISO
3534-2), Thống kê học -
Từ vựng và
ký hiệu – Phần 2: Thống kê ứng dụng
TCVN ISO 9000, Hệ
thống quản lý chất lượng – Cơ sở và từ vựng
3. Thuật ngữ và định
nghĩa
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.1. Kiểm tra định
lượng
(inspection by variables)
Kiểm tra bằng cách đo
(các) độ lớn của (các) đặc trưng của cá thể.
[TCVN 8244-2 (ISO 3534-2)]
3.2. Kiểm tra lấy mẫu
(sampling
inspection)
Kiểm tra các cá thể
được chọn trong nhóm đang xem xét.
[TCVN 8244-2 (ISO 3534-2)]
3.3. Kiểm tra lấy mẫu
chấp nhận
(acceptance sampling inspection)
Kiểm tra chấp nhận trong
đó khả năng chấp nhận được xác định bằng việc kiểm tra lấy mẫu (3.2).
[TCVN 8244-2 (ISO 3534-2)]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kiểm tra lấy mẫu chấp
nhận
(3.3) trong đó khả năng chấp nhận quá trình được xác định thống kê từ các phép đo
đặc trưng chất lượng quy định của từng cá thể trong mẫu lấy từ một lô.
3.5. Tỷ lệ không phù
hợp của quá trình (process
fraction nonconforming)
Tỷ lệ cá thể không
phù hợp được tạo ra bởi một quá trình, biểu thị bằng một tỷ số.
3.6. Giới hạn chất
lượng chấp nhận
(acceptance quality limit)
AQL
Tỷ lệ không phù hợp
của quá trình
(3.5) lớn nhất có thể chấp nhận được khi một loạt các lô liên tiếp được giao nộp
để lấy mẫu chấp nhận.
CHÚ THÍCH: Xem điều
5.
3.7. Mức chất lượng (quality level)
Chất lượng biểu thị
bằng tỷ lệ xuất hiện các cá thể không phù hợp.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CRQ
Mức chất lượng (3.7) của quá trình,
trong phương án lấy mẫu chấp nhận, tương ứng với rủi ro của người tiêu dùng
được quy định.
CHÚ THÍCH 1: Trong
tiêu chuẩn này, mức chất lượng là tỷ lệ không phù hợp của quá trình.
CHÚ THÍCH 2: Trong
tiêu chuẩn này, chất lượng ứng với rủi ro của người tiêu dùng sao cho rủi ro
của người tiêu dùng là 10 %.
3.9. Rủi ro của nhà
sản xuất
(producer’s risk)
PR
Xác suất không được
chấp nhận khi mức chất lượng (3.7) có giá trị nêu trong phương án là được
chấp nhận.
CHÚ THÍCH: Mức chất lượng
liên quan đến tỷ lệ không phù hợp của quá trình (3.5) và khả năng chấp nhận
liên quan đến AQL (3.6).
3.10. Sự không phù
hợp
(nonconformity)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[TCVN ISO 9000]
CHÚ THÍCH: Sự không phù
hợp thường được phân loại theo mức độ nghiêm trọng, như:
– Loại A. Sự không
phù hợp thuộc loại được coi là quan trọng nhất đối với sản phẩm hoặc dịch vụ.
Sự không phù hợp loại này thường được ấn định giá trị AQL rất nhỏ.
– Loại B. Sự không
phù hợp thuộc loại được coi là ít quan trọng hơn; loại này thường được ấn định
giá trị AQL lớn hơn so với loại A và nhỏ hơn loại C nếu có, v.v…
Số lượng loại và việc
ấn định vào loại nào cần phù hợp với yêu cầu về chất lượng của tình huống cụ
thể.
3.11. Đơn vị không
phù hợp
(nonconforming unit)
Đơn vị có một hoặc nhiều
sự không phù hợp.
[TCVN 8244-2 (ISO 3534-2)]
3.12. Phương án lấy
mẫu chấp nhận theo phương pháp “s” (“s” method acceptance sampling
plan)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương án lấy mẫu chấp
nhận định lượng sử dụng độ lệch chuẩn mẫu.
[TCVN 8244-2 (ISO 3534-2)]
CHÚ THÍCH: Xem điều 15.
3.13. Phương án lấy
mẫu chấp nhận theo phương pháp “σ” (“σ” method acceptance
sampling plan)
Phương án sigma
Phương án lấy mẫu
chấp nhận định lượng sử dụng giá trị độ lệch chuẩn giả định của quá trình.
[TCVN 8244-2 (ISO 3534-2)]
CHÚ THÍCH: Xem điều
16.
3.14. Giới hạn quy
định
(specification limit)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.15. Giới hạn quy
định dưới
(lower specification limit)
Giới hạn quy định [3.14] xác định giá
trị giới hạn dưới.
CHÚ THÍCH: Kí hiệu ưu
tiên dùng cho giới hạn quy định dưới là L.
[TCVN 8244-2 (ISO 3534-2)]
3.16. Giới hạn quy
định trên
(upper specification limit)
Giới hạn quy định [3.14] xác định giá
trị giới hạn trên.
CHÚ THÍCH: Kí hiệu ưu
tiên dùng cho giới hạn quy định dưới là U.
[TCVN 8244-2 (ISO 3534-2)]
3.17. Kiểm soát kết
hợp
(combined control)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1: Xem 5.3,
15.3.2 và 17.3.
CHÚ THÍCH 2: Việc sử
dụng yêu cầu AQL (3.6) kết hợp có nghĩa là sự không phù hợp vượt quá một
trong hai giới hạn quy định (3.14) có tầm quan trọng như nhau hoặc ít
nhất là gần như nhau đối với sự thiếu tính toàn vẹn của sản phẩm.
3.18. Kiểm soát riêng (separate control)
Yêu cầu khi sự không phù
hợp vượt quá giới hạn quy định trên và giới hạn quy định dưới (3.16,
3.15) của đặc trưng chất lượng ở các lớp khác nhau, do đó cũng áp dụng các AQL
(3.6) khác nhau.
CHÚ THÍCH: Xem 5.3,
15.3.3 và 17.2.
3.19. Kiểm soát phức
hợp
(complex control)
Yêu cầu khi sự không phù
hợp vượt quá giới hạn quy định trên (3.16) và giới hạn quy định dưới
(3.15) của đặc trưng chất lượng thuộc một lớp, không phù hợp vượt quá một trong
hai giới hạn quy định trên hoặc giới hạn quy định dưới thuộc lớp khác, áp dụng các
AQL (3.6) riêng cho hai lớp đó.
CHÚ THÍCH 1: Xem 5.3,
15.3.4 và 17.3.
3.20. Hằng số chấp
nhận
(acceptability constant)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hằng số phụ thuộc vào
giá trị quy định của giới hạn chất lượng chấp nhận (3.6) và cỡ mẫu, sử
dụng trong chuẩn mực chấp nhận lô theo phương án lấy mẫu chấp nhận (3.3)
định lượng.
[TCVN 8244-2 (ISO 3534-2)]
CHÚ THÍCH: Xem 15.2
và 16.2.
3.21. Thống kê chất
lượng
(quality statistic)
Q
Hàm của giới hạn
quy định (3.14), trung bình mẫu, và độ lệch chuẩn mẫu hoặc quá trình, sử
dụng trong đánh giá khả năng chấp nhận lô (xem 4.1, kí hiệu QL
và QU).
[TCVN 8244-2 (ISO 3534-2)]
CHÚ THÍCH 1: Trong
trường hợp giới hạn quy định một phía, lô có thể được kết luận theo kết quả so
sánh Q với hằng số chấp nhận (3.20) k.
CHÚ THÍCH 2: Xem 15.2
và 16.2.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hàm của giới hạn
quy định dưới (3.15), trung bình mẫu, và độ lệch chuẩn mẫu hoặc quá trình.
[TCVN 8244-2 (ISO 3534-2)]
CHÚ THÍCH 1: Trong
trường hợp giới hạn quy định một phía dưới, lô có thể được kết luận theo kết
quả so sánh QL với hằng số chấp nhận (3.20) k.
CHÚ THÍCH 2: Xem điều
4, 15.2 và 16.2.
3.23. Thống kê chất
lượng trên
(upper quality statistic)
Hàm của giới hạn
quy định trên [3.15], trung bình mẫu, và độ lệch chuẩn mẫu hoặc quá trình.
[TCVN 8244-2 (ISO 3534-2)]
CHÚ THÍCH 1: Trong
trường hợp giới hạn quy định một phía trên (3.15), lô có thể được kết
luận theo kết quả so sánh QU với hằng số chấp nhận
(3.20) k.
CHÚ THÍCH 2: Xem điều 4, 15.2 và 16.2.
3.24. Độ lệch chuẩn
lớn nhất của mẫu
(maximum sample standard deviation)
MSSD
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ lệch chuẩn lớn
nhất của mẫu đối với một chữ mã cỡ mẫu và giới hạn chất lượng chấp nhận
(3.6) cho trước, với giá trị này có thể thỏa mãn chuẩn mực chấp nhận đối với
kiểm soát kết hợp giới hạn quy định hai phía (3.14) với yêu cầu AQL
(3.6) kết hợp và chưa biết độ biến động của quá trình.
CHÚ THÍCH: Xem 15.3.
3.25. Độ lệch chuẩn
lớn nhất của quá trình (maximum process standard deviation)
MPSD
σmax
Độ lệch chuẩn lớn
nhất của quá trình đối với một chữ mã cỡ mẫu và giới hạn chất lượng chấp
nhận (3.6) cho trước, với giá trị này có thể thỏa mãn chuẩn mực chấp nhận đối
với kiểm soát kết hợp giới hạn quy định hai phía với yêu cầu AQL (3.6)
kết hợp trong kiểm tra ngặt khi đã biết độ biến động của quá trình.
CHÚ THÍCH: Xem 17.2
và 17.3.
3.26. Quy tắc chuyển đổi (switching rule)
Hướng dẫn trong chương
trình lấy mẫu chấp nhận để chuyển từ phương án lấy mẫu chấp nhận này sang
phương án lấy mẫu khác có mức độ chặt chẽ cao hơn hoặc thấp hơn dựa trên diễn biến
chất lượng trước đó.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1: Kiểm tra
thường, ngặt hoặc giảm, hoặc ngừng kiểm tra là các ví dụ của “mức độ chặt chẽ cao
hơn hoặc thấp hơn”.
CHÚ THÍCH 2: Xem điều
6 và 23.
3.27. Phép đo (measurement)
Tập hợp các hoạt động
để xác định giá trị của một đại lượng.
[TCVN 8244-2 (ISO 3534-2)]
3.28. Bộ phận có thẩm
quyền
(responsible authority)
Thuật ngữ chung dùng để
duy trì tính trung lập của tiêu chuẩn này (trước tiên cho mục đích kỹ thuật),
dù là bên thứ nhất, bên thứ hai hay bên thứ ba có liên quan hoặc áp dụng.
CHÚ THÍCH 1: Bộ phận có
thẩm quyền có thể là:
a) bộ phận chất lượng
thuộc tổ chức cung cấp (bên thứ nhất);
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) tổ chức kiểm tra
hoặc chứng nhận độc lập (bên thứ ba);
d) bộ phận có thẩm quyền
a), b) hay c) mà sự phân biệt theo chức năng (xem chú thích 2) được nêu trong
văn bản thỏa thuận giữa hai bên, ví dụ văn bản giữa người cung ứng và người
mua.
CHÚ THÍCH 2: Chức
năng và nhiệm vụ của bộ phận có thẩm quyền được nêu trong TCVN 7790-1:2007 (ISO
2859-1:1999) (5.2, 6.2, điều 7, 9.1, 9.3.3, 9.4, 10.1 và 10.3).
4. Ký hiệu
4.1.
Ký hiệu cho trường hợp đơn biến
Các ký hiệu được sử
dụng khi chỉ có một đặc trưng chất lượng trong lớp đó như nêu dưới đây.
fs
hệ số liên hệ độ
lệch chuẩn lớn nhất của mẫu (MSSD) với hiệu số giữa U và L (xem
Phụ lục D)
fσ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
k
hằng số chấp nhận
dạng k để sử dụng với giới hạn quy định một phía và một đặc trưng chất
lượng (xem Phụ lục B và C)
L
giới hạn quy định dưới (khi dùng làm chỉ số dưới của biến, biểu thị
giá trị của biến tại L)
µ
trung bình quá
trình
N
cỡ lô (số cá thể
trong một lô)
n
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66

ước lượng tỷ lệ
không phù hợp của quá trình (xem Phụ lục K)
pL
tỷ lệ không phù hợp
của quá trình thấp hơn giới hạn quy định dưới

ước lượng tỷ lệ không phù hợp của quá trình thấp hơn giới hạn quy
định dưới
pU
tỷ lệ không phù hợp
của quá trình cao hơn giới hạn quy định trên

...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
p*
hằng số chấp nhận
dạng p*, giá trị lớn nhất có thể chấp nhận được đối với ước lượng tỷ
lệ không phù hợp của quá trình (xem Phụ lục G)
Pa
xác suất chấp nhận
Q
thống kê chất lượng
QL
thống kê chất lượng trên
CHÚ THÍCH 1:được
xác định bằng ( - L) / s khi chưa biết độ
lệch chuẩn quá trình và bằng ( - L)/σ khi giả
định là đã biết.
- L) / s khi chưa biết độ
lệch chuẩn quá trình và bằng ( - L)/σ khi giả
định là đã biết.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
thống kê chất lượng dưới
CHÚ THÍCH 2:được
xác định bằng (U -) / s khi chưa biết độ
lệch chuẩn quá trình và bằng (U - )/σ khi giả định
là đã biết.
s
độ lệch chuẩn mẫu
của giá trị đặc trưng chất lượng đo được (cũng là ước lượng độ lệch chuẩn quá
trình), nghĩa là
(Xem thêm Phụ lục
J)
smax
độ lệch chuẩn lớn
nhất của mẫu (MSSD)
σ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 3: σ2, bình phương độ lệch chuẩn quá trình,
được gọi là phương sai quá trình.
σmax
độ lệch chuẩn lớn
nhất của quá trình (MPSD)
U
giới hạn quy định
trên (khi dùng làm chỉ số dưới của biến, biểu thị giá trị của biến tại U)
xj
giá trị đo được của
đặc trưng chất lượng đối với cá thể thứ j của mẫu
trung bình số học
giá trị đo được của đặc trưng chất lượng trong mẫu, nghĩa là
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66

giá trị chấp nhận
dưới đối với

giá trị chấp nhận
trên đối với
4.2.
Ký hiệu cho trường hợp đa biến
Các ký hiệu được sử
dụng khi có hai hay nhiều đặc trưng chất lượng trong một lớp như nêu dưới đây.
Li
giới hạn quy định
dưới đối với đặc trưng chất lượng thứ i
M
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66

ước lượng tỷ lệ
không phù hợp của quá trình đối với đặc trưng chất lượng thứ i

ước lượng tỷ lệ
không phù hợp của quá trình thấp hơn giới hạn quy định dưới đối với đặc trưng
chất lượng thứ i

ước lượng tỷ lệ
không phù hợp của quá trình cao hơn giới hạn quy định trên đối với đặc trưng
chất lượng thứ i
si
độ lệch chuẩn mẫu
đối với đặc trưng chất lượng thứ i, nghĩa là
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
độ lệch chuẩn quá
trình đối với đặc trưng chất lượng thứ i
Ui
giới hạn quy định
trên đối với đặc trưng chất lượng thứ i
xij
giá trị đo được của đặc trưng chất lượng thứ i đối với cá thể thứ
j của mẫu

giá trị trung bình
của mẫu của đặc trưng chất lượng thứ i, nghĩa là

5. Giới hạn chất
lượng chấp nhận (AQL)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQL là mức chất lượng
mà tỷ lệ không phù hợp kém nhất của quá trình có thể chấp nhận khi giao nộp một
loạt các lô liên tiếp để lấy mẫu chấp nhận. Mặc dù các lô riêng biệt có chất lượng
kém xấp xỉ giới hạn chất lượng chấp nhận vẫn có khả năng được chấp nhận với xác
suất khá cao, nhưng giới hạn chất lượng chấp nhận ấn định không phải là mức chất
lượng mong muốn. Chương trình lấy mẫu trong tiêu chuẩn này, với các quy tắc chuyển
đổi và ngừng việc kiểm tra lấy mẫu, được thiết kế để khuyến khích người cung ứng
duy trì tỷ lệ không phù hợp của quá trình tốt hơn các AQL tương ứng. Nếu không thì
sẽ có rủi ro cao vì phải chuyển sang kiểm tra ngặt với các chuẩn mực chấp nhận lô
khắt khe hơn. Trường hợp phải kiểm tra ngặt, nếu không có hành động để cải
thiện quá trình thì có nhiều khả năng quy tắc đòi hỏi việc dừng kiểm tra lấy
mẫu cho đến khi có hành động cải tiến được thực hiện.
5.2. Sử dụng
Trong tiêu chuẩn này, AQL cùng với chữ mã cỡ mẫu được dùng để xác
định phương án lấy mẫu.
5.3. Quy định AQL
AQL cần sử dụng sẽ
được ấn định trong quy định kỹ thuật của sản phẩm, hợp đồng hoặc do bộ phận có
thẩm quyền đưa ra. Trong mọi trường hợp, một AQL phải được quy định cho từng loại
không phù hợp (xem 3.10).
Khi có cả giới hạn quy
định trên và dưới cho một đặc trưng chất lượng thì sẽ có ba trường hợp:
a) kiểm soát kết hợp giới
hạn quy định hai phía, trong đó sự không phù hợp vượt ra ngoài cả hai giới hạn thuộc
cùng một lớp, áp dụng một AQL;
b) kiểm soát riêng, trong
đó sự không phù hợp vượt quá hai giới hạn thuộc các lớp khác nhau, áp dụng các AQL
riêng;
c) kiểm soát phức hợp,
trong đó sự không phù hợp vượt quá giới hạn có mức độ nghiêm trọng cao hơn thuộc
một lớp, áp dụng một AQL, còn sự không phù hợp vượt quá cả hai giới hạn thuộc một
lớp khác, áp dụng AQL lớn hơn.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
– kiểm soát kết hợp đơn
giản để kiểm soát tổng pL + pU trong phạm vi
một loại không phù hợp áp dụng một AQL;
– kiểm soát riêng để kiểm
soát pL trong phạm vi một loại áp dụng một AQL, và để kiểm
soát riêng pU trong loại khác áp dụng AQL thứ hai;
– kiểm soát phức hợp để
kiểm soát pL + pU trong phạm vi một loại áp
dụng một AQL và để kiểm soát riêng pL hoặc pU
trong loại khác áp dụng AQL thấp hơn.
Do đó, trong kiểm
soát giới hạn quy định một phía trên và giới hạn quy định một phía dưới có năm loại
kiểm soát. Một loại có thể có những sự không phù hợp thuộc một số bất kỳ trong
số các loại hình kiểm soát này.
Phép thử chấp nhận phải
được tiến hành theo các quy định của tiêu chuẩn này đối với mỗi loại không phù
hợp. Lô chỉ được chấp nhận khi tất cả các loại không phù hợp thỏa mãn các phép thử
chấp nhận tương ứng.
5.4. AQL ưu tiên
Mười sáu AQL cho
trong tiêu chuẩn này, có giá trị không phù hợp từ 0,01 % đến 10 %, được coi là
các AQL ưu tiên. Nếu, đối với sản phẩm hoặc dịch vụ bất kỳ, một AQL được ấn
định khác với AQL ưu tiên thì không áp dụng tiêu chuẩn này (xem 13.2).
5.5. Cảnh báo
Từ định nghĩa về AQL
ở trên, việc bảo vệ mong muốn chỉ có thể được đảm bảo khi cung cấp một loạt các
lô liên tiếp để kiểm tra.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Việc ấn định AQL
không có nghĩa là người cung ứng có quyền cố ý cung cấp bất kỳ sản phẩm không
phù hợp nào.
6. Quy tắc chuyển đổi
đối với kiểm tra thường, ngặt và giảm
Quy tắc chuyển đổi
ngăn ngừa nhà sản xuất hoạt động ở mức chất lượng kém hơn AQL. Tiêu chuẩn này
quy định việc chuyển sang kiểm tra ngặt khi kết quả kiểm tra cho thấy rằng AQL
bị vượt quá. Tiêu chuẩn này còn quy định việc ngừng toàn bộ việc kiểm tra lấy
mẫu nếu kiểm tra ngặt không làm cho nhà sản xuất cải thiện nhanh chóng quá trình
sản xuất.
Quy tắc kiểm tra ngặt
và ngừng kiểm tra là quy trình tích hợp của tiêu chuẩn này, và do đó là bắt
buộc, nếu cần duy trì việc bảo vệ dựa theo AQL.
Tiêu chuẩn này cũng đưa
ra khả năng chuyển sang kiểm tra giảm khi kết quả kiểm tra cho thấy mức chất lượng
ổn định và tin cậy ở mức tốt hơn AQL. Tuy nhiên, điều này là tùy chọn (theo quyết
định của bộ phận có thẩm quyền).
Nếu từ biểu đồ kiểm
tra (xem 22.1) có đủ bằng chứng là độ biến động được kiểm soát thống kê thì cần
xem xét để chuyển sang phương pháp “σ”. Nếu thấy có lợi, giá trị ổn định
của s (độ lệch chuẩn mẫu) phải được lấy làm σ (xem điều 25).
Khi cần phải dừng kiểm
tra lấy mẫu chấp nhận, không được bắt đầu lại việc kiểm tra theo tiêu chuẩn này
cho đến khi nhà sản xuất có hành động cải tiến chất lượng của sản phẩm giao
nộp.
Chi tiết việc vận
hành quy tắc chuyển đổi được nêu trong điều 23, 24 và 25, đồng thời được trình
bày theo biểu đồ trong Hình 1.

...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7. Mối quan hệ với
TCVN 7790-1 (ISO 2859-1) và TCVN 8243-1 (ISO 3951-1)
7.1. Mối quan hệ với
TCVN 7790-1 (ISO 2859-1)
7.1.1. Điểm tương tự
với TCVN 7790-1 (ISO 2859-1)
a) Tiêu chuẩn này bổ
sung cho TCVN 7790-1 (ISO 2859-1); hai tiêu chuẩn này có chung luận điểm, và
trong chừng mực có thể, các quy trình và từ vựng là giống nhau.
b) Cả hai tiêu chuẩn
đều sử dụng AQL để xác định phương án lấy mẫu và giá trị ưu tiên sử dụng trong tiêu
chuẩn này giống với các giá trị được cho đối với phần trăm không phù hợp trong TCVN
7790-1 (ISO 2859-1) (nghĩa là từ 0,01 % đến 10 %).
c) Trong cả hai tiêu
chuẩn, cỡ lô và bậc kiểm tra (mặc định là kiểm tra bậc II trong các hướng dẫn
khác) xác định chữ mã cỡ mẫu. Khi đó, các bảng chung cho cỡ mẫu cần lấy và
chuẩn mực chấp nhận, xác định bằng chữ mã cỡ mẫu và AQL. Các bảng riêng được
cho đối với phương pháp “s” và “σ”, đối với kiểm tra thường, ngặt
và giảm.
d) Các quy tắc chuyển
đổi về cơ bản tương đương nhau.
e) Phân loại sự không
phù hợp theo mức độ nghiêm trọng thành loại A, loại B, ... vẫn giữ nguyên.
7.1.2. Điểm khác
với TCVN 7790-1 (ISO 2859-1)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Phân bố chuẩn:
Trong TCVN 7790-1 (ISO 2859-1) không có yêu cầu nào liên quan đến phân bố của các
đặc trưng. Tuy nhiên, trong tiêu chuẩn này, điều cần thiết để vận hành hiệu quả
các phương án là phân bố các giá trị đo được trên từng đặc trưng chất lượng cần
theo phân bố chuẩn hoặc ít nhất là gần giống với phân bố chuẩn.
c) Tính độc lập:
Trong TCVN 7790-1 (ISO 2859-1) không có yêu cầu nào liên quan đến tính độc lập
của các đặc trưng chất lượng. Tuy nhiên, trong tiêu chuẩn này, để vận hành hiệu
quả các phương án các phép đo đối với tất cả các đặc trưng chất lượng trong một
lớp cần phải độc lập hoặc ít nhất là gần như độc lập.
d) Đường hiệu quả
(đường OC): Đường OC của phương án định lượng trong tiêu chuẩn này không đồng nhất
với đường hiệu quả của phương án định tính tương ứng trong TCVN 7790-1 (ISO
2859-1). Các đường càng khớp với nhau càng tốt chịu một số ràng buộc thực tế,
như giữ nguyên cỡ mẫu với một chữ mã cho trước và mức độ chặt chẽ của kiểm tra,
và phương pháp “s” hay phương pháp “σ” được sử dụng, bất kể là AQL nào.
e) Rủi ro của nhà
sản xuất: Đối với chất lượng quá trình đúng bằng AQL, rủi ro của nhà sản
xuất khi lô không được chấp nhận có xu hướng giảm khi cỡ mẫu tăng một bậc cùng với
giảm một bậc AQL, nghĩa là các đường chéo xuống của bảng tổng thể đi từ đầu bên
phải xuống cuối bên trái. Diễn biến của xác suất cũng tương tự nhưng không
không giống hệt như TCVN 7790-1 (ISO 2859-1). (Rủi ro của nhà sản xuất trong
các phương án được đề cập trong Phụ lục M.)
f) Cỡ mẫu: Cỡ
mẫu định lượng tương ứng với chữ mã đã cho thường nhỏ hơn cỡ mẫu định tính với
cùng chữ mã đó. Điều này đặc biệt đúng trong phương pháp “σ”. (Xem Bảng A.2.)
g) Phương án lấy
mẫu hai lần: Phương án lấy mẫu hai lần được trình bày riêng trong ISO
3951-3.
h) Phương án lấy
mẫu nhiều lần: Trong tiêu chuẩn này không đề cập đến phương án lấy mẫu nhiều
lần.
i) Giới hạn chất
lượng đầu ra trung bình (AOQL): Khái niệm AOQL áp dụng khi kiểm tra 100 %
và có khả năng sửa chữa đối với các lô không được chấp nhận. Theo đó, không thể
sử dụng khái niệm AOQL trong thử phá hủy hoặc thử nghiệm đắt tiền. Vì các phương
án định lượng thường được sử dụng trong các trường hợp này nên trong tiêu chuẩn
không đưa ra các bảng AOQL.
7.2. Mối quan hệ với
TCVN 8243-1 (ISO 3951-1)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Tiêu chuẩn này bổ
sung cho TCVN 8243-1 (ISO 3951-1) và hai tiêu chuẩn đều trình bày các quy trình
lấy mẫu một lần để kiểm tra định lượng.
b) Các quy trình
trong TCVN 8243-1 (ISO 3951-1) cũng được nêu trong tiêu chuẩn này nhưng được
nêu ở “dạng k”.
7.2.2. Điểm khác nhau
a) Tiêu chuẩn này
khái quát hơn TCVN 8243-1 (ISO 3951-1) vì nó bao gồm các quy trình đa biến đối
với các đặc trưng chất lượng độc lập đồng thời cũng đưa ra các quy trình dùng cho
kiểm soát riêng hoặc kiểm soát kết hợp giới hạn quy định hai phía.
b) Do các quy trình dạng
k chỉ có thể sử dụng với một đặc trưng chất lượng có một AQL nên tiêu chuẩn
này cũng đưa ra các quy trình chung hơn dạng p*.
CHÚ THÍCH: Đối với người
sử dụng đã quen với MIL-STD-414, dạng k tương ứng với dạng 1 của tiêu
chuẩn quân sự, còn dạng p* tương ứng với dạng 2. Thuật ngữ mới được cho
là hữu ích hơn.
8. Bảo vệ người tiêu
dùng
8.1. Sử dụng các phương án riêng lẻ
Tiêu chuẩn này được
dùng như một hệ thống sử dụng kiểm tra ngặt, thường và giảm trên một loạt các
lô liên tiếp để bảo vệ người tiêu dùng, trong khi vẫn đảm bảo với nhà sản xuất
rằng có nhiều khả năng lô được chấp nhận nếu chất lượng tốt hơn AQL.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.2. Bảng chất lượng
ứng với rủi ro của người tiêu dùng
Nếu một loạt lô không
đủ dài để có thể áp dụng quy tắc chuyển đổi thì có thể giới hạn việc chọn
phương án lấy mẫu ở những phương án cùng với giá trị AQL được ấn định có chất lượng
ứng với rủi ro của người tiêu dùng không kém hơn mức bảo vệ chất lượng giới hạn
quy định. Có thể chọn phương án lấy mẫu cho mục đích này bằng cách chọn chất lượng
ứng với rủi ro của người tiêu dùng (CRQ) và rủi ro của người tiêu dùng đi kèm với
nó. Phụ lục L đưa ra các giá trị chất lượng ứng với rủi ro của người tiêu dùng cho
phương pháp “s” và phương pháp “σ” tương ứng với rủi ro của người
tiêu dùng là 10 %.
Tuy nhiên, việc áp dụng
tiêu chuẩn này cho các lô riêng rẽ không được khuyên dùng vì lý thuyết lấy mẫu định
lượng áp dụng cho một quá trình. Đối với các lô riêng rẽ, việc sử dụng các phương
án lấy mẫu định tính, như trong ISO 2859-2 [7], sẽ thích hợp và hiệu
quả hơn. (Xem thêm tài liệu tham khảo [8] trong Thư mục tài liệu tham khảo.)
8.3. Bảng rủi ro của
nhà sản xuất
Phụ lục M đưa ra xác suất
không chấp nhận theo phương pháp “s” và “σ” đối với lô sản xuất khi
tỷ lệ không phù hợp của quá trình bằng AQL. Xác suất này được gọi là rủi ro của
nhà sản xuất.
8.4. Đường hiệu quả
Bảng chất lượng ứng với
rủi ro của người tiêu dùng và rủi ro của nhà sản xuất chỉ cung cấp thông tin về
hai điểm trên đường hiệu quả. Tuy nhiên, mức độ bảo vệ người tiêu dùng bằng phương
án lấy mẫu riêng ở chất lượng bất kỳ của quá trình có thể được đánh giá từ
đường hiệu quả (OC) của phương án. Khi chọn phương án lấy mẫu, cần tham khảo đường
OC đối với phương án lấy mẫu theo phương pháp “s” kiểm tra thường của tiêu
chuẩn này được cho trong các biểu đồ từ B đến R của TCVN 8243-1 (ISO 3951-1).
Các bảng từ B đến R về mức chất lượng của quá trình tại chín xác suất chấp nhận
chuẩn đối với tất cả các phương án lấy mẫu theo phương pháp “s” cũng được
cho trong tiêu chuẩn này.
Các đường OC và các bảng
này áp dụng cho giới hạn quy định một phía trong phương pháp “s”. Hầu
hết trong số chúng đều cho kết quả xấp xỉ tốt cho phương pháp “σ” và cho
trường hợp kiểm soát kết hợp giới hạn quy định hai phía, đặc biệt là đối với
các cỡ mẫu lớn hơn. Nếu phương pháp “σ” đòi hỏi giá trị OC chính xác hơn
thì tham khảo Phụ lục N.
9. Hoạch định
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10.
Chọn giữa định lượng và định tính
Vấn đề trước tiên cần
xem xét là có cần kiểm tra định lượng hơn là kiểm tra định tính hay không. Các
điểm dưới đây cần được tính đến.
a) Về mặt kinh tế, cần
so sánh tổng chi phí cho việc kiểm tra tương đối đơn giản một số lượng lớn hơn các
cá thể bằng chương trình định tính với quy trình nói chung là phức tạp hơn của chương
trình định lượng, thường mất nhiều thời gian và chi phí hơn cho một cá thể.
b) Về kiến thức thu
được, ưu thế thuộc về kiểm tra định lượng, vì thông tin thu được chỉ ra chính xác
hơn về chất lượng của sản phẩm. Vì thế có thể đưa ra cảnh báo sớm hơn nếu chất lượng
giảm.
c) Chương trình định tính
có thể dễ hiểu và dễ chấp nhận hơn. Ví dụ, khi kiểm tra định lượng, ban đầu có
thể khó chấp nhận việc lô có khả năng bị loại khi thực hiện các phép đo trên
mẫu không có một cá thể không phù hợp nào. (Xem ví dụ trong 15.3.2.2 và
15.3.2.4.)
d) Việc so sánh cỡ
mẫu đối với cùng một AQL từ các phương án kiểm tra định tính tiêu chuẩn (nghĩa
là từ TCVN 7790-1 (ISO 2859-1)) và các phương án tiêu chuẩn trong tiêu chuẩn
này được cho trong Bảng A.2. Phương pháp “σ” (sử dụng khi độ lệch chuẩn
quá trình được giả định là đã biết) sẽ đòi hỏi cỡ mẫu nhỏ nhất. Cỡ mẫu đối với
phương pháp “s” (sử dụng khi chưa biết độ lệch chuẩn quá trình) về cơ
bản cũng thường nhỏ hơn so với lấy mẫu định tính.
e) Kiểm tra định
lượng đặc biệt thích hợp khi sử dụng cùng với biểu đồ kiểm soát định lượng.
f) Lấy mẫu định lượng
có ưu điểm cơ bản khi quá trình kiểm tra tốn kém, ví dụ trong trường hợp phép
thử phá hủy.
g) Việc vận dụng chương
trình định lượng trở nên tương đối phức tạp hơn khi số đặc trưng chất lượng và
số lượng phép đo cần thực hiện trên mỗi cá thể tăng lên.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1: ISO 5479
đưa ra quy trình chi tiết về kiểm nghiệm tính chuẩn.
CHÚ THÍCH 2: Việc
lệch khỏi tính chuẩn còn được đề cập trong ISO 2854:1976, điều 2, trong đó đưa ra
ví dụ về phương pháp đồ thị có thể dùng để xác nhận rằng phân bố của dữ liệu đủ
chuẩn để sử dụng lấy mẫu định lượng.
11.
Lựa chọn giữa phương pháp “s” và “σ”
Nếu muốn áp dụng kiểm
tra định lượng thì vấn đề tiếp theo là sử dụng phương pháp “s” hay
phương pháp “σ”. Phương pháp “σ” là tiết kiệm nhất về mặt cỡ mẫu nhưng
trước khi sử dụng phương pháp này phải thiết lập giá trị σ.
Trước hết, cần bắt
đầu với phương pháp “s” nhưng, với sự nhất trí của bộ phận có thẩm quyền
và với điều kiện là chất lượng thỏa mãn, quy tắc chuyển đổi tiêu chuẩn sẽ cho phép
chuyển sang kiểm tra giảm và sử dụng cỡ mẫu nhỏ hơn.
Sau đó, nếu độ biến động
được kiểm soát và các lô tiếp tục được chấp nhận, vấn đề là việc chuyển sang
phương pháp “σ” có tiết kiệm hay không. Thường, trong phương pháp “σ”
cỡ mẫu sẽ nhỏ hơn và chuẩn mực chấp nhận đơn giản hơn. (Xem 16.2). Mặt khác, sẽ
vẫn cần tính độ lệch chuẩn mẫu, s, để ghi lại và cập nhật biểu đồ kiểm soát.
(Xem điều 19.) Thoạt nhìn, việc tính toán s có thể làm nản lòng nhưng trong thực
tế khó khăn không đến mức như vậy; điều này đặc biệt đúng nếu có sẵn máy tính
điện tử. Phương pháp tính s được
đề cập trong Phụ lục J.
12.
Lựa chọn bậc kiểm tra và AQL
Đối với phương án lấy
mẫu chuẩn, bậc kiểm tra cùng với cỡ lô và AQL xác định cỡ mẫu cần lấy, đồng
thời chi phối mức chặt chẽ của kiểm tra. Đường OC thích hợp ở các biểu đồ từ B
đến R hoặc bảng thích hợp trong các bảng từ B đến R của TCVN 8243-1 (3951-1) cho
thấy mức độ rủi ro liên quan đến phương án lấy mẫu.
Việc chọn bậc kiểm
tra và AQL được quyết định bởi một số yếu tố, nhưng chủ yếu là sự cân đối giữa
tổng chi phí kiểm tra và hậu quả của các cá thể không phù hợp được đưa vào sử
dụng.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13.
Lựa chọn phương án lấy mẫu
13.1.
Phương án tiêu chuẩn
Chỉ có thể sử dụng quy trình tiêu chuẩn khi các lô
được sản xuất liên tục.
Quy trình
chuẩn này, với các bước bán tự động từ cỡ lô đến cỡ mẫu, sử dụng bậc kiểm tra
II và bắt đầu với phương pháp “s”, trên thực tế đã tạo nên các phương án
lấy mẫu khả thi; nhưng nó dựa trên giả định là thứ tự ưu tiên đầu tiên là AQL,
thứ hai là cỡ mẫu và cuối cùng là chất lượng giới hạn.
Khả năng chấp
nhận hệ thống này là do thực tế người tiêu dùng được bảo vệ bởi các quy tắc chuyển
đổi (xem điều 23, 24 và 25), tăng nhanh tính chặt chẽ của kiểm tra và cuối cùng
kết thúc toàn bộ việc kiểm tra nếu chất lượng của quá trình vẫn kém hơn AQL.
CHÚ
THÍCH: Cần lưu ý chất lượng giới hạn là chất lượng mà nếu yêu cầu để kiểm tra, cần
có xác suất chấp nhận 10 %. Rủi ro thực tế của người tiêu dùng thay đổi theo xác
suất hàng hóa có mức chất lượng thấp như vậy được đưa ra kiểm tra.
Tuy
nhiên, trong những trường hợp nhất định, nếu chất lượng giới hạn có mức ưu tiên
cao hơn cỡ mẫu (ví dụ, khi chỉ sản xuất một số lượng giới hạn các lô), thì có
thể chọn phương án phù hợp trong tiêu chuẩn này bằng cách sử dụng Biểu đồ A
(xem Hình 2). Vẽ một đường thẳng đứng qua giá trị chấp nhận đối với chất lượng
giới hạn và một đường nằm ngang qua chất lượng mong muốn với xác suất chấp nhận
95 % (nghĩa là gần bằng AQL). Điểm giao nhau giữa hai đường thẳng này sẽ nằm trên,
hoặc dưới, đường xác định bằng chữ mã cỡ mẫu của phương án kiểm tra thường,
tiêu chuẩn, đáp ứng các yêu cầu quy định. (Điều này cần được xác nhận bằng cách
kiểm tra đường OC trong các biểu đồ từ B đến R của TCVN 8243-1 (3951-1) liên
quan đến chữ mã và AQL này.
Các phương
pháp của tiêu chuẩn này không áp dụng cho các lô ngắn hoặc lô riêng rẽ. Sử dụng
phương án định tính cho ít hơn 10 lô.
VÍ DỤ:
Giả sử rằng giá trị chấp nhận đối với chất lượng giới hạn là 1,5 % không phù hợp
và chất lượng mong muốn với xác suất chấp nhận 95 % là 0,15 % không phù hợp. Đường
thẳng đứng trên Biểu đồ A ở 1,5 % không phù hợp và đường nằm ngang ở 0,15 %
không phù hợp cắt nhau ngay phía dưới đường dốc xuống xác định bằng chữ L.
(Kiểm tra Biểu đồ L của TCVN 8243-1 (3951-1) khẳng định được rằng phương án với
chữ mã cỡ mẫu L và AQL 0,15 % đáp ứng các yêu cầu.)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13.2.
Phương án đặc biệt
Nếu không
thể chấp nhận các phương án chuẩn thì cần đưa ra một phương án đặc biệt. Sau đó,
cần quyết định xem tổ hợp AQL, chất lượng giới hạn và cỡ mẫu nào phù hợp nhất, lưu
ý rằng các giá trị này không độc lập vì khi đã chọn được hai trong số chúng thì
giá trị thứ ba được chọn tương ứng.
Lựa chọn
này không hoàn toàn mở; thực tế là cỡ mẫu nhất thiết phải là một số nguyên và
dẫn đến một số hạn chế. Nếu cần có một chương trình đặc biệt thì chỉ cần sự hỗ
trợ của một chuyên gia thống kê có kinh nghiệm về kiểm tra chất lượng.
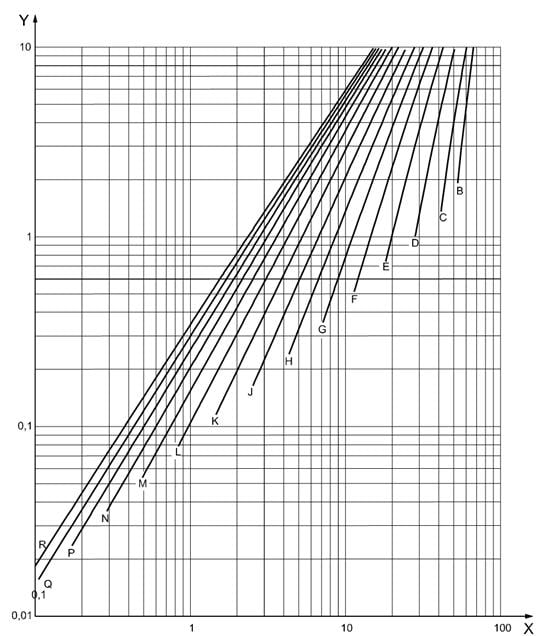
Chú giải
X chất lượng giới
hạn, nghĩa là mức chất lượng tại xác suất chấp nhận 10 % (theo phần trăm không phù
hợp)
Y mức chất lượng tại
xác suất chấp nhận 95 % (theo phần trăm không phù hợp)
Chữ mã cỡ mẫu được
thể hiện bằng phông chữ đậm.
Hình
2 – Biểu đồ A – Chữ mã cỡ mẫu của phương án lấy mẫu một lần tiêu chuẩn đối với
mức chất lượng quy định tại 95 % và 10 % xác suất chấp nhận
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trước khi
bắt đầu kiểm tra định lượng,
a) kiểm
tra xem sản xuất có được coi là liên tục và phân bố của các đặc trưng chất lượng
có thể coi là phân bố chuẩn và độc lập hay không;
CHÚ THÍCH
1: Đối với các phép thử lệch với phân bố chuẩn, xem ISO 5479.
CHÚ THÍCH
2: Nếu lô đã được sàng lọc loại bỏ các cá thể không phù hợp trước khi lấy mẫu chấp
nhận thì phân bố đã bị cắt cụt và không áp dụng được tiêu chuẩn này.
b) đối
với từng đặc trưng chất lượng, kiểm tra xem ban đầu có sử dụng phương pháp “s”
không hay độ lệch chuẩn có ổn định và đã biết chưa, để sử dụng phương pháp “σ”;
c) kiểm
tra việc ấn định bậc kiểm tra cần sử dụng. Nếu chưa được ấn định thì phải sử
dụng bậc kiểm tra II;
d) đối
với mỗi đặc trưng chất lượng có giới hạn quy định hai phía, kiểm tra xem các giới
hạn được kiểm soát kết hợp, kiểm soát riêng hoặc phức hợp, và mỗi giới hạn có
sự không phù hợp được ấn định loại nào. Đối với kiểm soát kết hợp, kiểm tra
việc sự không phù hợp vượt ra ngoài mỗi giới hạn là có tầm quan trọng như nhau;
e) kiểm
tra việc ấn định AQL cho mỗi loại không phù hợp và đó là một trong các AQL ưu
tiên sử dụng với tiêu chuẩn này. Nếu không thì không áp dụng được các bảng.
15.
Quy trình của phương pháp “s” đơn biến chuẩn
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quy trình
để thu được và thực hiện phương án được nêu dưới đây.
a) Với
bậc kiểm tra đã cho (thông thường đây là kiểm tra bậc II) và với cỡ lô, sẽ có
được chữ mã cỡ mẫu bằng cách sử dụng Bảng A.1.
b) Đối
với giới hạn quy định một phía, tra Bảng B.1, B.2 hoặc B.3 thích hợp với chữ mã
và AQL này, sẽ có được cỡ mẫu n và hằng số chấp nhận k dạng k. Đối với kiểm soát
riêng giới hạn quy định hai phía, thực hiện việc này cho cả hai giới hạn. Đối
với kiểm soát kết hợp giới hạn quy định hai phía, tra Bảng G.1, G.2 hoặc G.3 khi
thích hợp và có được cỡ mẫu n và hằng số chấp nhận dạng p*. Đối với kiểm soát phức
hợp giới hạn quy định hai phía, tra bảng G.1, G.2 hoặc G.3 hai lần, một lần với
phần kiểm soát kết hợp giá trị quy định và một lần với AQL nhỏ hơn áp dụng cho
giới hạn quy định liên quan nhiều hơn.
c) Lấy
một mẫu ngẫu nhiên cỡ n, đo đặc trưng x trong từng cá thể, sau đó tính , trung bình mẫu và s, độ lệch
chuẩn mẫu (xem Phụ lục J). Nếu nằm ngoài (các) giới
hạn quy định thì lô được đánh giá là không chấp nhận được mà thậm chí không cần
tính s. Tuy nhiên, cần phải tính s để ghi lại.
15.2.
Chuẩn mực chấp nhận dạng k đối với phương pháp “s”
Nếu giới hạn quy định
một phía được cho trước hoặc cần kiểm soát riêng rẽ giới hạn quy định hai phía
thì quy trình đơn giản nhất được nêu dưới đây. Tính thống kê chất lượng

Và/hoặc

...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Do đó, chỉ khi giới
hạn quy định trên U được cho trước thì lô
được chấp nhận nếu QU ≥
k,
không được chấp nhận nếu QU < k,
hoặc chỉ khi giới hạn
quy định dưới L được cho trước thì lô
được chấp nhận nếu QL ≥
k,
không được chấp nhận nếu QL < k,
Trong
kiểm soát riêng rẽ giới hạn quy định hai phía, hằng số chấp nhận dạng k tại
L và U có thể khác nhau. Chúng được thể hiện tương ứng bằng kL và
kU. Trong trường hợp này lô
được chấp nhận nếu QL ≥
kU và/hoặc QL ≥
kL,
không được chấp nhận nếu
QL < kU và QL <
kL.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhiệt độ
làm việc lớn nhất đối với một thiết bị nào đó được quy định là 60 oC.
Việc sản xuất được kiểm tra theo các lô gồm 100 cá thể. Kiểm tra bậc II, sử
dụng kiểm tra thường với AQL = 2,5 %. Từ Bảng A.1, chữ mã cỡ mẫu là F; từ Bảng B.1
tìm được cỡ mẫu cần là 13 và hằng số chấp nhận k là 1,405. Giả sử các phép
đo như sau: 53 oC; 57 oC; 49 oC; 58 oC;
59 oC; 54 oC; 58 oC; 56 oC; 50 oC;
50 oC; 55 oC; 54 oC; 57 oC. Cần xác
định sự phù hợp với chuẩn mực chấp nhận.
Thông tin cần thiết
Giá trị thu được
Cỡ mẫu: n
13
Trung bình mẫu: 
54,615 oC
Độ lệch chuẩn mẫu: 
3,330 oC
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn quy định (trên): U
60 oC
Thống kê chất lượng trên: QU =  /s
/s
1,617
Hằng số chấp nhận:
k (xem Bảng B.1)
1,405
Chuẩn mực chấp
nhận: QU ≥ k không?
Có (1,617 >
1,405)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
VÍ DỤ 2: Giới
hạn quy định một phía dưới, cần sử dụng mũi tên trong bảng tổng thể.
Cơ chế trễ
trong kỹ thuật đốt nhất định có thời gian trễ quy định nhỏ nhất là 4,0 s. Kiểm
tra việc sản xuất các lô gồm 1 000 cá thể và bậc kiểm tra II, kiểm tra thường,
được sử dụng với AQL là 0,1 % áp dụng cho giới hạn dưới. Từ Bảng A.1 có chữ mã
cỡ mẫu là J, và từ Bảng A.2 có được cỡ mẫu là 35 đối với phương pháp “s”.
Tuy nhiên, khi tra Bảng B.1 với chữ mã cỡ mẫu J và AQL 0,1 %, ta thấy mũi tên
chỉ xuống ô phía dưới. Điều này có nghĩa là không có phương án phù hợp hoàn toàn
và phương án tốt nhất tiếp theo có được bởi chữ mã cỡ mẫu K, nghĩa là cỡ mẫu 50
và hằng số chấp nhận k = 2,569. Lấy ngẫu nhiên một mẫu có cỡ mẫu 50. Giả
sử thời gian trễ của mẫu, tính bằng giây,
như sau:
6,95
6,04
6,68
6,63
6,65
6,52
6,59
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,57
6,91
6,40
6,44
6,34
6,04
6,15
6,29
6,63
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,67
6,67
6,44
7,15
6,70
6,59
6,51
6,80
5,94
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,56
6,53
6,35
7,17
6,83
6,25
6,96
7,00
6,38
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,29
6,39
6,80
5,84
6,16
6,25
6,57
6,71
6,77
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,87
6,25
Cần xác định sự phù
hợp với các chuẩn mực chấp nhận.
Thông tin cần thiết
Giá trị thu được
Cỡ mẫu: n
50
Trung bình mẫu:
6,542 s
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,312 0 s
(Xem J.1.2, Phụ lục
J.)
Giới hạn quy định dưới: L
4,0 s
Thống kê chất lượng dưới: QL =  /s
/s
8,147
Hằng số chấp nhận: k (xem Bảng B.1)
2,569
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Có (8,147 >
2,569)
Lô đáp ứng chuẩn mực chấp nhận và do đó được
chấp nhận.
15.3.
Chuẩn mực chấp nhận dạng p* đối với phương pháp “s”
15.3.1.
Giới thiệu
Tiêu
chuẩn này cũng đưa ra phương pháp dạng p* để xác định khả năng chấp nhận
lô. Trong khi dạng k áp dụng cho một đặc trưng chất lượng có giới hạn quy
định một phía hoặc giới hạn quy định hai phía cần kiểm soát riêng rẽ thì dạng
p* áp dụng chung hơn cho một hoặc nhiều đặc trưng chất lượng có tổ hợp bất
kỳ giới hạn quy định một phía hoặc hai phía với kiểm soát kết hợp, riêng rẽ
hoặc phức hợp.
15.3.2.
Kiểm soát kết hợp đối với phương pháp “s”
15.3.2.1.
Yêu cầu chung
Đối với
phương pháp “s” đơn biến, nếu cần kiểm soát kết hợp hoặc phức hợp cả giới
hạn quy định trên và giới hạn quy định dưới, nghĩa là có một AQL chung cho phần
trăm của quá trình nằm ngoài giới hạn quy định hai phía, thì bước đầu tiên là
kiểm tra việc độ lệch chuẩn mẫu s không lớn đến mức không thể chấp nhận lô. Nếu
giá trị s vượt quá giá trị độ lệch chuẩn lớn nhất của mẫu (MSSD) xác
định từ Bảng D.1, D.2 hoặc D.3, thì không cần tính toán thêm hoặc tham chiếu biểu
đồ và ngay lập tức phải xác định là lô không được chấp nhận.
Nếu giá
trị s không vượt quá giá trị MSSD thì phải tính ước lượng của tỷ lệ không phù
hợp của quá trình và so sánh với hằng số chấp nhận dạng p*. Lô được xác
định là
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
không được chấp nhận nếu
ˆ > p*, trong
đó
= 
với
 ,
,
Trong đó B(n–2)/2(.)
thể hiện hàm phân bố của phân bố beta đối xứng với hai tham số bằng (n-2)/2.
(Xem chi tiết ở Phụ lục K.)
Dạng p* cũng có
thể áp dụng cho giới hạn quy định một phía, mặc dù trong trường hợp đó, dạng
k dễ áp dụng hơn với điều kiện không yêu cầu ước lượng của tỷ lệ không phù
hợp của quá trình.
Nếu không có bảng phân
bố beta hoặc phần mềm máy tính tương ứng thì phải sử dụng một trong ba quy
trình sau đây, tuỳ theo cỡ mẫu.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ Bảng B.1, B.2 và
B.3 có thể thấy rằng cỡ mẫu yêu cầu là 3 đối với phương pháp “s”, chữ mã
cỡ mẫu B trong kiểm tra thường và kiểm tra ngặt và chữ mã cỡ mẫu B đến D trong
kiểm tra giảm.
Nếu sau đó cần kiểm soát kết hợp giới hạn quy định hai phía thì sau
khi tính trung bình mẫu và độ lệch chuẩn mẫu s,
phải tìm giá trị áp dụng của hệ số fs từ hàng đầu tiên của Bảng
D.1, D.2 hoặc D.3.
Xác định độ lệch chuẩn lớn nhất của mẫu (nghĩa là lớn nhất cho phép) từ
công thức
MSSD = smax
= (U - L)fs
Sau đó, so sánh s với smax.
Nếu s lớn hơn smax thì có thể loại lô mà không cần tính toán
thêm.
Nếu không thì xác
định giá trị của QU =  /s và/hoặc
QL =
/s và/hoặc
QL =  /s. Nhân QU
và/hoặc QL với
/s. Nhân QU
và/hoặc QL với  (nghĩa là khoảng
0,866) và sử dụng Bảng F.1 để xác định ước lượng và
tương ứng của phần cá thể trong quá trình
không phù hợp vượt ra ngoài giới hạn trên và giới hạn dưới.
(nghĩa là khoảng
0,866) và sử dụng Bảng F.1 để xác định ước lượng và
tương ứng của phần cá thể trong quá trình
không phù hợp vượt ra ngoài giới hạn trên và giới hạn dưới.
CHÚ THÍCH
1: Giá trị âm của Q ứng với các ước lượng tỷ lệ không phù hợp của quá
trình vượt quá 0,5 ở giới hạn quy định đó và sẽ luôn dẫn đến việc lô không được
chấp nhận theo quy định của tiêu chuẩn này. Tuy nhiên, để thu được giá trị số
để lưu hồ sơ thì có thể có được ước lượng tỷ lệ không phù hợp của quá trình
bằng cách tra
Bảng F.1 với giá trị tuyệt đối  và lấy 1,0 trừ đi kết quả đó. Ví dụ,
nếu QU= – 0,156 thì
và lấy 1,0 trừ đi kết quả đó. Ví dụ,
nếu QU= – 0,156 thì  tra
Bảng F.1 với 0,135 được ước lượng là 0,456 9; lấy 1,0 trừ đi số đó được = 0,543 1
tra
Bảng F.1 với 0,135 được ước lượng là 0,456 9; lấy 1,0 trừ đi số đó được = 0,543 1
CHÚ THÍCH 2: Cơ sở
của Bảng F.1 được nêu trong Phụ lục K. Thay cho việc sử dụng Bảng F.1, có thể
tính trực tiếp ước lượng tỷ lệ không phù
hợp của quá trình theo từng giới hạn quy định khi n = 3 như sau
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải cộng hai ước
lượng này lại để có được ước lượng  của tỷ lệ không phù hợp tổng của quá trình.
Nếu không vượt quá giá trị cho phép lớn nhất, p*,
cho trong Bảng G (nghĩa là Bảng G.1 cho kiểm tra thường, Bảng G.2 cho kiểm tra
ngặt hoặc G.3 cho kiểm tra giảm), thì lô được coi là được chấp nhận; nếu không
thì lô được coi là không được chấp nhận.
của tỷ lệ không phù hợp tổng của quá trình.
Nếu không vượt quá giá trị cho phép lớn nhất, p*,
cho trong Bảng G (nghĩa là Bảng G.1 cho kiểm tra thường, Bảng G.2 cho kiểm tra
ngặt hoặc G.3 cho kiểm tra giảm), thì lô được coi là được chấp nhận; nếu không
thì lô được coi là không được chấp nhận.
VÍ DỤ: Xác định khả
năng chấp nhận đối với kiểm soát kết hợp giới hạn quy định hai phía khi cỡ mẫu
là 3.
Ngư lôi được cung cấp theo lô gồm 100 quả được kiểm tra về độ chính xác
trên mặt phẳng nằm ngang. Sai số góc dương hoặc âm đều không được chấp nhận như
nhau, do đó kiểm soát kết hợp giới hạn quy định hai phía là thích hợp. Các giới
hạn quy định được đặt ở 10 m mỗi phía của điểm đích với khoảng cách 1 km, AQL
là 4 %. Vì đây là phép thử phá hủy và rất tốn kém nên nhà sản xuất và bộ phận có
thẩm quyền nhất trí sử dụng bậc kiểm tra đặc biệt S-2. Tra Bảng A.1, được chữ mã
cỡ mẫu B. Từ Bảng A.2, tra được cỡ mẫu là 3. Ba quả ngư lôi được thử, sai số là
–5,0 m, 6,7 m và 8,8 m. Sự phù hợp với chuẩn mực chấp nhận trong kiểm tra
thường cần được xác định.
Thông tin cần thiết
Giá trị thu được
Cỡ mẫu: n
3
Trung bình mẫu:
3,5 m
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,436 m
(Xem J.1.2, Phụ lục
J.)
Giá trị của fs
đối với MSSD (smax) (Bảng D.1)
0,474
smax = (U – L)fs
= [10 – (–10)] x 0,474
9,48
Vì s = 7,436 < smax
= 9,48, nên lô có thể được chấp nhận, do vậy, tiếp tục tính toán.
QU = (U
- ) / s = (10 - 3,5)/7,436
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
QL = ( – L) / s = (3,5 +
10)/7,436
1,815

0,757

1,572
(từ Bảng F.1)
0,2267
(từ Bảng F.1)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66

0,2267
p* (từ Bảng G.1 vì
đây là kiểm tra thường)
0,1905
Vì > p* nên lô không được chấp nhận.
CHÚ THÍCH 3: Lô này
không được chấp nhận mặc dù tất cả các cá thể được kiểm tra trong mẫu đều nằm trong
phạm vi giới hạn quy định.
15.3.2.3. Kiểm soát
kết hợp đối với phương pháp “s” với n = 4
Từ Bảng B.1, B.2 và
B.3 có thể thấy rằng cỡ mẫu yêu cầu là 4 đối với phương pháp “s” cho chữ
mã cỡ mẫu C trong kiểm tra thường và ngặt, chữ mã cỡ mẫu E trong kiểm tra giảm.
Sau khi tính trung
bình mẫu và độ lệch chuẩn mẫu s, tìm giá trị áp dụng của
hệ số fs từ hàng thứ hai của Bảng D.1, D.2 hoặc D.3. Xác định
độ lệch chuẩn lớn nhất của mẫu (nghĩa là lớn nhất cho phép) từ công thức
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sau đó, so sánh s với MSSD. Nếu s lớn hơn MSSD thì có
thể loại lô mà không cần tính toán thêm.
Nếu không thì xác định giá trị của QU = /s và/hoặc QL = /s. Tính
 (1)
(1)
 (2)
(2)
Phải cộng hai ước
lượng này lại để có được ước lượng của tỷ lệ không phù hợp tổng của quá trình.
Nếu không vượt quá giá
trị cho phép lớn nhất, p*, cho trong Bảng G (nghĩa là Bảng G.1 cho kiểm
tra thường, Bảng G.2 cho kiểm tra ngặt hoặc G.3 cho kiểm tra giảm), thì lô được coi là
được chấp nhận; nếu không thì lô được coi là không được chấp nhận.
CHÚ
THÍCH: Cơ sở của phương trình (1) và (2) được cho trong Phụ lục K.
VÍ DỤ:
Xác định khả năng chấp nhận đối với kiểm soát kết hợp giới hạn quy định hai
phía khi cỡ mẫu là 4.
Các cá
thể được sản xuất theo lô với cỡ lô 25. Giới hạn quy định dưới và trên của đường
kính là 82 mm đến 84 mm. Các cá thể có đường kính quá lớn là không đáp ứng ngang
bằng với các cá thể có đường kính quá nhỏ, do vậy quyết định kiểm soát tổng tỷ
lệ không phù hợp vượt quá một trong hai giới hạn, sử dụng AQL 2,5 % ở kiểm tra
bậc II. Kiểm tra thường được thực hiện ở thời điểm bắt đầu kiểm tra. Từ Bảng A.1,
được chữ mã cỡ mẫu C. Từ Bảng A.2, tra được cỡ mẫu là 4. Đường kính của bốn cá thể
lấy từ lô đầu tiên được đo, các đường kính là 82,4 mm, 82,2 mm, 83,1 mm và 82,3
mm. Sự phù hợp với chuẩn mực chấp nhận trong kiểm tra thường cần được xác định.
Thông
tin cần thiết
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ mẫu: n
4
Cỡ mẫu trung bình: 
82,50 mm
Độ lệch chuẩn mẫu: 
0,408 2 mm
(Xem J.1.2, Phụ lục
J.)
Giới hạn quy định
trên: U
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn quy định
dưới: L
82,0 mm
Giá trị của fs
đối với MSSD (Bảng D.1)
0,376
MSSD = smax
= (U – L)fs = (84 – 82) 0,376
0,752 mm
Vì s = 0,408 2 < smax = 0,752,
nên lô có thể được chấp nhận, do vậy, tiếp tục tính toán.
QU = (U -  )/s = (84 – 82,5)/0,408 2
)/s = (84 – 82,5)/0,408 2
3,674 7
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,224 9
[từ phương trình
(1) ở trên]
0,000 0
[từ phương trình
(2) ở trên]
0,091 7
0,091 7
p* (từ Bảng G.1 vì đây là kiểm tra thường)
0,112 3
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15.3.2.4. Kiểm soát
kết hợp đối với phương pháp “s” với n ≥ 5
Sau khi tính trung
bình mẫu và độ lệch chuẩn mẫu s, tìm giá trị áp
dụng của hệ số fs từ hàng thứ hai của Bảng D.1, D.2 hoặc D.3.
Xác định độ lệch chuẩn lớn nhất của mẫu (nghĩa là lớn nhất cho phép) từ công thức
MSSD = smax
= (U - L)fs
Sau đó, so sánh s với
smax. Nếu s lớn hơn smax hì có thể
loại lô mà không cần làm gì thêm.
Nếu không thì tính thống
kê chất lượng trên và dưới QU = /s và QL
= /s. Nếu có các bảng hàm phân bố beta hoặc phần mềm
tương ứng thì xác định ước lượng và của tỉ lệ không phù hợp của quá trình theo K.2.1.
Nếu không thì sử dụng phương pháp nêu trong K.3.
VÍ DỤ:
Xác định khả năng chấp nhận đối với kiểm soát kết hợp giới hạn quy định hai phía
khi cỡ mẫu lớn hơn hoặc bằng 5.
Nhiệt độ
làm việc thấp nhất của một thiết bị được quy định là 60 oC và nhiệt
độ cao nhất là 70 oC. Lô sản xuất được kiểm tra gồm 96 cá thể. Sử dụng
bậc kiểm tra II, kiểm tra thường, AQL = 1,5 %. Từ Bảng A.1, tra được chữ mã cỡ mẫu
F; từ Bảng A.2, tra được cỡ mẫu là 13 và từ Bảng D.1, giá trị của fs
đối với MSSD trong kiểm tra thường là 0,274. Giả định các phép đo thu được như sau:
65,5 °C; 60,0 °C; 65,2 °C; 61,7 °C; 69,0 °C; 67,1 °C; 60,0 °C; 66,4 °C; 62,8 °C;
68,0 °C; 63,4 °C; 60,7 °C; 65,8 °C. Sự phù hợp với chuẩn mực chấp nhận cần được
xác định.
Thông
tin cần thiết
Giá
trị thu được
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13
Trung bình mẫu:
64,276 9 oC
Độ lệch chuẩn mẫu:
2,861 9 oC
(Xem J.1.2, Phụ lục
J.)
Giới hạn quy định
trên: U
70,0 oC
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
60,0 oC
Giá trị của fs
đối với MSSD(smax) (Bảng D.1)
0,274
MSSD = smax
= (U – L)fs = (70 - 60) 0,274
2,74 oC
Vì giá
trị của s vượt quá smax nên lô được xác định ngay là không được
chấp nhận.
CHÚ
THÍCH: Lô này không được chấp nhận mặc dù tất cả các cá thể được kiểm tra trong
mẫu đều nằm trong phạm vi giới hạn quy định.
Giả định
rằng AQL là 4,0 % thay vì 1,5 %. Trong trường hợp này giá trị của fs
sẽ là 0,328, do đó
smax là 3,28 oC. Vì hiện tại s
nhỏ hơn smax nên ở giai đoạn này
chưa thể xác định lô có được chấp nhận hay không và cần tính toán thêm.
Có hai
phương pháp thực hiện các tính toán cần thiết. Phương pháp thứ nhất áp dụng khi
có các bảng hoặc phần mềm dùng cho hàm phân bố beta (xem K.2.1). Lưu ý rằng trong
các phép tính trung gian, giữ lại năm con số có nghĩa.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giá
trị thu được
QU = (U - )/s
1,999 8
0,199 57
= G(n-2)/2(xU)
0,014 937
QL = ( – L)/s
1,494 4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,275 49
= G(n-2)/2(xL)
0,061 881
p* (từ Bảng G.1 vì đây là kiểm tra thường)
0,155 4
Tỷ lệ không phù hợp tổng của quá trình được ước lượng bằng
 = 0,061 881 + 0,014 937 = 0,076 82
= 0,061 881 + 0,014 937 = 0,076 82
giá trị này nhỏ hơn hằng số chấp nhận p*. Do đó, lô được chấp nhận.
15.3.2.5.
Kiểm soát kết hợp đối với phương pháp “s” với n ≥ 5 – Phương pháp gần
đúng
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thông tin cần
thiết
Giá trị thu được
QU = (U - )/s
1,999 8
0,199 57
an (từ Bảng K.1)
1,583 745
yU = anln[xU/(1-xU)]
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
wU = Y2U
- 3
1,839 1
Vì 
-2,172 1

0,014 928
QL = ( – L)/s
1,494 4
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
yL = anln[xL/(1-xL)]
-1,531 4
wL = y2L
- 3
-0,654 81
Vì 
-1,539 0

0,061 902
p* (từ Bảng G.1 vì
đây là kiểm tra thường)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tỷ lệ không phù hợp tổng của quá trình được ước lượng bằng
= 0,061 902 + 0,014 924
= 0,076 83
giá trị này nhỏ hơn hằng số chấp nhận p*. Do đó, lô được chấp nhận.
CHÚ THÍCH: Kết quả
khi sử dụng phương pháp gần đúng chỉ sai khác so với giá trị đúng một đơn vị ở
con số có nghĩa thứ tư. Phương pháp gần đúng thường rất chính xác.
15.3.3. Kiểm soát
riêng đối với phương pháp “s”
Khi áp dụng các AQL riêng cho giới hạn quy định hai phía, tra bảng G.1,
G.2 hoặc G.3 với chữ mã cỡ mẫu và AQL tại giới hạn trên và dưới để thu được pU
và pL. Khi đó, chuẩn mực chấp nhận là  và
và

15.3.4. Kiểm soát phức hợp đối với phương pháp “s”
Kiểm soát phức hợp bao
gồm kiểm soát kết hợp giới hạn quy định hai phía và đồng thời kiểm soát riêng một
trong hai giới hạn sử dụng AQL riêng và nhỏ hơn. Do đó, lô được chấp nhận nếu , và ,
chọn trường hợp nào liên quan.
16. Quy trình phương
pháp “s” chuẩn đa biến đối với các đặc trưng chất lượng độc lập
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phương pháp chung sử dụng cho loại có m đặc trưng
chất lượng độc lập được nêu dưới đây. Biểu thị tỷ lệ không phù hợp ước lượng
của quá trình cho đặc trưng chất lượng thứ i bằng  , tỷ lệ không phù hợp ước lượng của quá
trình đối với loại đó được cho bởi
, tỷ lệ không phù hợp ước lượng của quá
trình đối với loại đó được cho bởi
= 1 - (1-  )(1 -
)(1 -  )...(1
-
)...(1
-  ),
),
nghĩa là một trừ đi tích của tỷ lệ phù hợp ước
lượng của quá trình.
CHÚ THÍCH: Nếu , ,..., đều
nhỏ, ví dụ nhỏ hơn 0,01, thì xấp xỉ bằng tổng
của các ước lượng đơn lẻ, nghĩa là ≈ ++…+
Nếu chỉ có một loại, ví dụ loại A, thì tỷ lệ
không phù hợp ước lượng của quá trình đối với loại đó được biểu thị bằng  . Lô được chấp nhận nếu
. Lô được chấp nhận nếu
 ≤ p*
≤ p*
còn nếu không thì không được chấp nhận, trong
đó p* là hằng số chấp nhận dạng p* cho trong bảng G (nghĩa là
Bảng G.1 đối với kiểm tra thường, Bảng G.2 cho kiểm tra ngặt hoặc G.3 cho kiểm
tra giảm) đối với chữ mã cỡ mẫu và AQL áp dụng cho loại đó.
Nếu có hai hoặc nhiều loại, ví dụ loại A,
loại B,… có hằng số chấp nhận  ,
,  , …, thì lô được chấp nhận nếu ≤ và
, …, thì lô được chấp nhận nếu ≤ và
 ≤ và
… nhưng không được chấp nhận nếu một hoặc nhiều bất đẳng thức vi phạm.
≤ và
… nhưng không được chấp nhận nếu một hoặc nhiều bất đẳng thức vi phạm.
Nếu có nhiều hơn một loại không phù hợp thì
loại A sẽ có những sự không phù hợp có mức độ nghiêm trọng cao nhất và thường
có AQL thấp nhất và do đó hằng số chấp nhận dạng p* nhỏ nhất; loại B sẽ
có những sự không phù hợp có mức độ nghiêm trọng thấp hơn, có AQL và hằng số
chấp nhận dạng p* cao hơn; ... Các loại không phù hợp khác nhau sẽ được
kiểm tra với mức độ chặt chẽ khác nhau ở một thời điểm bất kỳ.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xét một sản phẩm có năm đặc trưng chất lượng độc
lập x1, x2, x3, x4 và x5,
đều chưa biết độ lệch chuẩn quá trình. Chữ mã cỡ mẫu là H và cỡ mẫu là 25 trong
kiểm tra thường đối với cả năm đặc trưng. Giả định rằng các yêu cầu và kết quả như
được tổng hợp trong Bảng 2.
Bảng 2 – Ví dụ về yêu
cầu và kết quả đối với năm đặc trưng chất lượng chưa biết độ lệch chuẩn quá
trình
 Biến
Biến
Giới hạn
Loại kiểm soát
Loại không phù hợp
Trung bình mẫu
Độ lệch chuẩn mẫu
Thống kê chất lượng
Q
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
x1
U1=70,0
Một giới hạn
A
 =68,5
=68,5
s1 = 0,50
3,0000
0,1875
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
x2
L2=10,0
Một giới hạn
B
 =10,4
=10,4
s2 = 0,20
2,0000
0,2917
0,019134
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
U3=4,050
L3=3,950
Kết hợp
A
 =4,005
=4,005
s3 = 0,015
3,0000
3,6667
0,1875
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,000418
0,000004
0,000422
x4
U4=1,950
L4=1,750
Riêng
B
A
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
s4 = 0,032
2,7500
3,5000
0,2135
0,1354
0,001380
0,000018
x5
U5=214
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phức hợp, nghĩa là
Riêng
+
Kết hợp
A
B
 = 210
= 210
s5 = 1,25
3,2000
3,2000
0,1667
0,1667
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,000140
0,000280
Cũng giả định rằng AQL đối với sự không phù
hợp loại A là 0,25 % và AQL đối với loại B là 1,0 %. Từ Bảng G.1, ta thấy các
hằng số chấp nhận dạng p* tương ứng là =
0,010 12 và = 0,030 10.
Tỷ lệ không phù hợp đối với loại A được ước
lượng là
= 1 - (1 - )(1 -  )(1
-
)(1
-  )(1-
)(1- )
)
= 1 – (1 – 0,000 418)(1 – 0,000 422)(1–0,000
018)(1 – 0,000 140)
= 1 – 0,999 582 x 0,999 578 x 0,999 982 x
0,999 860
= 1 – 0,999 002
= 0,000 998.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
= 1 - (1 - )(1 -  )(1-
)(1- )
)
= 1 – (1 – 0,019 134)(1–0,001 380)(1 – 0,000 280)
= 1 – 0,980 866 x 0,998 620 x 0,999 720
= 1 – 0,979 238
= 0,020 762.
Vì < và <
nên lô được chấp nhận.
CHÚ THÍCH: Ước lượng gần đúng tương ứng của tỷ
lệ không phù hợp của quá trình trong mỗi loại thu được bằng cách đơn giản là
cộng các ước lượng thành phần:
= 
= 0,000 418 + 0,000 422 + 0,000 018 + 0,000 140
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
và
= 
= 0,019 134 + 0,001 380 + 0,000 280
= 0,020 794.
17. Quy trình của
phương pháp “σ” chuẩn đơn biến
17.1. Xác định phương
án, lấy mẫu và tính toán sơ bộ
Chỉ sử dụng phương pháp “σ” khi có
bằng chứng là độ lệch chuẩn quá trình có thể coi là không đổi và lấy là σ.
Từ Bảng A.1 có được chữ mã cỡ mẫu. Sau đó,
tùy theo mức độ chặt chẽ của kiểm tra, vào Bảng C.1, C.2 hoặc C.3 với chữ mã cỡ
mẫu và AQL quy định để tra được cỡ mẫu n và hằng số chấp nhận k.
Lấy ngẫu nhiên một mẫu có cỡ mẫu tra được, đo
đặc trưng cần kiểm tra, x, đối với tất cả các cá thể mẫu và tính trung
bình . (Độ lệch chuẩn mẫu s cũng cần được
tính, nhưng chỉ để kiểm tra độ ổn định liên tục của độ lệch chuẩn quá trình.
Xem điều 19.)
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Có thể tìm ra chuẩn mực chấp nhận bằng cách sử
dụng quy trình cho phương pháp “s”. Trước tiên, thay s lấy từ các mẫu riêng
lẻ bằng σ, giá trị độ lệch chuẩn quá trình đã biết giả định, sau đó so sánh
giá trị Q tính được với giá trị hằng số chấp nhận k thu được từ
một trong các Bảng C1, C2 và C3.
Lưu ý rằng, ví dụ chuẩn mực chấp nhận QU
[= (U - )/σ] ≥ k đối với quy định
trên có thể viết thành ≤ U - kσ. Vì U,
k và σ đều được biết trước, do đó cần xác định giá trị chấp nhận [=U - ks] trước khi bắt đầu kiểm
tra.
Đối với giới hạn quy định trên, lô sẽ được
chấp nhận nếu ≤ [=U - kσ]; không được chấp nhận
nếu > [=U
- kσ]
Tương tự, đối với giới hạn quy định dưới, lô
sẽ được
chấp nhận nếu≥ [=L + kσ]; không được chấp nhận
nếu < [=L
+ kσ]
VÍ DỤ: Xác định khả năng chấp nhận đối với
giới hạn quy định một phía sử dụng phương pháp “σ”.
Điểm uốn cong tối thiểu quy định của thép đúc
là 400 N/mm2. Một lô gồm 500 cá thể được giao nộp để kiểm tra. Sử dụng
bậc kiểm tra II, kiểm tra thường, với AQL = 1,5 %. Giá trị của σ được
coi là bằng 21 N/mm2. Từ Bảng A.1, có được chữ mã cỡ mẫu H. Sau đó, từ
Bảng C.1, đối với AQL là 1,5 % cỡ mẫu n là 12 và hằng số chấp nhận k là
1,613. Giả định rằng điểm uốn cong của các mẫu là 431; 417; 469; 407; 450; 452;
427; 411; 429; 420; 400; 445; Cần xác định sự phù hợp với chuẩn mực chấp nhận.
Thông tin cần thiết
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hằng số chấp nhận: k
1,613
Đã biết: σ
21 N/mm2
Tích: σk
33,9 N/mm2
Giới hạn quy định: L
400 N/mm2
Giá trị chấp nhận: xL = L
+ kσ
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tổng các kết quả đo: Sx
5 184 N/mm2
Cỡ mẫu: n
12
Trung bình mẫu: 
429,8 N/mm2
Chuẩn mực chấp nhận:  ?
?
Không
Trung bình mẫu của lô không đáp ứng chuẩn mực
chấp nhận, vì thế lô không được chấp nhận.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
 và
và 
và không được chấp nhận nếu
 và/hoặc
và/hoặc 
17.3. Chuẩn mực chấp
nhận đối với kiểm soát kết hợp hoặc phức hợp giới hạn quy định hai phía
Nếu có yêu cầu AQL kết hợp cho cả giới hạn quy
định trên và dưới, nghĩa là một AQL tổng cho phần trăm của quá trình nằm ngoài
các giới hạn quy định, khuyến nghị sử dụng theo trình tự dưới đây.
a) Trước khi lấy mẫu, tra Bảng E.1 với AQL để
xác định giá trị của hệ số fσ (đối với kiểm soát kết hợp) với một
AQL hoặc tra bảng E.3 (đối với kiểm soát phức hợp) với cả hai AQL.
b) Tính giá trị cho phép lớn nhất của độ lệch
chuẩn quá trình, sử dụng công thức σmax = (U – L)fσ cho MPSD.
c) So sánh giá trị độ lệch chuẩn quá trình
σ với σmax. Nếu σ vượt quá σmax thì quá trình
không được chấp nhận và không áp dụng kiểm tra lấy mẫu cho đến khi chứng tỏ
rằng độ biến động của quá trình đã được giảm một cách thích hợp.
d) Nếu σ ≤ σmax thì sử dụng
cỡ lô đó và bậc kiểm tra đã cho để xác định chữ mã cỡ mẫu từ Bảng A.1.
...
...
...
Bạn phải
đăng nhập hoặc
đăng ký Thành Viên
TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN.
Mọi chi tiết xin liên hệ:
ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
f) Từ lô chọn một mẫu ngẫu nhiên cỡ n từ và
tính trung bình mẫu .
g) Sử dụng phương pháp nêu trong K.2.2, tính , và
h) Nếu > p* thì
lô không được chấp nhận đối với kiểm soát kết hợp hay phức hợp, đồng thời không
cần tính toán hoặc so sánh gì khác.
i) Đối với kiểm soát kết hợp, lô được chấp nhận
nếu ≤ p*.
j) Đối với kiểm soát phức hợp, từ Bảng G.1,
G.2 hoặc G.3 xác định hằng số chấp nhận dùng cho giới hạn quy định một phía, nghĩa
là  đối với giới hạn trên hoặc
đối với giới hạn trên hoặc  đối với giới hạn dưới. Đối với kiểm soát
phức hợp có AQL riêng cho giới hạn trên, lô được chấp nhận nếu ≤ p* và ≤. Đối với
đối với giới hạn dưới. Đối với kiểm soát
phức hợp có AQL riêng cho giới hạn trên, lô được chấp nhận nếu ≤ p* và ≤. Đối với